



图5-35是处理单周期、连续和单步工作方式的自动程序FC3的顺序功能图,最上面的转换条件与公用程序有关。图5-36是用置位复位指令设计的程序。单周期、连续和单步这3种工作方式主要是用“连续标志”M0.7和“转换允许”标志M0.6来区分的。
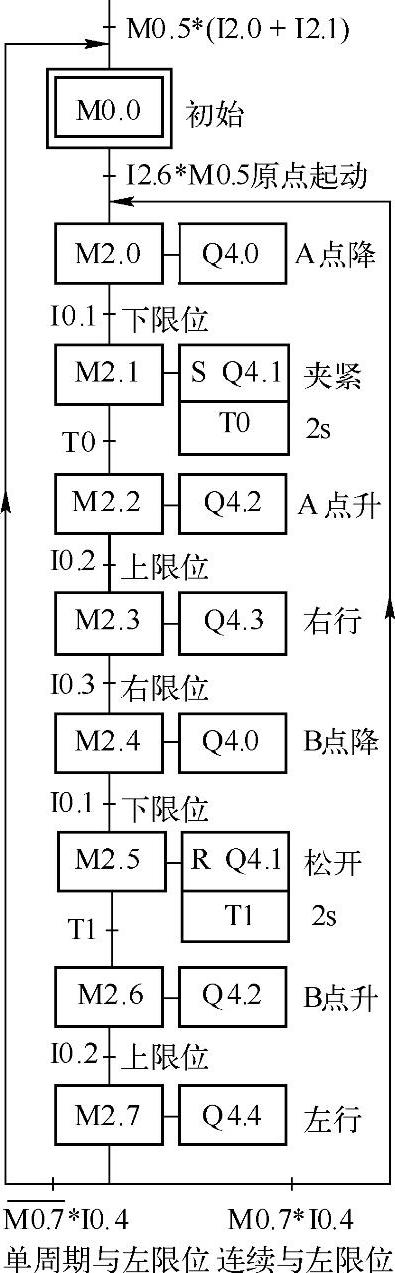
图5-35 顺序功能图
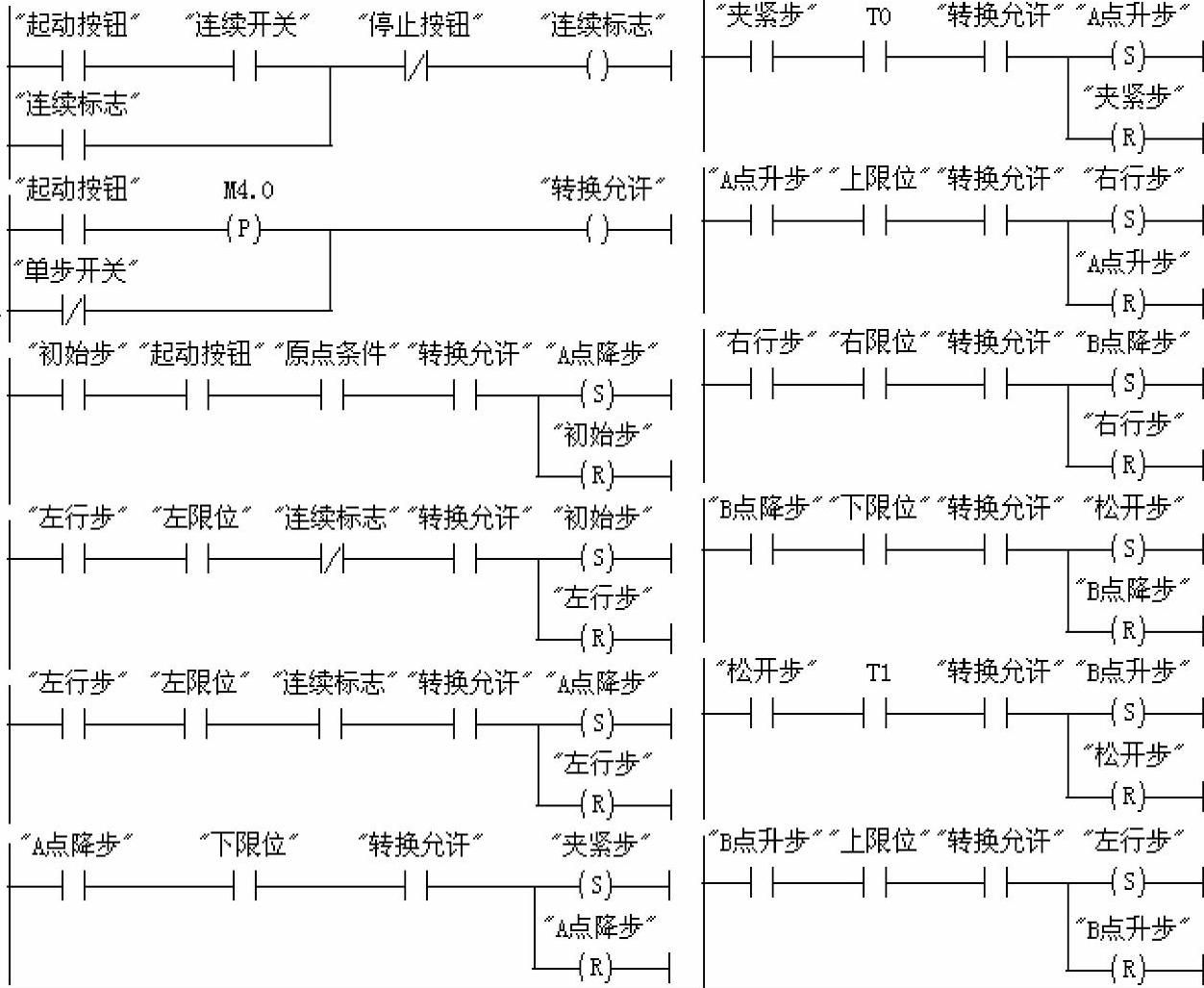
图5-36 FC3中的顺序控制程序
1.单周期与连续的区分
PLC上电后,如果原点条件不满足,应首先进入手动或回原点方式,通过相应的操作使原点条件满足,公用程序使初始步M0.0为1状态,然后切换到自动方式。
系统工作在连续和单周期(非单步)工作方式时,单步开关I2.2的常闭触点接通,转换允许标志M0.6为1状态,控制置位复位的电路中的M0.6(转换允许)的常开触点接通,允许步与步之间的正常转换。
在连续工作方式,连续开关I2.4和“转换允许”标志M0.6为1状态。设初始步时系统处于原点状态,原点条件标志M0.5和初始步M0.0为1状态,按下起动按钮I2.6,“A点降步”M2.0变为1状态,下降阀Q4.0的线圈通电,机械手下降。与此同时,连续标志M0.7的线圈通电并自保持(见图5-36左边第一个程序段)。
机械手碰到下限位开关I0.1时,转换到“夹紧步”M2.1,夹紧阀Q4.1被置位,工件被夹紧。同时接通延时定时器T0开始定时,2s后定时时间到,夹紧操作完成,定时器T0的常开触点闭合,“A点升步”M2.2被置位为1,机械手开始上升。以后系统将这样一步一步地工作下去。
