



齿形链链轮铣削时,一般应保证下列几点工艺要求:
1)节距误差在允许范围内(节距误差是指轮齿上部的任意圆上,同侧齿面间弦线距离的差)。
2)齿圈跳动在允许范围内。
3)齿楔角偏差为-30′。
齿形链链轮在没有专用链轮滚刀和专用成形铣刀时可采用下面的方法加工。
(1)用单角度铣刀铣削
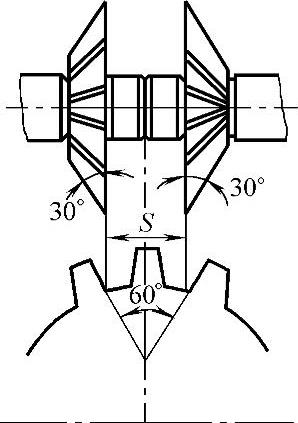
图3-31 用组合单角度铣刀铣削齿形链链轮
用两把单角度铣刀组合铣削齿形链链轮(图3-31)。两把单角度铣刀间的垫圈厚度S为
S=1.273p-1.155
式中 p——链轮节距(mm)。
这种方法铣削加工后,齿槽底部留有较多的剩余部分要用锉刀进行修锉(或铣去)。
(2)用三面刃铣刀铣削
用三面刃铣刀(所选用的三面刃铣刀宽度应小于链轮槽底宽度)铣削齿形链链轮(图3-32)。铣削时铣刀先对正中心,然后工作台偏移一个距离S,同时工作台上升一个H距离即可对链轮一侧进行铣削。
