



【摘要】:2)车端面时应先倒角,否则易损坏刀尖,尤其是铸件表面的硬皮极易崩断刀尖。特点是切削轻快顺利,适合车削有台阶的端面。②用45°车刀车端面。图423 车端面的方法2.车端面的质量分析端面不平,产生凸凹现象或端面中心留“小头”原因是车刀刃磨或安装不正确,刀尖没有对准工件中心,背吃刀量过大,车床有间隙,拖板移动。
1.车端面的方法
1)安装车刀时,刀尖应严格对准工件的中心,否则车出的端面在中心处将留有凸台并易损坏刀尖,如图4⁃22所示。
2)车端面时应先倒角,否则易损坏刀尖,尤其是铸件表面的硬皮极易崩断刀尖。与车外圆一样,第一刀的背吃刀量要大于工件的硬皮深度。
3)车削方法
①用90°左偏刀车端面(图4⁃23a)。特点是切削轻快顺利,适合车削有台阶的端面。
②用45°车刀车端面(图4⁃23b、c)。特点是刀尖强度高,适合车削大平面,并能倒角及车外圆。
③用60°~75°车刀车端面(图4⁃23d)。特点是刀尖强度高,适合用大的切削用量车削大平面。
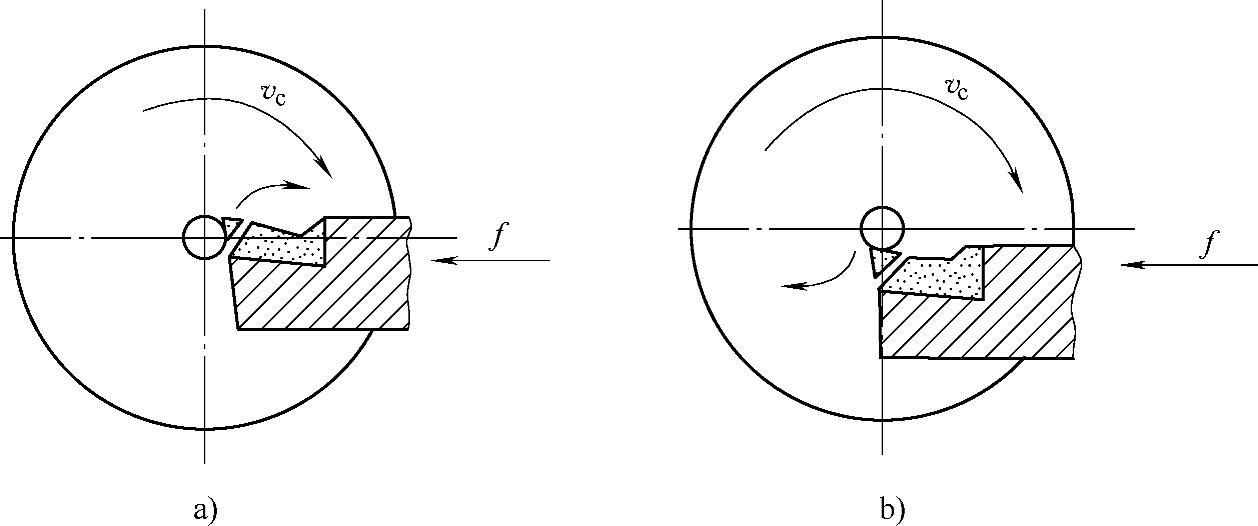
图4⁃22 车刀刀尖未对准中心产生崩刃(https://www.xing528.com)
a)刀尖高于工件中心 b)刀尖低于工件中心
④用90°右偏刀车端面(图4⁃23e、f、g)。图4⁃23e所示为车刀由外向中心进给,用副切削刃切削,切削不顺利,容易产生凹面;图4⁃23f所示为由中心向外进给,用主切削刃切削,切削顺利,适合精车端面;图4⁃23g所示为在副切削刃上磨出前角,由外向中心进给,避免了图4⁃23e的缺点。
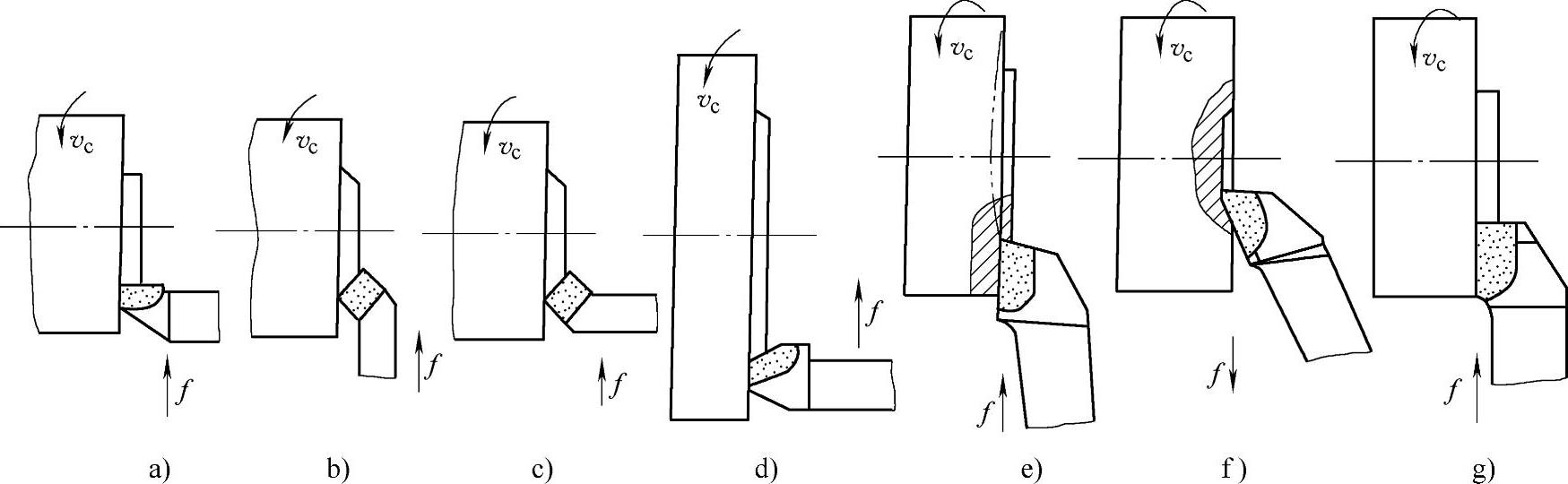
图4⁃23 车端面的方法
2.车端面的质量分析
(1)端面不平,产生凸凹现象或端面中心留“小头”原因是车刀刃磨或安装不正确,刀尖没有对准工件中心,背吃刀量过大,车床有间隙,拖板移动。
(2)表面粗糙度差 原因是车刀不锋利,手动进给不均匀或太快,自动进给切削用量选择不当。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。