当机械手在“左行步”M2.7返回最左边时,左限位开关I0.4变为1状态,因为“连续”标志位M0.7为1状态,转换条件M0.7*I0.4满足,系统将返回“A点降步”M2.0,反复连续地工作下去。
按下停止按钮I2.7后,连续标志M0.7变为0状态(见图5-36),但是系统不会立即停止工作。完成当前工作周期的全部操作后,在步M2.7机械手返回最左边,左限位开关I0.4为1状态,转换条件  *I0.4满足,系统才返回并停留在初始步。
*I0.4满足,系统才返回并停留在初始步。
在单周期工作方式,当机械手在最后一步M2.7返回最左边时,左限位开关I0.4为1状态。因为连续标志M0.7一直为0状态,转换条件  *I0.4满足,系统返回并停留在初始步,机械手停止运动。按一次起动按钮,系统只工作一个周期。
*I0.4满足,系统返回并停留在初始步,机械手停止运动。按一次起动按钮,系统只工作一个周期。
2.单步工作方式
在单步工作方式,单步开关I2.2为1状态,它的常闭触点断开,“转换允许”标志M0.6在一般情况下为0状态,不允许步与步之间的转换。设初始步时系统处于原点状态,按下起动按钮I2.6,转换允许标志M0.6在一个扫描周期为1状态,“A点降步”M2.0被置位为活动步,机械手下降。在起动按钮上升沿之后,M0.6变为0状态。
机械手碰到下限位开关I0.1时,与下降阀Q4.0的线圈串联的I0.1的常闭触点断开(见图5-37左边第一个程序段),使下降阀的线圈“断电”,机械手停止下降。

图5-37 FC3中的输出电路(https://www.xing528.com)
