



数控机床的故障现象种类繁多,原因复杂,但按其发生的部位基本上可分为以下几类:
1.机械部分常见故障及其处理
数控机床常见的机械故障多种多样,每种机床都有相关说明书及机械修理手册来说明,这里仅介绍一些带共性的部件故障。
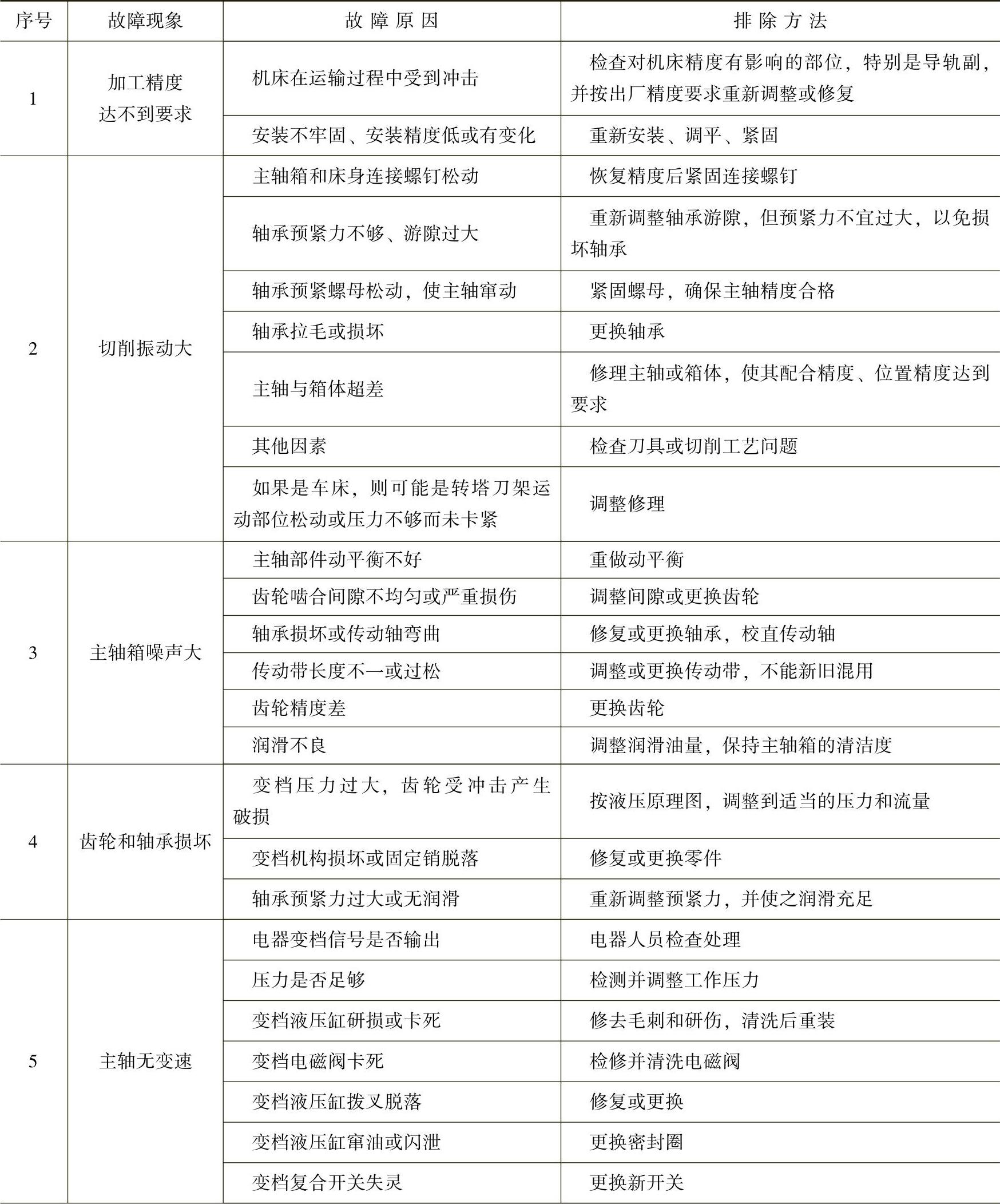
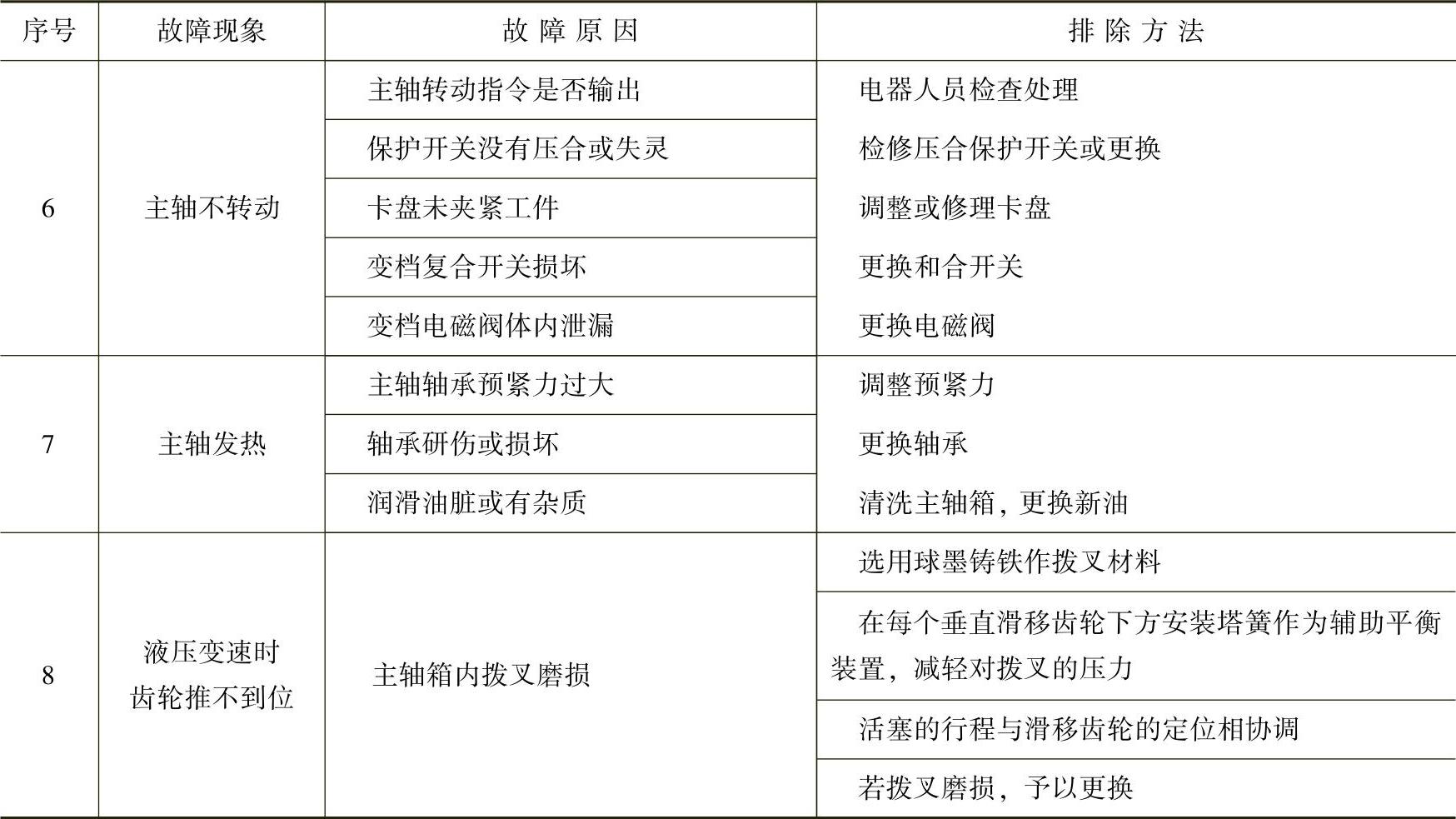
(1)主轴部件故障 主轴部件故障主要有自动调速装置故障、主轴快速运转的精度保持性故障及主轴运转时发出异常声音。表7-10为主轴部件常见的故障及其排除方法。
表7-10 主轴部件故障诊断及排除
(续)
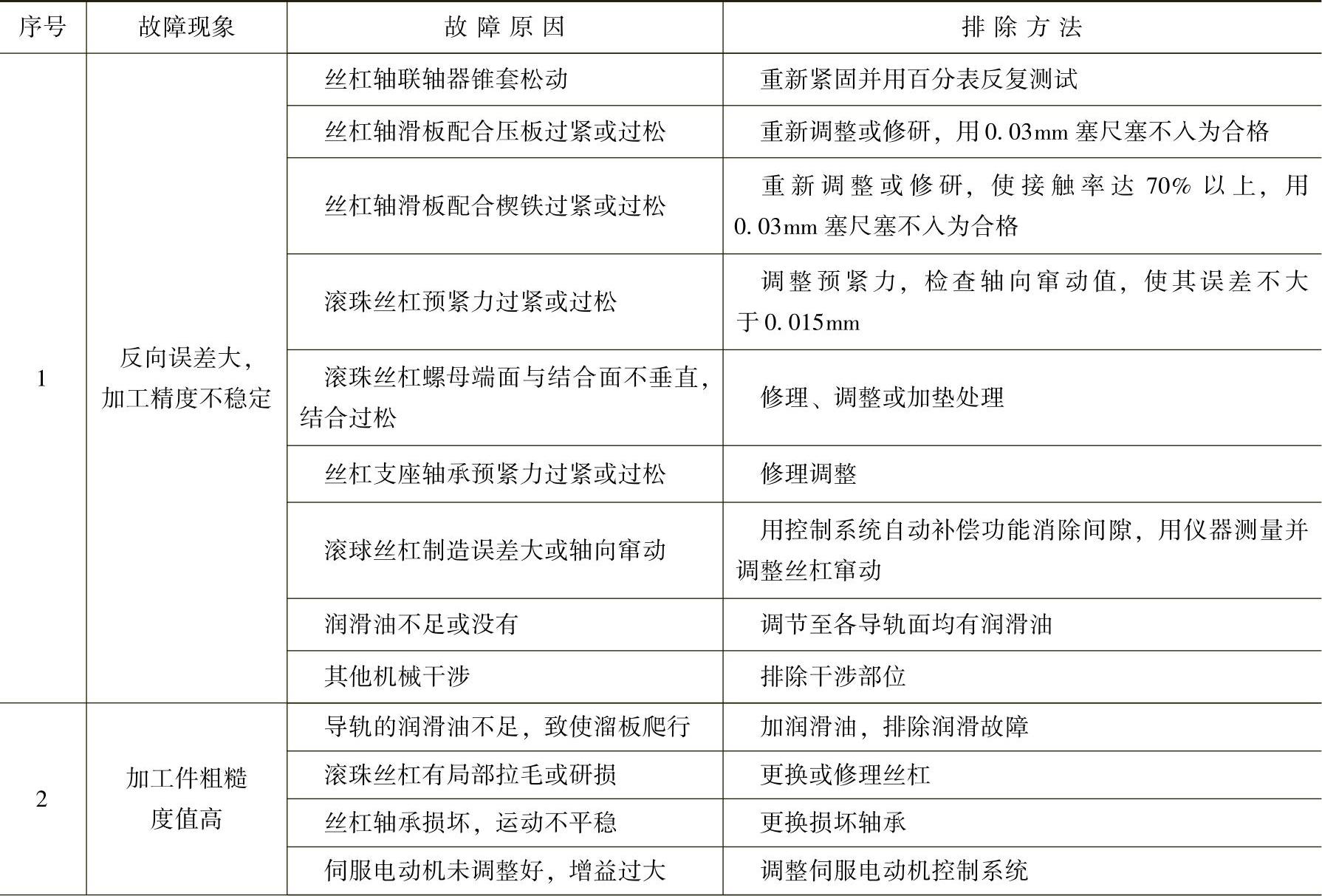
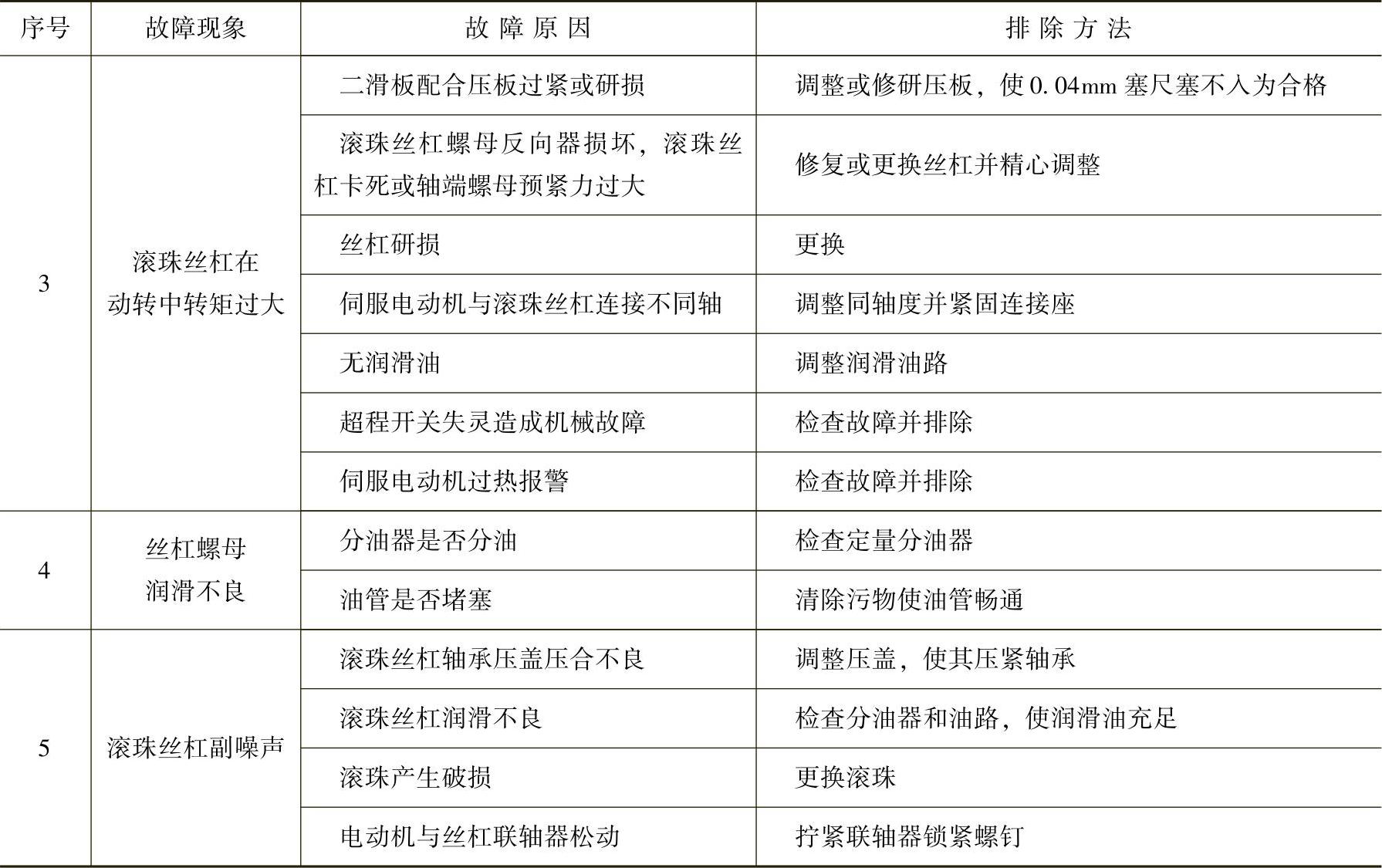
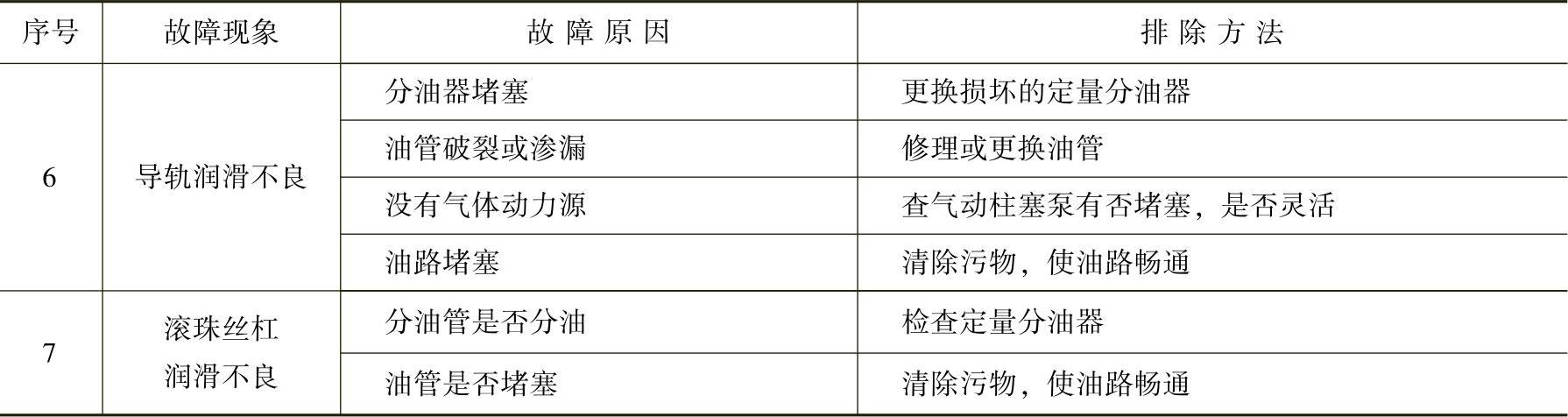
(2)滚珠丝杠副故障 滚珠丝杠副故障大部分是由运动质量下降、反向间隙过大、机械爬行、润滑不良、轴承噪声过大等原因造成的。表7-11为滚珠丝杠副常见故障及其排除方法。
表7-11 滚珠丝杠副故障诊断及排除
(续)
