



【摘要】:千分尺属于测微量具,其分度值为0.01mm,分为外径千分尺、内径千分尺和深度千分尺,分别如图25~图27所示。将微分筒50等分,微分筒每转一周,轴向移动0.5mm,则微分筒上1格的读数为0.5mm/50=0.01mm。读数方法 读数=mm。图28 千分尺的读数方法2)当测微螺杆快要接触工件时,应转动端部棘轮,当棘轮发出“嘎嘎”打滑声时,表明测量力合适,应停止转动。4)不允许用千分尺测量粗糙表面或正在运动表面的尺寸。
千分尺属于测微量具,其分度值为0.01mm,分为外径千分尺、内径千分尺和深度千分尺,分别如图2⁃5~图2⁃7所示。千分尺的测量范围有0~25mm、25~50mm、50~75mm等多种规袼,图2⁃5所示为测量范围为0~25mm的外径千分尺。转动微分筒时,测微螺杆可沿轴向移动,测砧与测微螺杆的距离就是零件的直径或长度。
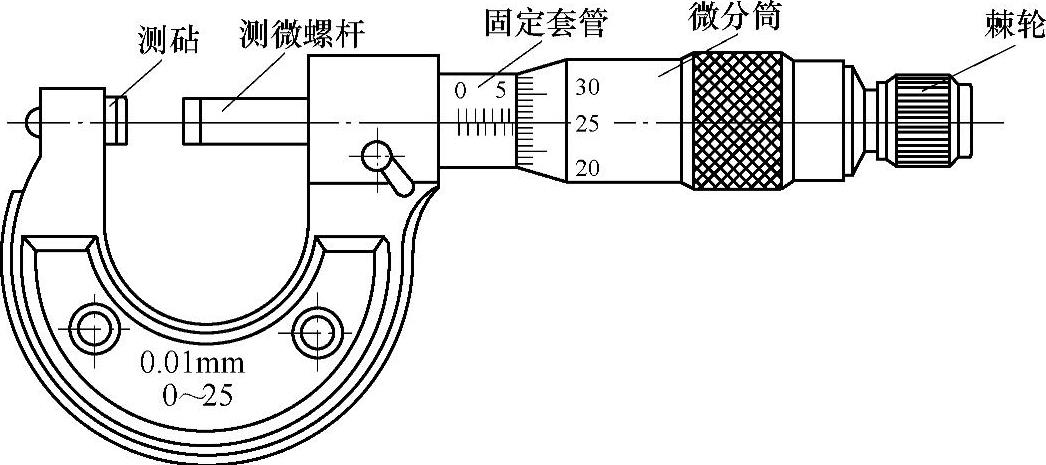
图2⁃5 外径千分尺
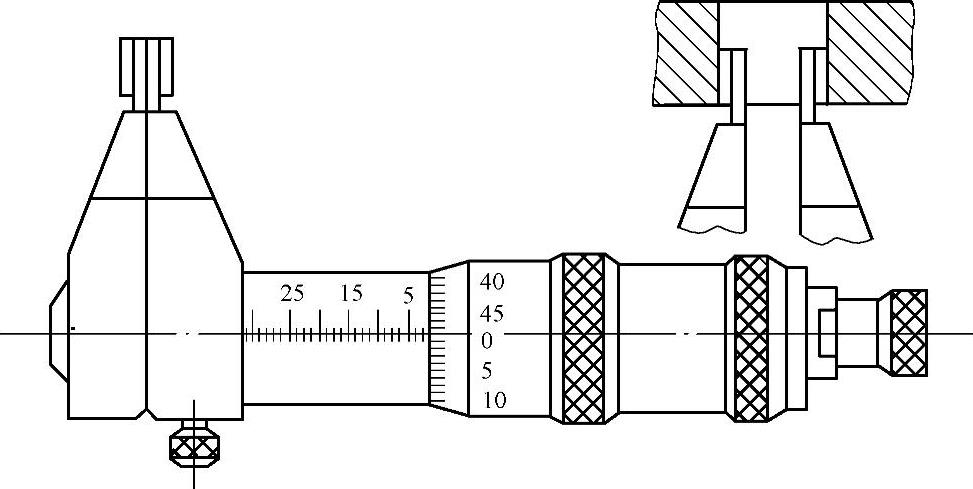
图2⁃6 内径千分尺
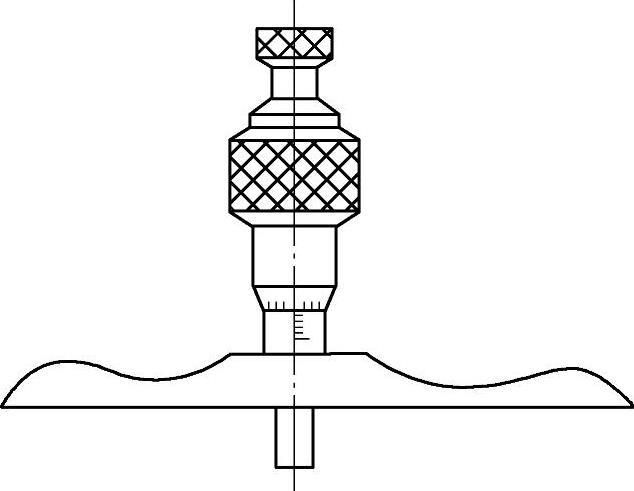
图2⁃7 深度千分尺
(1)刻线原理 如图2⁃8所示,在固定套管上,中线两侧刻线每格均为1mm,上、下刻线相互错开0.5mm。将微分筒50等分,微分筒每转一周,轴向移动0.5mm,则微分筒上1格的读数为0.5mm/50=0.01mm。
(2)读数方法 读数=(固定套管读数+微分筒上与固定套管中线对交的格数×0.01)mm。(https://www.xing528.com)
(3)使用时的注意事项
1)校对零点。将测砧与测微螺杆接触,观察微分筒刻度零线是否与中心零点对齐,如有误差,应记住误差值,在测量时根据误差值修正读数。
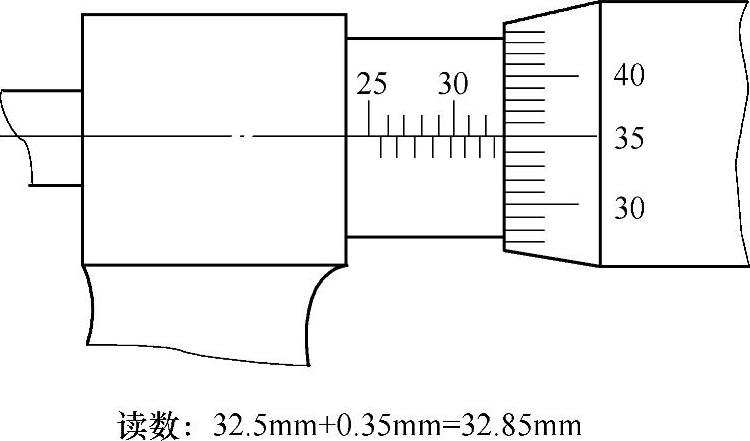
图2⁃8 千分尺的读数方法
2)当测微螺杆快要接触工件时,应转动端部棘轮(此时不要拧动微分筒),当棘轮发出“嘎嘎”打滑声时,表明测量力合适,应停止转动。
3)工件被测表面要擦干净,并准确放在千分尺测量面之间,不得偏斜。
4)不允许用千分尺测量粗糙表面或正在运动表面的尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。