图5-36左边最下面的程序段的下限位开关I0.1的常开触点闭合后,如果没有按起动按钮,转换允许标志M0.6为0状态,不会转换到下一步。一直要等到按下起动按钮,M0.6的常开触点接通,才能使转换条件I0.1(下限位)起作用,“夹紧步”M2.1被置位,才能进入夹紧步。以后在完成某一步的操作后,都必须按一次起动按钮,使M0.6的常开触点接通,才能转换到下一步。
3.输出电路
输出电路(见图5-37)是自动程序FC3的一部分,输出电路中4个限位开关I0.1~I0.4的常闭触点是为单步工作方式设置的。以右行为例,当机械手碰到右限位开关I0.3后,与“右行步”对应的存储器位M2.3不会马上变为0状态,如果右行电磁阀Q4.3的线圈不与右限位开关I0.3的常闭触点串联,机械手不能停在右限位开关处,还会继续右行,对于某些设备,可能造成事故。
4.自动返回原点程序
图5-38是自动回原点程序FC4的顺序功能图,图5-39是用置位复位电路设计的梯形图。在回原点工作方式,回原点开关I2.1为1状态,在OB1中调用FC4。在回原点方式按下起动按钮I2.6,机械手可能处于任意状态,根据机械手当时所处的位置和夹紧装置的状态,可以分为3种情况,采用不同的处理方法(见图5-38)。
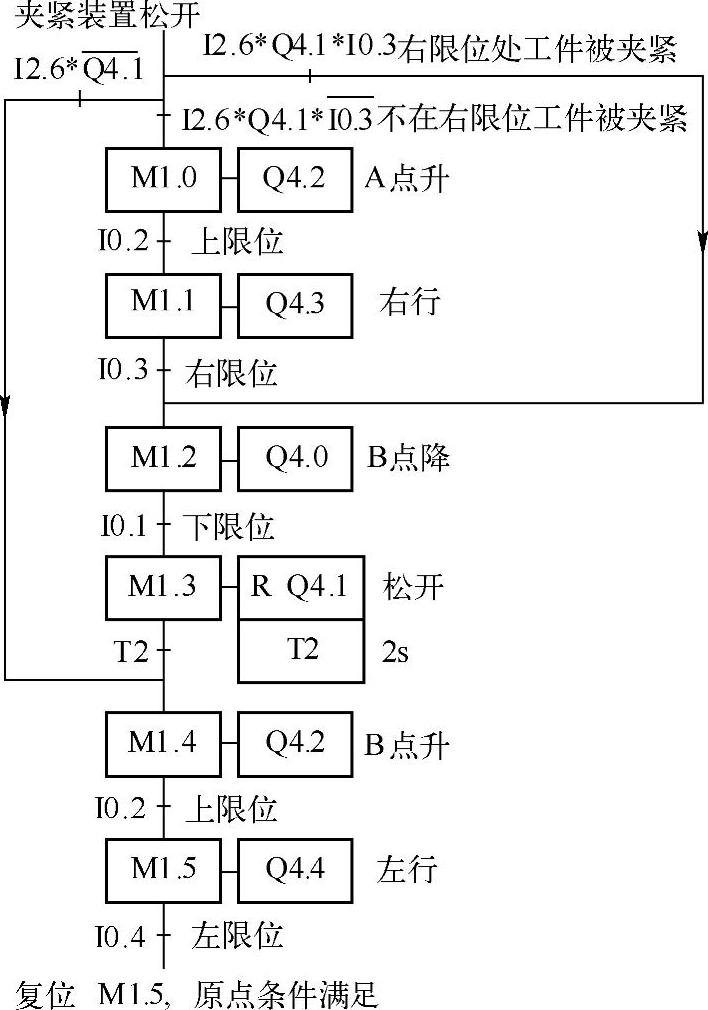
图5-38 回原点的顺序功能图
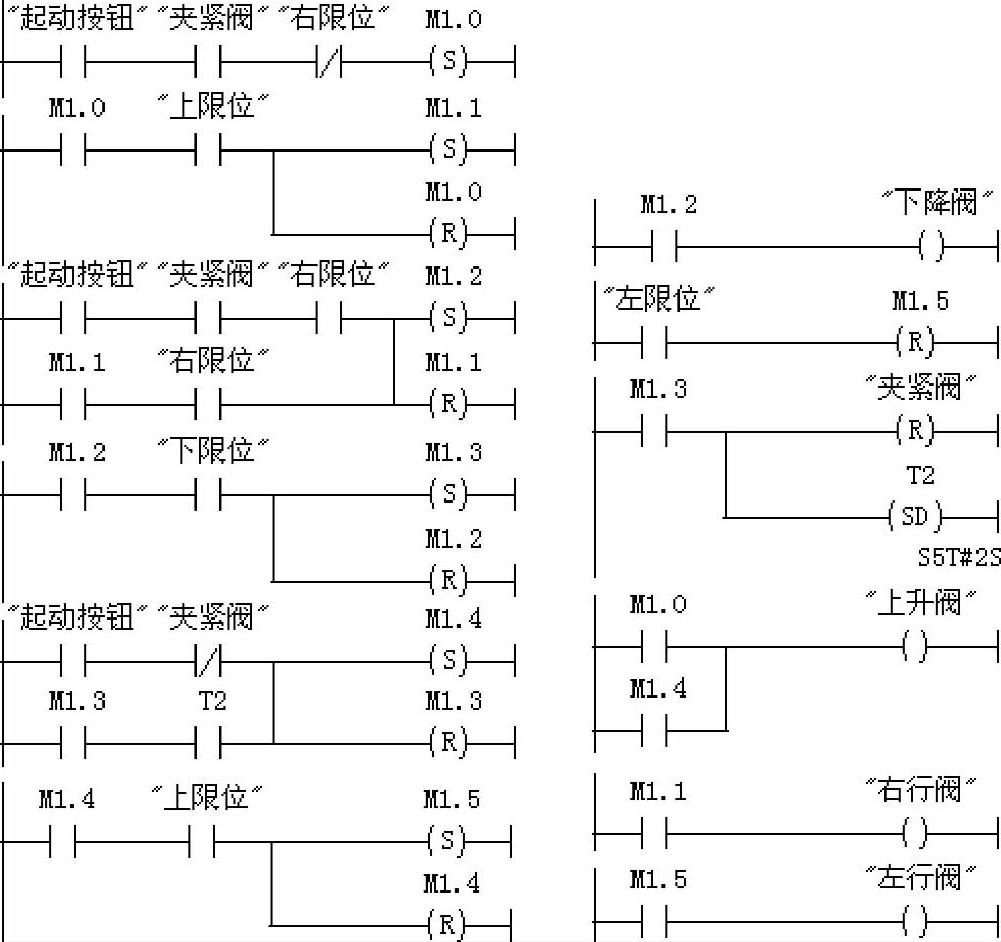
图5-39 FC4中的回原点的梯形图
(1)夹紧装置松开
如果Q4.1为0状态,表示夹紧装置松开,没有夹持工件,机械手应上升和左行,直接返回原点位置。按下起动按钮I2.6,应进入图5-38中的“B点升”步M1.4,转换条件为I2.6*  。如果机械手已经在最上面,上限位开关I0.2为1状态,进入“B点升”步后,因为转换条件满足,将马上转换到“左行”步。