(3)自动换刀装置(ATC)故障 自动换刀装置已在加工中心上大量配置,据统计目前有50%的机械故障与它有关。故障主要是刀库运动故障、换刀定位误差过大、机械手夹持刀柄不稳定和机械手运动误差过大等,这些故障都会造成换刀动作卡住,使整机停止工作等。表7-12为刀架、刀库及自动换刀装置的常见故障及其排除方法。
表7-12 刀架、刀库及换刀装置故障诊断及排除
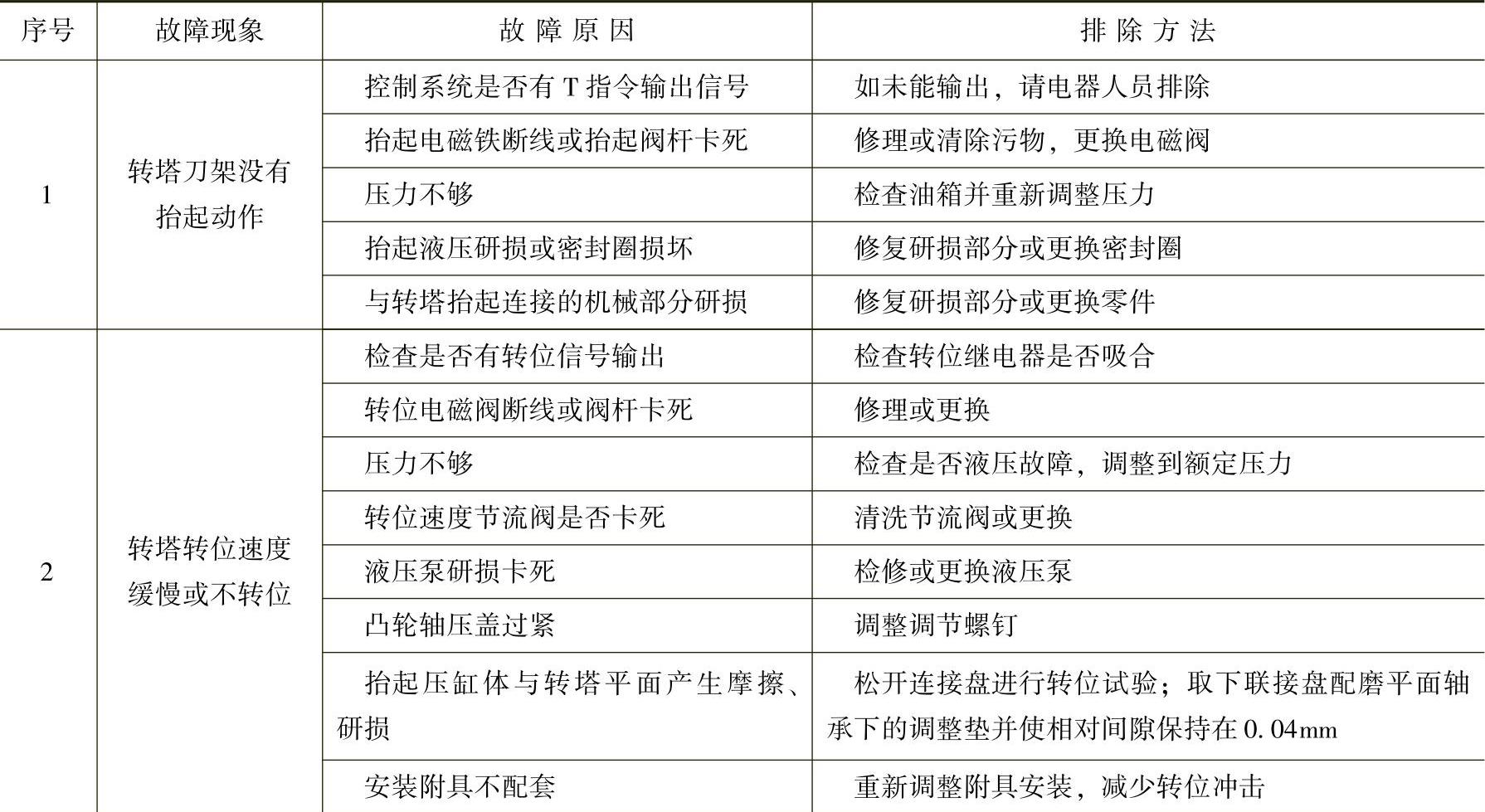
(续)

(4)液压传动系统故障 液压传动系统的主要驱动对象有液压卡盘、静压导轨、液压拨叉变速液压缸、主轴箱的液压平衡、液压驱动机械手和主轴的松刀液压缸等。液压系统故障主要是流量、压力不足、油温过高、噪声、爬行等。表7-13为液压部分常见故障及其排除方法。
表7-13 液压部分故障诊断及排除
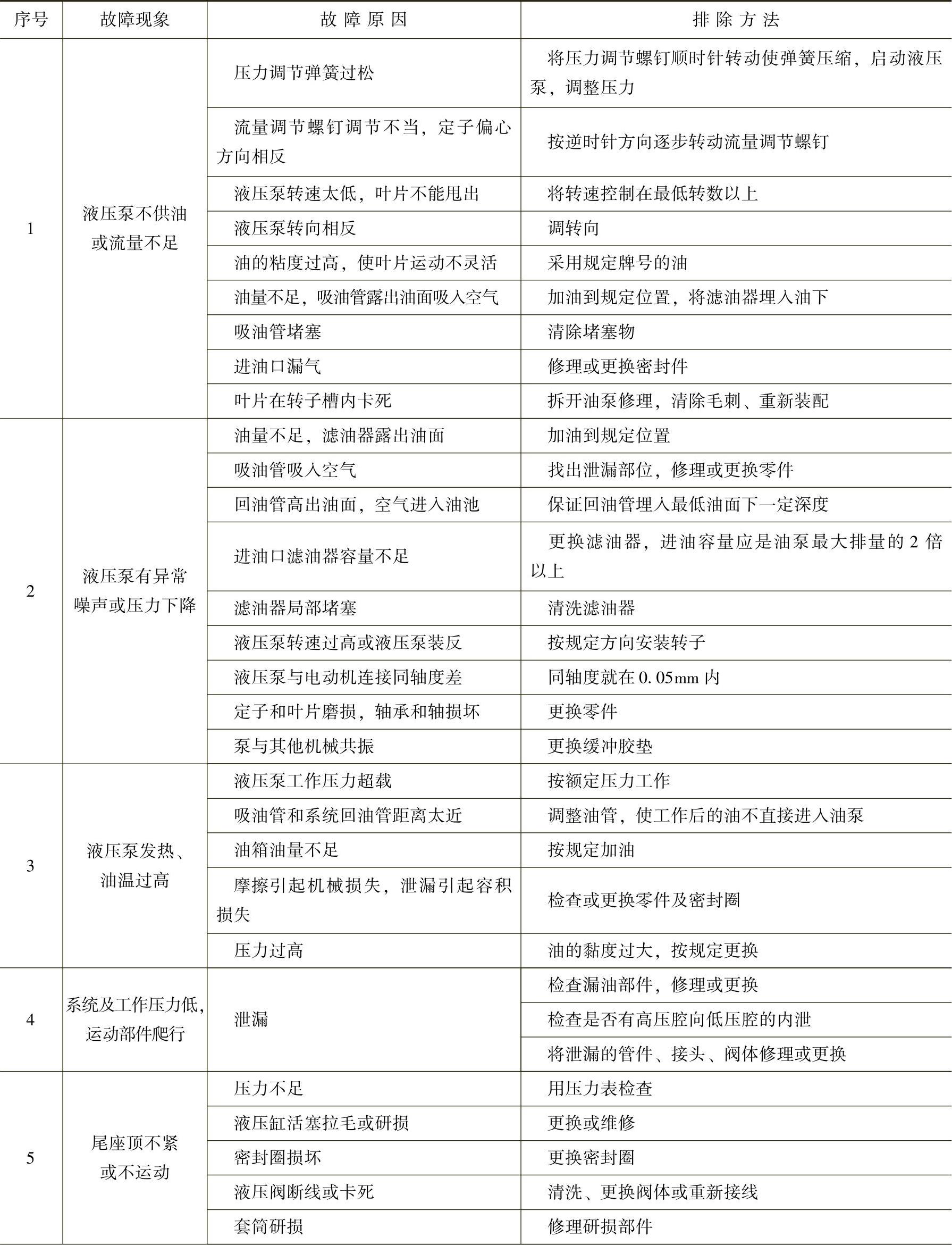
(续)
2.数控系统常见故障及其处理
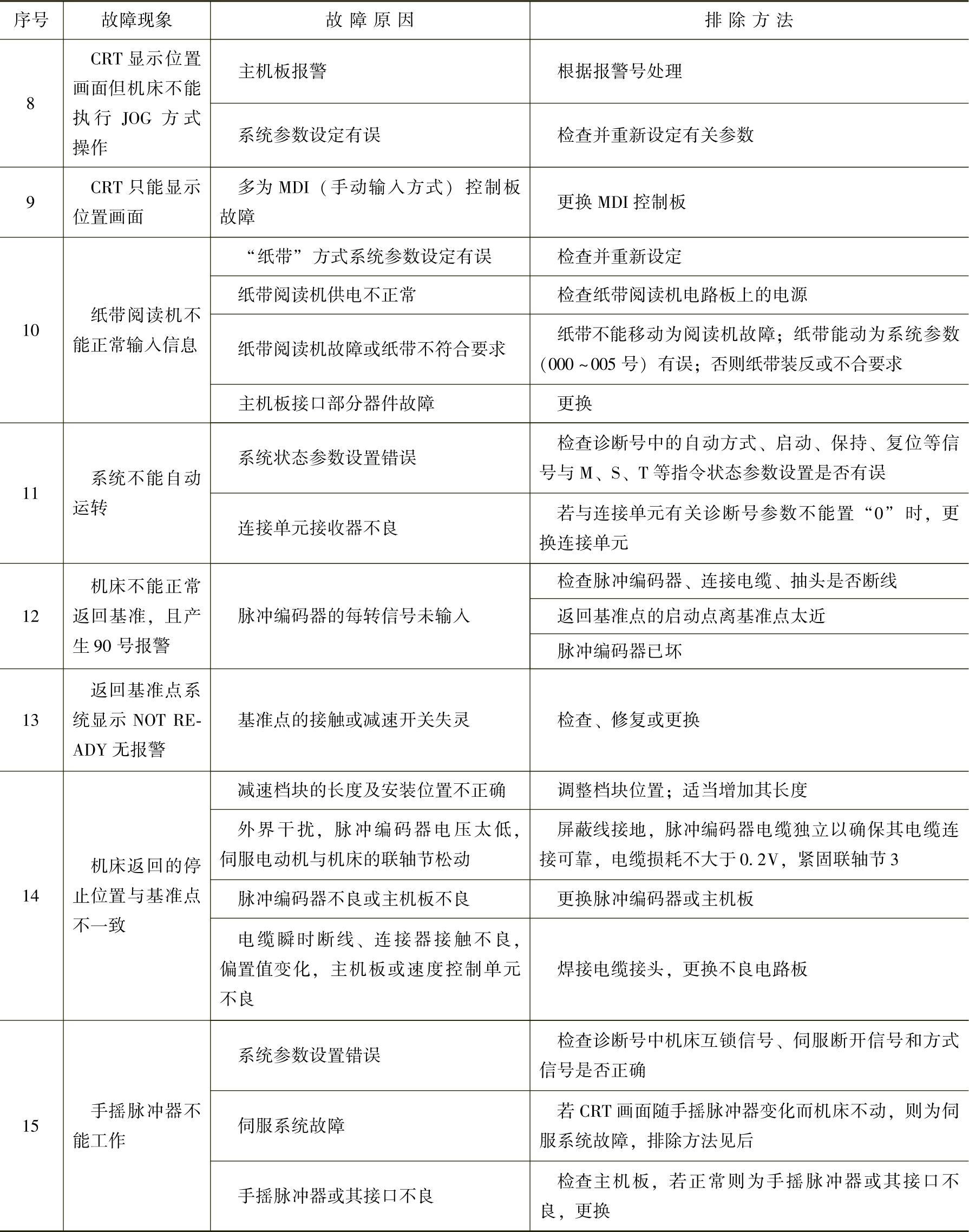
现以某型号数控铣床的FANUC6M系统为例,介绍常见故障分析与排除方法,见表7-14。
表7-14 数控系统故障诊断及排除(FANUC6M)