工作台偏移量S和升高量H按下式计算:
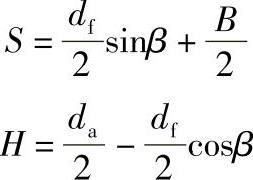

图3-32 用三面刃铣刀铣削齿形链链轮
式中 df——链轮齿根圆直径(mm);
β——链轮齿槽角(°);
da——链轮顶圆直径(mm);(https://www.xing528.com)
B——三面刃铣刀宽度(mm)。
铣另一侧时,工作台高度不变,只需将工件回转2β角,工作台反向移动2S距离即可。
用三面刃铣刀铣削后,槽底也有少量的剩余部分必须用锉刀进行修锉(或铣去)。
(3)齿形链链轮的测量
①齿形链链轮用量柱测量时MR的计算(表3-48)。
②量柱直径dR和技术要求(表3-49)。
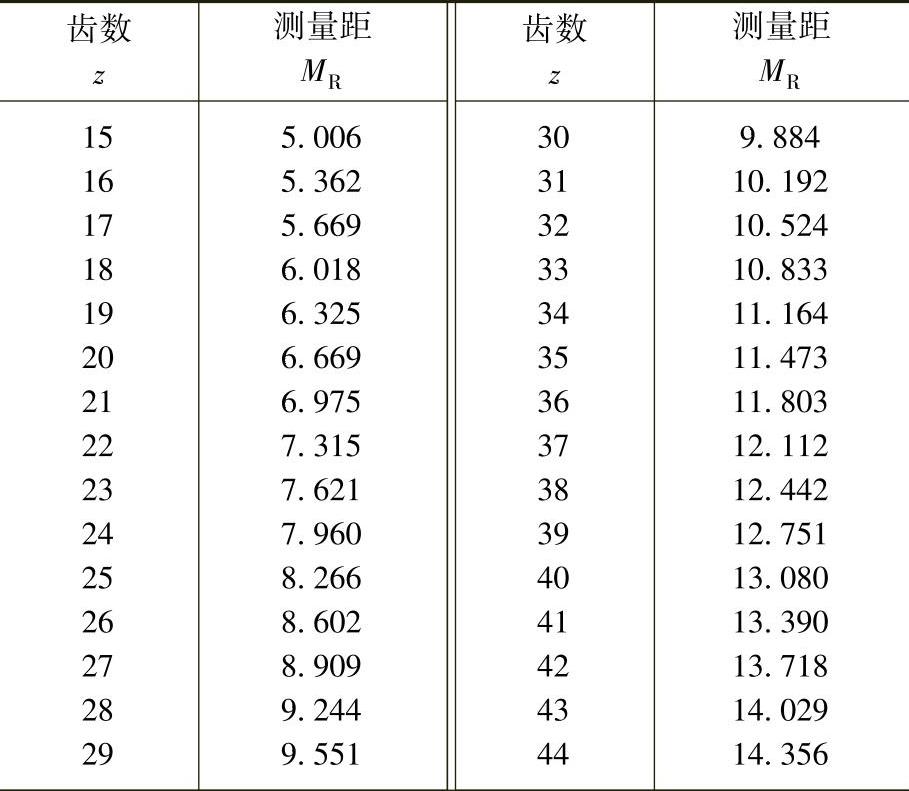
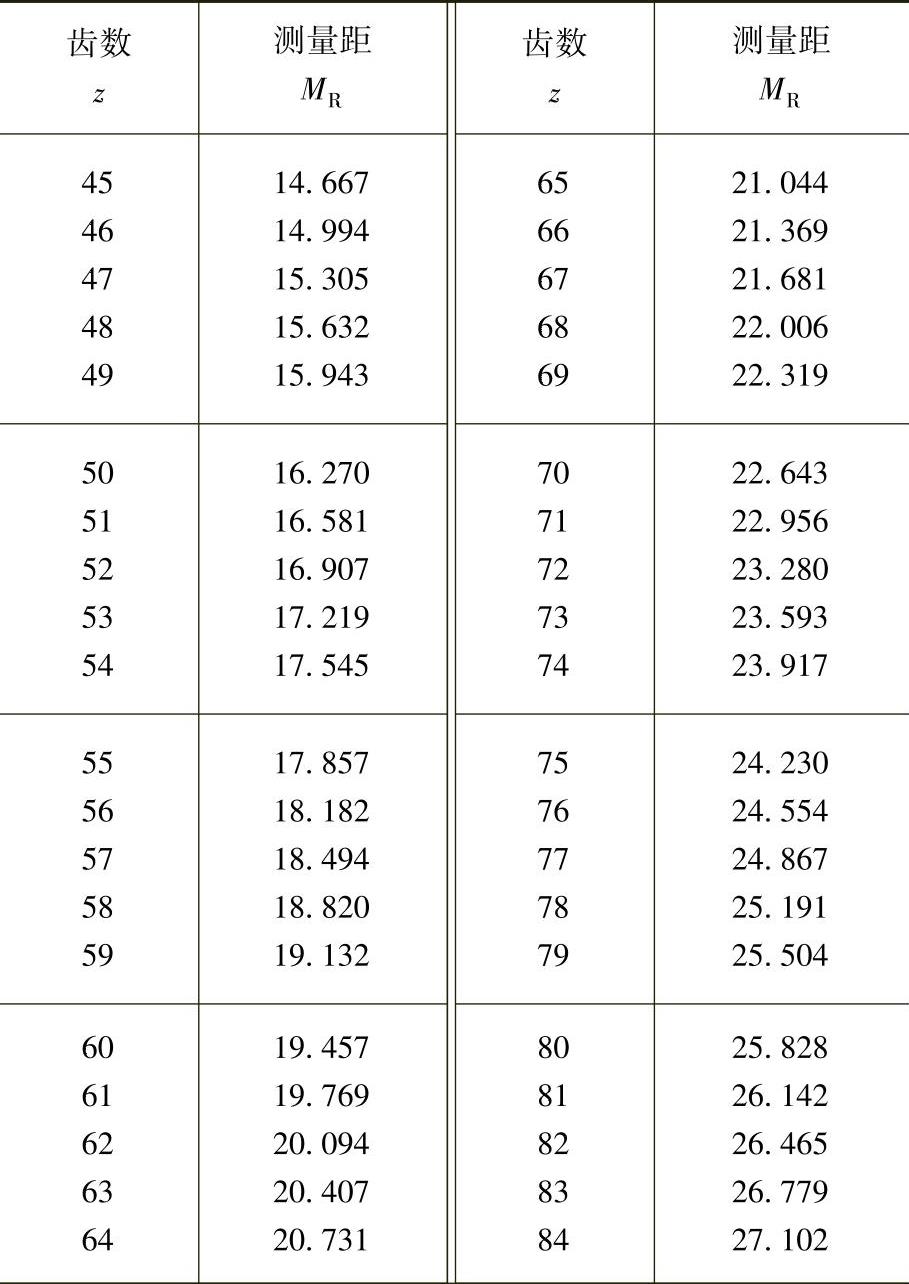