。如果机械手已经在最上面,上限位开关I0.2为1状态,进入“B点升”步后,因为转换条件满足,将马上转换到“左行”步。
自动返回原点的操作结束后,原点条件满足。公用程序中的原点条件标志M0.5变为1状态,顺序功能图中的初始步M0.0在公用程序中被置位,为进入单周期、连续或单步工作方式做好了准备,因此可以认为图5-35中的初始步M0.0是“左行”步M1.5的后续步。
(2)夹紧装置处于夹紧状态,机械手在最右边
此时Q4.1和和右限位开关I0.3均为1状态,应将工件放到B点后再返回原点位置。按下起动按钮I2.6,机械手应进入“B点降”步M1.2,转换条件为I2.6*Q4.1*I0.3。首先执行下降和松开操作,释放工件后,机械手再上升、左行,返回原点位置。如果机械手已经在最下面,下限位开关I0.1为1状态。进入“B点降”步后,因为转换条件已经满足,将马上转换到“松开”步。
(3)夹紧装置处于夹紧状态,机械手不在最右边
此时Q4.1为1状态,右限位开关I0.3为0状态。按下起动按钮I2.6,应进入“A点升”步M1.0,转换条件为I2.6*Q4.1*  。机械手首先应上升,然后右行、下降和松开工件,将工件搬运到B点后再上升、左行,返回原点位置。如果机械手已经在最上面,上限位开关I0.2为1状态,进入“A点升”步后,因为转换条件已经满足,将马上转换到“右行”步。
。机械手首先应上升,然后右行、下降和松开工件,将工件搬运到B点后再上升、左行,返回原点位置。如果机械手已经在最上面,上限位开关I0.2为1状态,进入“A点升”步后,因为转换条件已经满足,将马上转换到“右行”步。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。