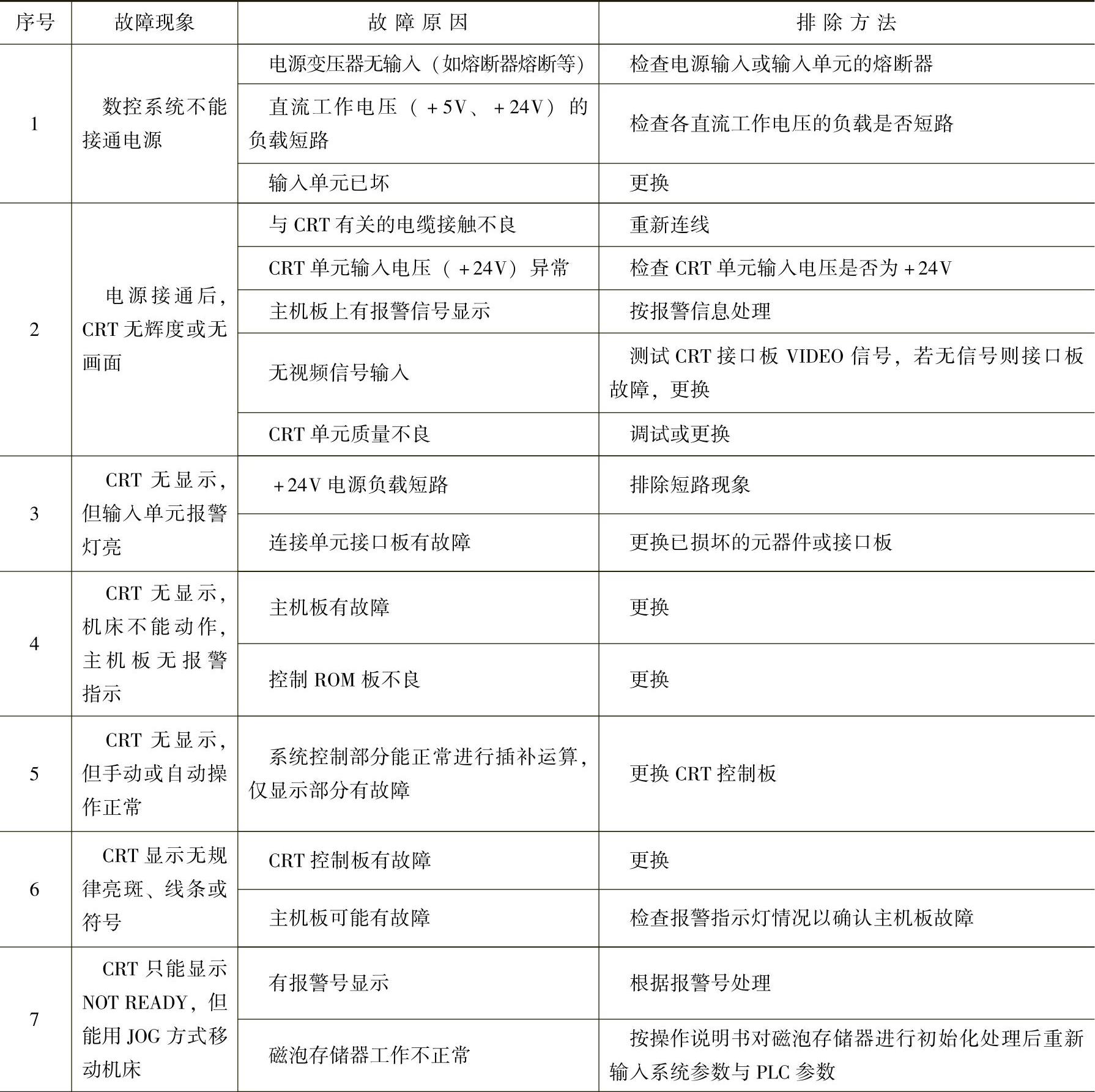
(续)
3.进给伺服系统常见故障及其处理
根据经验,进给伺服系统的故障约占整个数控系统故障的三分之一。故障报警现象有三种:一是利用软件诊断程序在CRT上显示报警信息;二是利用伺服系统上的硬件(如发光二极管、保险丝熔断等)显示报警;三是没有任何报警指示。
(1)软件报警形式 现代数控系统都具有对进给驱动进行监视、报警的能力。在CRT上显示进给驱动的报警信号大致可分为三类:
1)伺服进给系统出错报警。这类报警的起因,大多是速度控制单元方面的故障引起的,或是主控制印刷线路板内与位置控制或伺服信号有关部分的故障。
2)检测出错报警。它是指检测元件(测速发电机、旋转变压器或脉冲编码器)或检测信号方面引起的故障。(https://www.xing528.com)
3)过热报警。这里所说的过热是指伺服单元、变压器及伺服电动机过热。
总之,可根据CRT上显示的报警信号,参阅该机床维修说明书中“各种报警信息产生的原因”的提示进行分析判断,找出故障,将其排除。
(2)硬件报警形式 这包括速度单元上的报警指示灯和保险丝熔断以及各种保护用的开关跳开等报警。报警指示灯的含义随速度控制单元设计上的差异也有所不同,一般有下述几种:
1)大电流报警。此时多为速度控制单元上的功率驱动元件(晶闸管模块或晶体管模块)损坏。检查方法是在切断电源的情况下,用万用表测量模块集电极和发射极之间的阻值。如阻值小于10Ω,表明该模块已损坏。当然速度控制单元的印刷线路板故障或电动机绕组内部短路也可引起大电流报警,但后一种故障较少发生。
2)高电压报警。产生这类报警的原因是由于输入的交流电源电压超过了额定值的10%,或是电动机绝缘能力下降,或是速度控制单元的印刷线路板不良。
3)电压过低报警。大多是由于输入电压低于额定值的85%或是电源连接不良引起的。
4)速度反馈断线报警。此类报警多是由伺服电动机的速度或位置反馈线不良或连接器接触不良引起的。如果此报警是在更换印刷线路板之后出现,则先检查印刷线路板上的设定是否有误,例如误将脉冲编码设定为测速发电机。
5)保护开关动作。此时应首先分清是何种保护开关动作,然后再采取相应措施解决。如伺服单元上热继电器动作,应先检查热继电器的设定是否有误,然后再检查机床工作时的切削条件是否太苛刻或机床的摩擦力矩是否太大。如变压器热动开关动作,但此时变压器并不热,则是热动开关失灵;如果变压器很热,用手只能接触几秒钟,则要检查电动机负载是否过大。