③节距p=1mm时的齿形链链轮量柱测量距MR(表3-50)。
表3-48 齿形链链轮用量柱测量时MR的计算 (单位:mm)
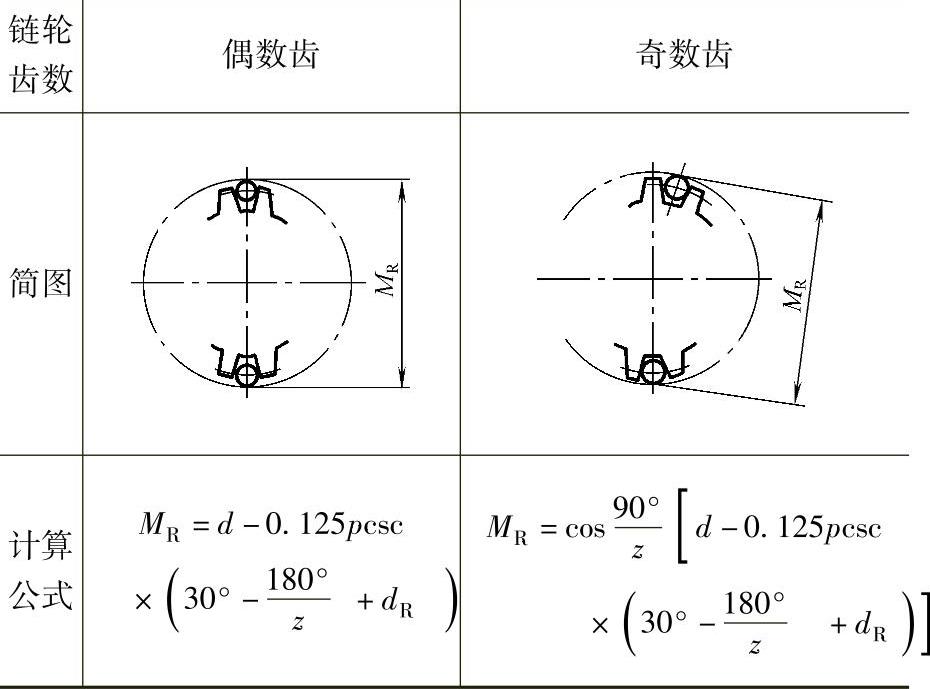
注:d—分度圆直径;p—节距;z—齿数;dR—量柱直径。
表3-49 量柱直径dR和技术要求 (单位:mm)
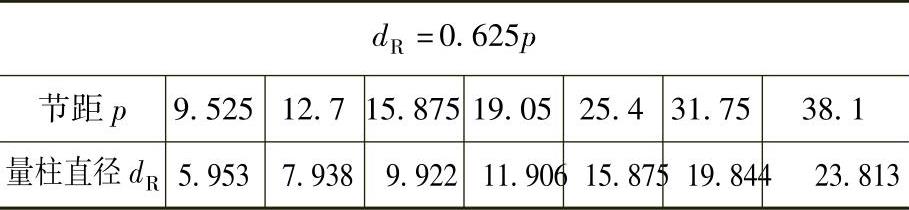
注:量柱的技术要求为:直径的极限偏差为+0.010mm;表面粗糙度为Ra0.8μm;表面硬度为55~60HRC。
表3-50 节距p=1mm时的齿形链链轮量柱测量距MR (单位:mm)
(续)
(续)
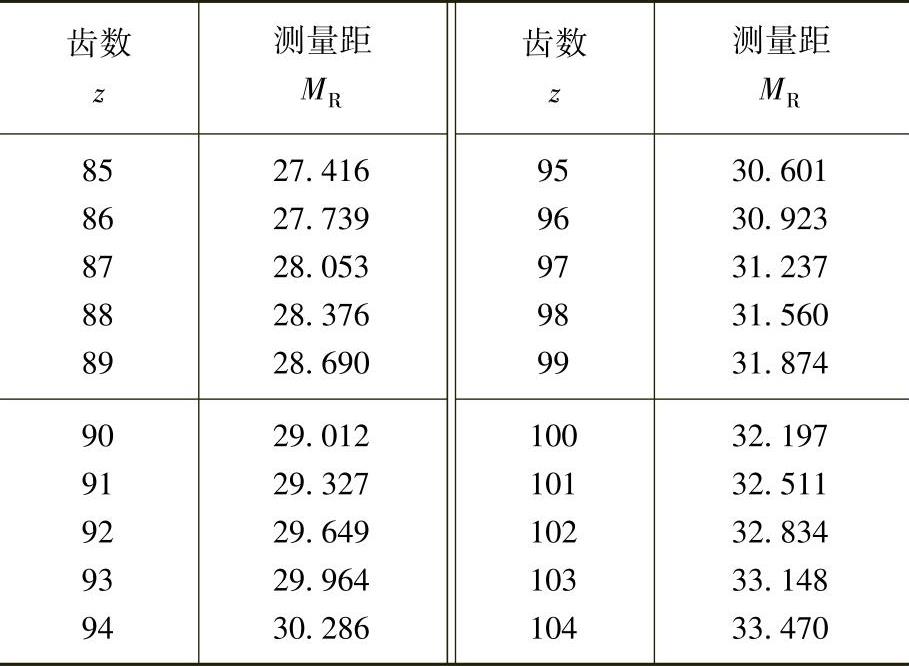
注:其他节距时的测量距可按表中数值乘其节距p得到。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。