



【摘要】:锉削的动作是由身体和手臂运动合成的。图346 用直角尺检验直线度误差和垂直度误差a)检验直线度误差 b)检验垂直度误差图347 用透光法检验平面a)符合要求 b)凹形 c)凸形 d)波浪形
1.锉刀握法
根据锉刀大小采用相应的握法。使用大扁(平)锉时,右手握锉柄,手心抵着锉刀木柄的端头,左手压住锉刀前端,锉削时锉刀保持水平,如图3⁃44a所示。用中锉刀时仍是右手握锉柄,左手拇指和食指捏着锉刀前端,如图3⁃44b所示。小锉刀的握法如图3⁃44c所示。
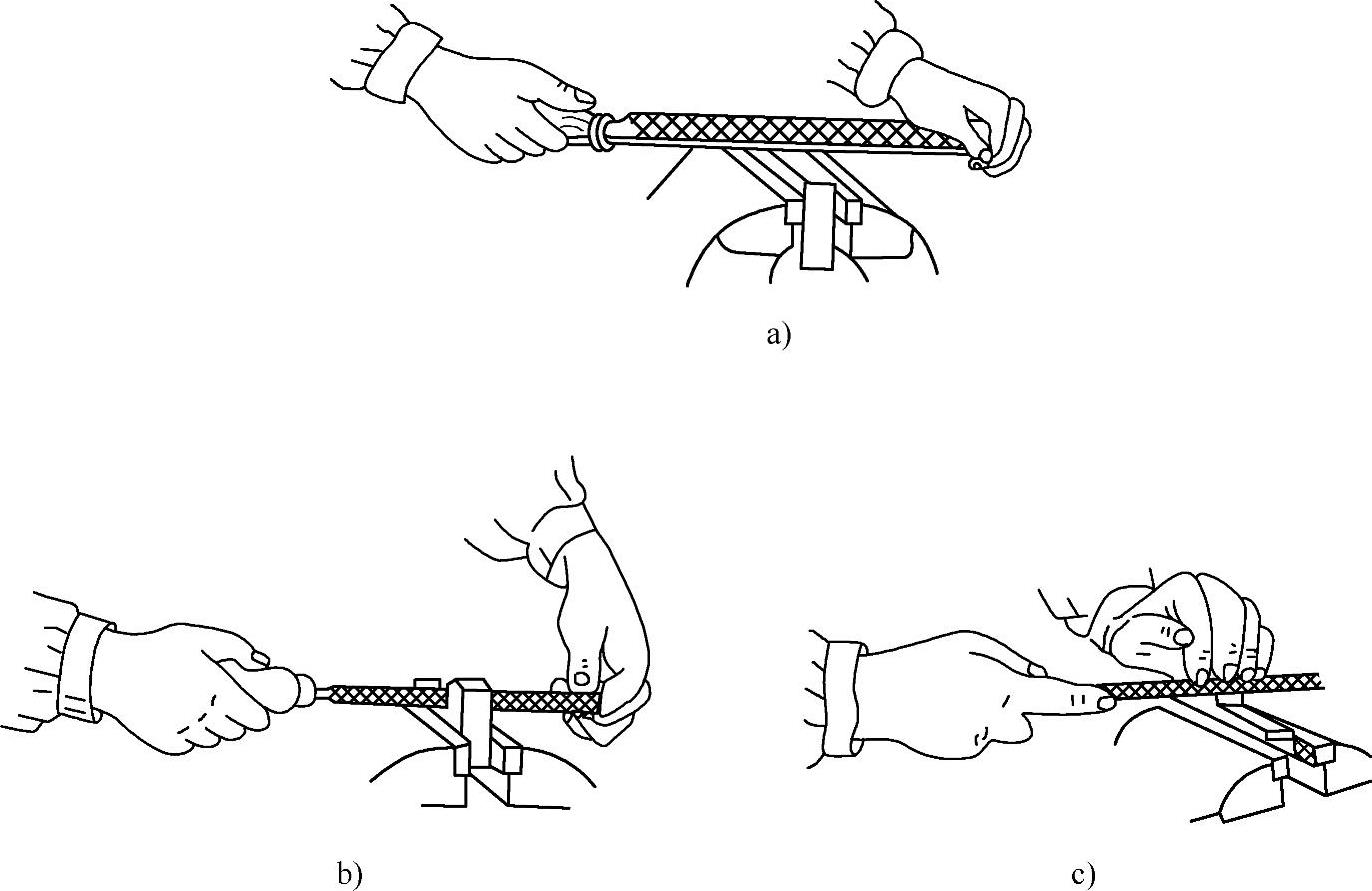