这可以在减轻切削负载条件下,检查热动开关是否动作。如仍发生动作,应在空载低速进给的条件下测量电动机电流,如已接近电流额定值,则需要重新调整机床。产生上述故障的另一原因是变压器内部短路。
6)过载报警,造成过载报警的原因有机械负载不正常,或是速度控制单元上电动机电流的上限值设定的太低。永磁电动机上的永久磁体脱落也会引起过载报警,如果不带制动器的电动机空载时用手转不动或转动轴时很费劲,即说明永久磁体脱落。
7)速度控制单元上的保险丝烧断或断路器跳闸。发生此类故障的原因很多,除机械负荷过大和接线错误外(仅发生在重新接线之后),主要原因有速度控制单元的环路增益设定过高、位置控制或速度控制部分的电压过高或过低引起振荡(如速度或位置元件故障,也可能引起振荡)、电动机故障(如电动机去磁,将会引起过大的激磁电流)、相间短路(当速度控制单元的加速或减速频率太高时,由于流经扼流圈电流延迟,可能造成相间短路,从而烧断保险丝,此时需适当降低工作频率)。
(3)无报警显示的故障 这类故障多以机床处于不正常运动状态的形式出现,但故障的根源却在进给驱动系统。常见故障如下:
1)机床失控。这是由于伺服电动机内检测元件的反馈信号接反或元件本身故障造成的。
