



中心孔是轴类零件常用的定位基面,中心孔的质量直接影响轴的加工精度,所以对中心孔的加工有如下要求:
1)两端中心孔应在同一轴线上,而且深度应一致。
2)保证中心孔的圆度。
3)中心孔位置应保证工件加工余量均匀。
4)中心孔的尺寸应与工件的直径尺寸相适应。
(1)中心孔的加工及质量分析
在车床上钻中心孔前必须将尾座严格地校正,使其对准主轴中心(图1-11)。
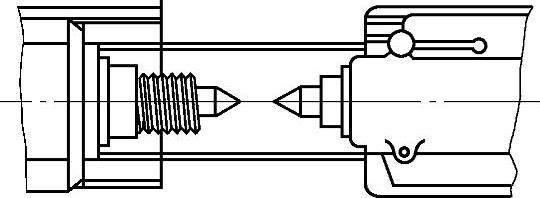
图1-11 校正尾座与主轴对中心
直径6mm以下的中心孔通常用中心钻直接钻出。
1)在直径较小的工件上钻中心孔。把工件夹紧在卡盘上,尽可能伸出短些,校正后,端面车平,不允许留有凸头。把中心钻装在钻夹头中夹紧,并直接或用锥形套柄过渡插入车床尾座套筒的锥孔中。然后缓慢均匀地摇动尾座手轮,当中心钻钻入工件端面时(图1-12),速度要减慢,并保持均匀,加切削液,还应勤退刀,及时清除切屑。当中心孔钻到尺寸时,先停止进给,再停机,利用主轴惯性使中心孔表面修圆整后再退出。
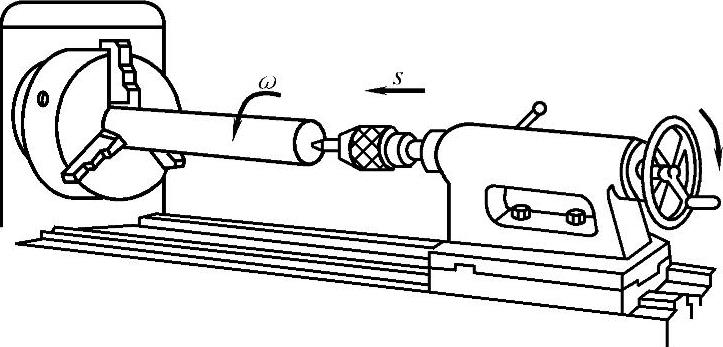
图1-12 在车床上钻中心孔
2)在直径大又长的工件上钻中心孔。如果工件直径较大,而且又长,不能通过车床主轴孔时,需要采用卡盘夹持及中心架支承的方法钻中心孔(图1-13)。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-13 在中心架上钻中心孔
3)钻C型中心孔(图1-14)。用两个不同直径的钻头钻螺纹底孔和短圆柱孔(图1-14a、b),内螺纹用丝锥攻出(图1-14c),60°及120°锥面可用60°及120°锪钻锪出(图1-14d、e)或用改制的B型中心钻钻出(图1-14f)。
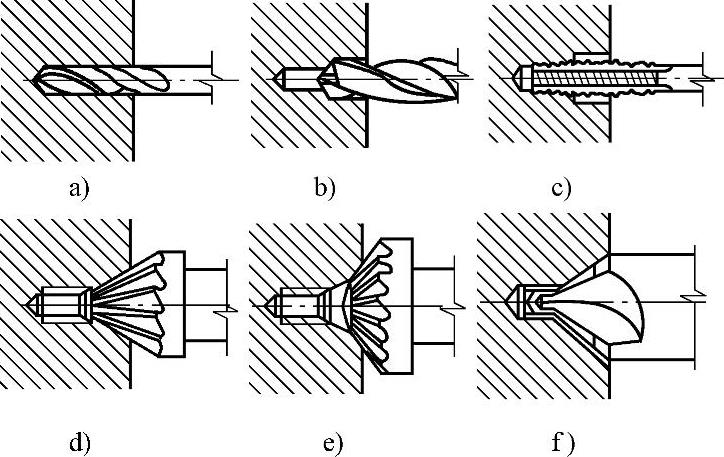
图1-14 C型中心孔的加工
4)中心孔质量分析(图1-15)。正确的中心孔形状如图1-15a所示。
中心孔钻得过深(图1-15b),使顶尖跟中心孔不能锥面配合,接触不好;工件直径很小(图1-15c),但中心孔钻得很大,使工件因没有端面而形成废品;中心孔钻偏(图1-15d、e),使工件毛坯车不到规定尺寸而造成废品;两端中心孔连线与工件轴线不重合(图1-15f),造成工件余量不够而成废品;中心钻磨损以后,圆柱部分修磨得太短(图1-15g),造成顶尖与中心孔的底面相碰,使60°锥面不接触而影响加工精度。
(2)中心孔的修研
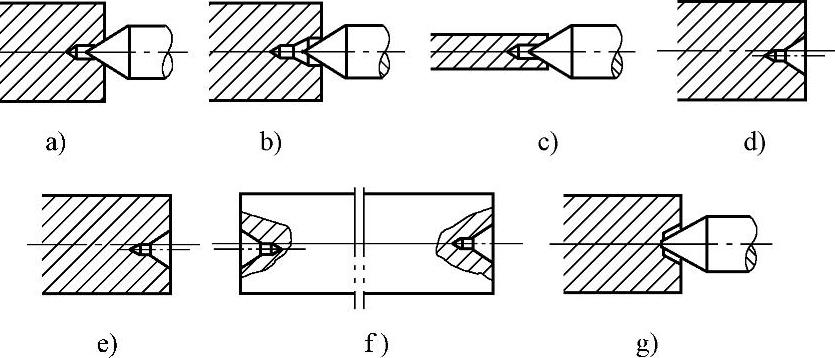
图1-15 中心孔质量分析
零件在加工过程中,中心孔的磨损及热处理后的氧化变形,都有必要对中心孔进行修研。以保证定位精度。
中心孔常用的修研方法有两种:一是用铸铁顶尖或橡胶砂轮、成形油石作为研具加研磨剂,在车床上研磨。另一种方法是用硬质合金顶尖刮研(图1-16)。通过顶尖上刃带的切削或挤压作用,提高中心孔表面质量,纠正形状误差。
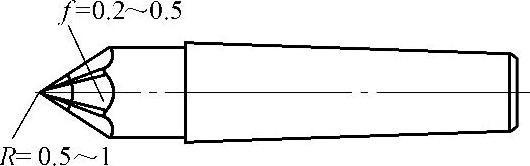
图1-16 硬质合金顶尖
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。