图3⁃44 锉刀的握法
a)大扁锉的握法 b)中锉刀的握法 c)小锉刀的握法
2.锉削姿势
锉削时身体的重心要放在左腿上,右腿伸直,脚始终不动,靠左膝的屈伸来作往复运动,如图3⁃45所示。锉削的动作是由身体和手臂运动合成的。
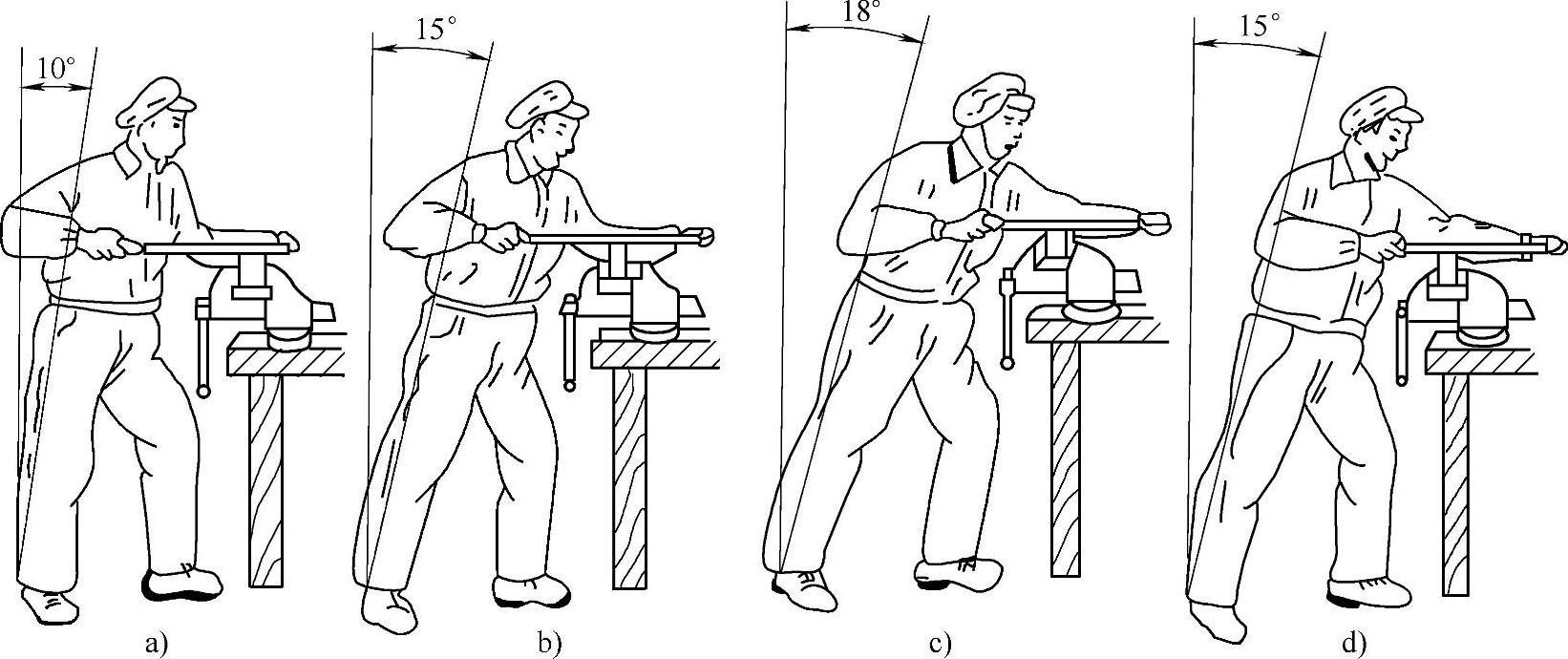
图3⁃45 锉削姿势
a)开始锉削时 b)锉刀推到1/3行程时 c)锉刀推到2/3行程时 d)锉刀全长推完
3.工件夹持