2)机床振动。此时应首先确认周期与进给速度是否成比例变化,如果成比例变化,则故障的起因是机床、电动机、检测器不良,或是系统插补精度差,检测增益太高;如果不成比例,且大致固定时,则大都是因为与位置控制有关的系统参数设定错误,速度单元上短路棒设定错误或增益电位器调整不好,以及速度控制单元的印刷线路不好。
3)机床过冲。数控系统的参数(快速移动时间常数)设定的太小或速度控制单元上的速度环增益设定太低都会引起机床过冲。另外,如果电动机和进给丝杠间的刚性太差,如间隙太大或传动带的张力调整不好也会造成此故障。
4)机床移动时噪声过大。如果噪声源来自电动机,可能的原因是电动机换向器表面的粗糙度高或有损伤,油、液、灰尘等侵入电刷槽或换向器和电动机有轴向窜动。
5)机床在快速移动时振动或冲击。原因是伺服电动机内的测速发电机电刷接触不良。
6)圆柱度超差。两轴联动加工外圆时圆柱度超差,且加工时象限稍一变化精度就不一样,则多是进给轴的定位精度太差,需要调整机床精度差的轴。如果是在坐标轴的45°方向超差,则多是由于位置增益或检测增益调整不好造成的。
4.主轴伺服系统常见故障及其处理
主轴伺服系统可分为直流主轴伺服系统和交流主轴伺服系统,下面分别说明。
