



【摘要】:刀齿切入工件的接触形式,由侧(径向)前角、刃倾角及铣刀与工件相对位置决定,面铣刀刀齿切入时的接触情况如图1-35所示。刀具较锋利,由于是切削刃先接触工件,所以保护了刀尖,刀具受力状态较好,抗冲击性较好,采用较小的负刃倾角,排屑较好,适合使用硬质合金刀具、涂层刀具铣削中等强度钢、铸铁件。
面铣刀的刀齿在切削时,刀齿的哪个部位先接触金属是一个很重要的问题,它决定刀齿受力状况、切屑的形成、排屑形式及刀具的寿命等。
刀齿切入工件的接触形式,由侧(径向)前角、刃倾角及铣刀与工件相对位置决定,面铣刀刀齿切入时的接触情况如图1-35所示。
1)S点先接触时,即刀尖最先接触到工件材料,面铣刀采用不对称顺铣、正前角和正刃倾角的刀具切削状态。刀具锋利、切削轻快,排屑好,是刀具受力最差的状态,适合使用硬质合金刀具铣削铝合金、铝镁合金、铜合金、玻璃钢以及塑料制品等有色金属和非金属材料。
2)T点先接触时,即刀尖上边的切削刃先接触工件材料,采用不对称顺铣、正前角、负刃倾角的刀具切削状态。刀具较锋利,由于是切削刃先接触工件,所以保护了刀尖,刀具受力状态较好,抗冲击性较好,采用较小的负刃倾角,排屑较好,适合使用硬质合金刀具、涂层刀具铣削中等强度钢、铸铁件。
3)U点先接触时,采用不对称逆铣、较大负前角、负刃倾角的刀具切削状态。刀具受力状态好,抗冲击,刀具排屑不好,适合采用陶瓷、立方氮化硼刀具铣削高硬度的淬硬钢。
4)V点接触时,面铣刀采用了不对称逆铣、较小的负前角和较小的负刃倾角的刀具切削状态。刀具受力状态较好,排屑较好,适合硬质合金刀具或陶瓷刀具铣削调质钢或高强度钢。(https://www.xing528.com)
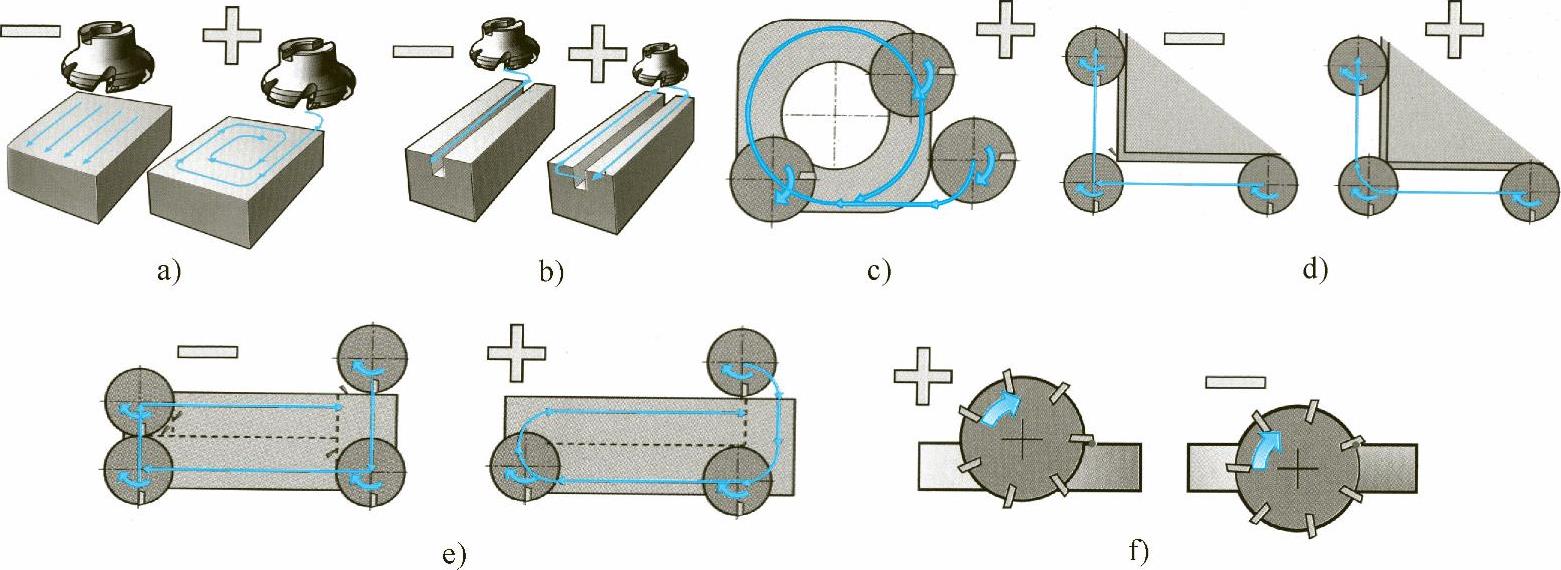
图1-34 进给路径
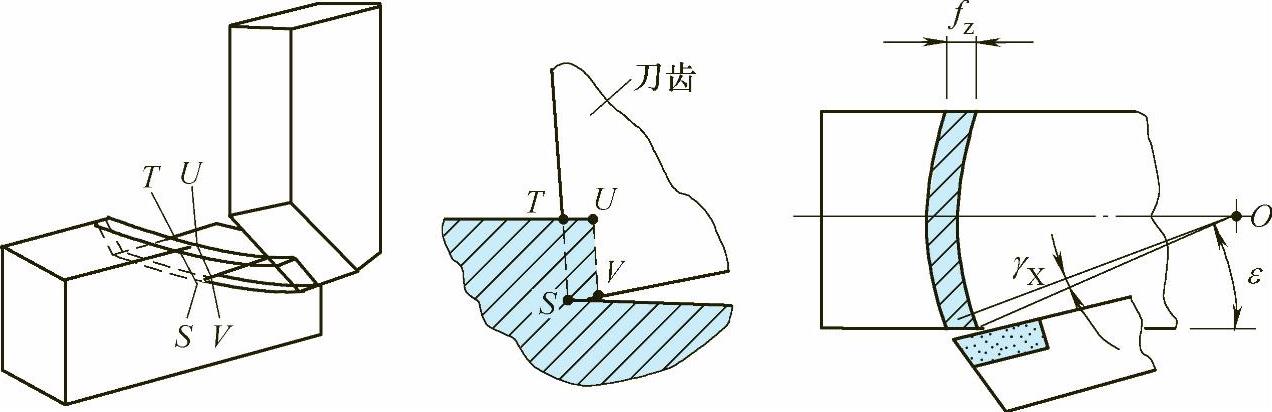
图1-35 刀齿接触形式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。