工件必须牢固地夹在台虎钳钳口的中部,并略高出钳口。夹持已加工表面时,应在钳口与工件间垫以铜片或铝片,以免损伤表面。(https://www.xing528.com)
4.锉削力的运用
在锉削过程中,两手用力是不断变化的。开始推锉时,推力主要由右手控制,推力大、压力小,而左手压力大;锉到中间时两手压力相同;继续推锉时,右手压力逐渐增大,左手压力减小,并起引导作用;锉刀返回时不加压力,以免磨钝锉纹和损伤已加工表面。
5.锉削质量检验
对锉削过的工件表面要检验是否符合要求。例如:可采用钢直尺、直角尺或用透光法来检验被锉削过平面的直线度误差和垂直度误差,如图3⁃46和图3⁃47所示;还可用游标卡尺检验尺寸是否准确,用表面粗糙度样板对照检验表面粗糙度值。
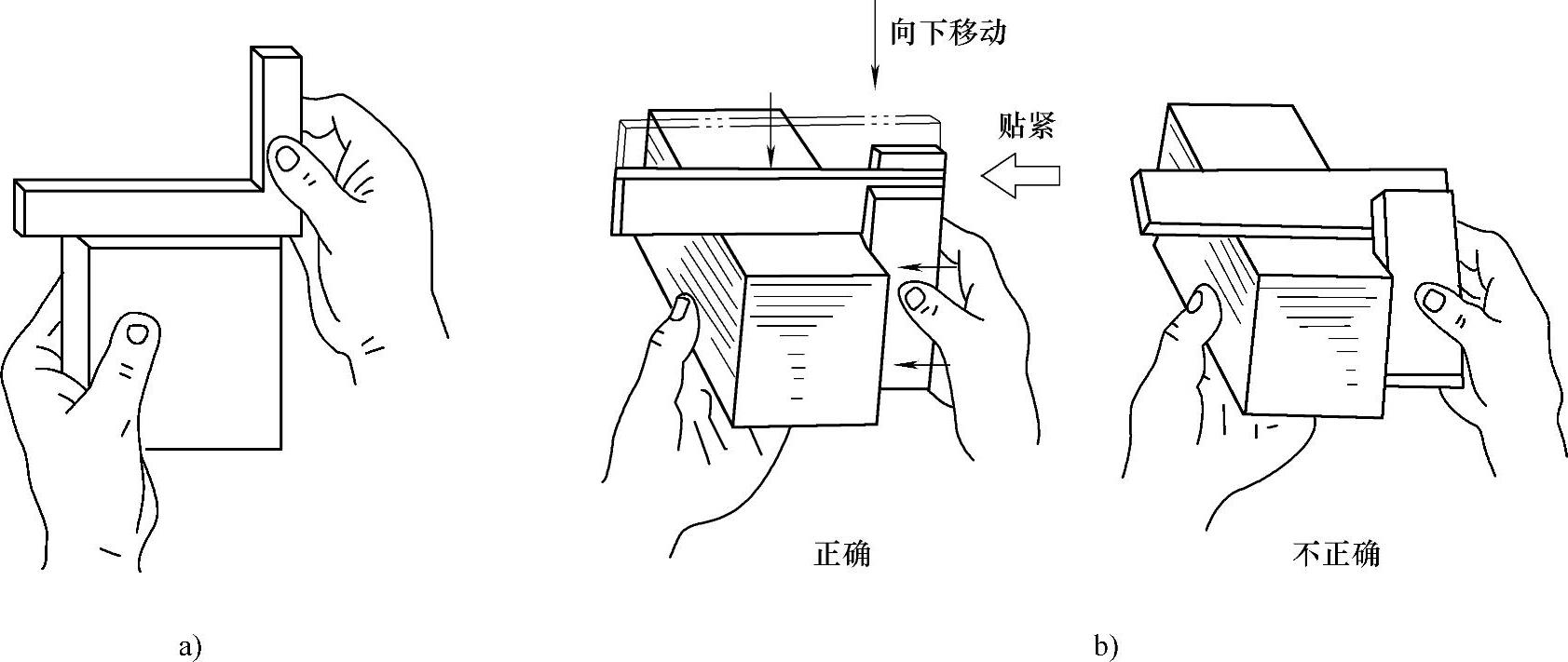
图3⁃46 用直角尺检验直线度误差和垂直度误差
a)检验直线度误差 b)检验垂直度误差
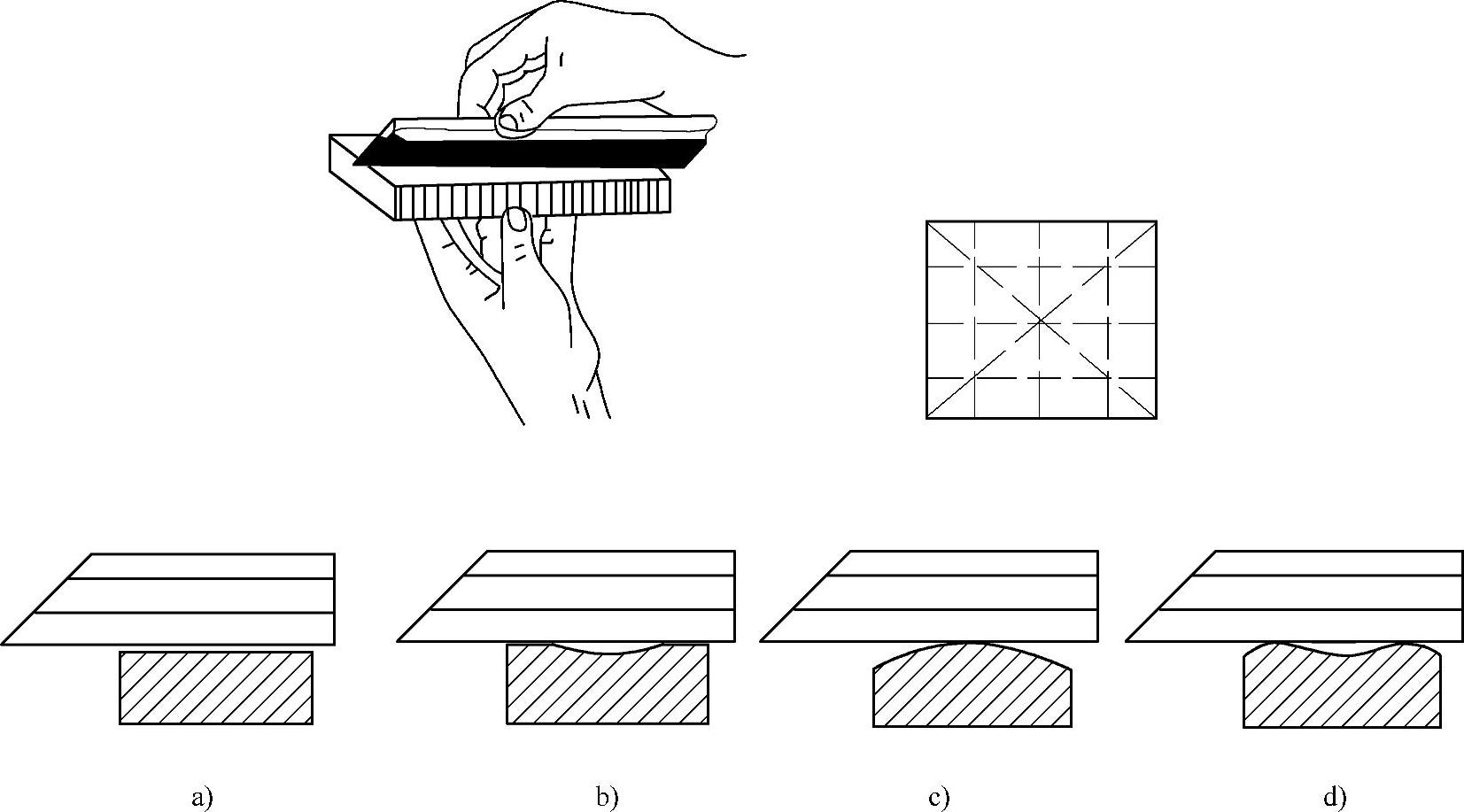
图3⁃47 用透光法检验平面
a)符合要求 b)凹形 c)凸形 d)波浪形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。