(1)直流主轴伺服系统
1)主轴电动机振动或噪声太大。这类故障的起因有系统电源缺相或相序不对、主轴控制单元上的电源频率开关(50/60Hz切换)设定错误、控制单元上的增益电路调整不好、电流反馈回路调整不好、电动机轴承故障、主轴电动机和主轴之间连接的离合器故障、主轴齿轮啮合不好及主轴负荷太大等。
2)主轴不转。引起这一故障的原因有印刷线路板太脏、触发脉冲电路故障、系统未给出主轴旋转信号、电动机动力线或主轴控制单元与电动机间连接不良。
3)主轴速度不正常。造成此故障的原因有装在主轴电动机尾部的测速发电机故障、速度指令给定错误或D/A(数/模)变换器故障。
4)发生过流报警。发生过流的可能原因有电流极限设定错误、同步脉冲紊乱和主轴电动机电枢线圈层间短路。
5)速度偏差过大。这种报警是由于负荷过大、电流零信号没有输出和主轴被制动。
(2)交流主轴伺服系统
1)电动机过热。造成过热的可能原因有负载过大、电动机冷却系统太脏、电动机的冷却风扇损坏和电动机与控制单元之间连接不良。
2)主轴电动机不转或达不到正常转速。产生这类故障的可能原因有速度指令不正常(如有报警可按报警内容处理),主轴电动机不能启动(可能与主轴定向控制用的传感器安装不良有关)等。
3)交流输入电路的保险烧断。引起这类故障的原因多是交流电源侧的阻抗太高(例如在电源侧用自耦变压器代替隔离变压器)、交流电源输入处的浪涌吸收器损坏、电源整流桥损坏、逆变器用的晶体管模块损坏或控制单元的印刷线路板故障。
4)再生回路用的保险烧断。这大多是由于主轴电动机的加速或减速频率太高引起。
5)主轴电动机有异常噪声和振动。对这类故障应先检查故障是在何种情况下产生的。若在减速过程中产生,则故障发生在再生回路。此时应检查回路处的保险丝是否熔断及晶体管是否损坏。若在恒速下产生,则应先检查反馈电压是否正常,然后突然切断指令,观察电动机停转过程中是否有噪声。若有噪声,则故障出现在机械部分,否则,多在印刷线路板上。若反馈电压不正常,则需检查振动周期是否与速度有关。若有关,应检查主轴与主轴电动机连接是否合适,主轴以及装在交流主轴电动机尾部的脉冲发生器是否不良;若无关,则可能是印刷线路板调整不好或不良,或是机械故障。
6)电动机速度超过额定值。可能原因是设定错误、所用软件不对(此时应检查板上的ROM规格号,这只在更换印刷线路板之后才可能产生)或印刷线路板故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。