



1)由于坡走铣削是全宽铣削,刀片又是三处参加切削,总的切削力大,排屑比较困难,因此,选择进给量时应比普通铣削的每齿进给量小25%。由于切削力大,坡走铣应选择功率大、刚性好的机床。
2)坡走铣削在铣到槽的终端前的一个刀位时,停止坡走铣削进给,然后走直线铣到终端,这样可以将前刀齿底齿下未切的材料全切除,这一点在编程时不可忽略。
3)铣削中低强度的深槽时,采用双向坡走铣削代替单向的坡走铣削,来提高加工效率(图1-75、图1-76)。
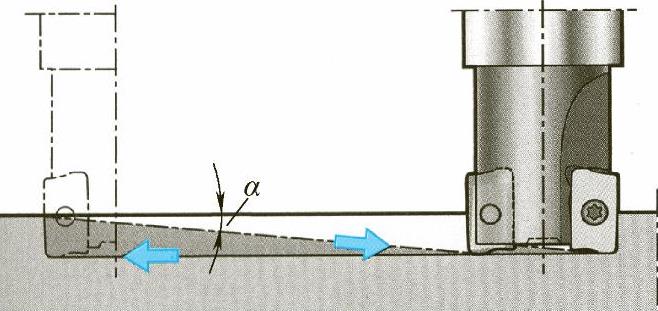
图1-75 单一坡走铣削
4)选择每齿进给量:fz1和fz2,进给量是由坡走角决定的。坡走角α=arctanap/lm因此,坡走角由两个进给速度决定:
纵向进给速度vf1=fz1znn=lm
上升进给速度vf2=fz2znn=ap
由于α=arctan(ap/lm)=arctan(fz2znn/fz1znn)=arctanfz2/fz1
故fz2=fz1tanα
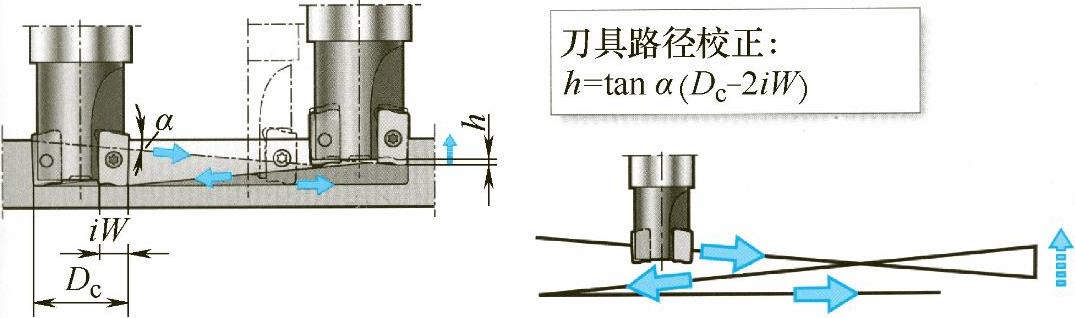
图1-76 双向坡走铣削
纵向工作台进给速度快,升降工作台上升得慢,坡走角小,一次进给切除的量少。如果坡走角大了,升降工作台进给速度快了,则铣刀底齿切屑厚度增大,切屑体积加大,而且为大片状切屑,占据的空间大,切屑极易卡在底齿的容屑槽内,使切削无法进行。所以通常情况要选择较小的坡走角,使切削能比较顺利地进行。
根据加工材料选择fz1,(取普通铣削的每齿进给量的75%)再按表1-8、表1-9、表1-10,选出坡走角α,即可计算出垂直上升工作台的每齿进给量fz2。(https://www.xing528.com)
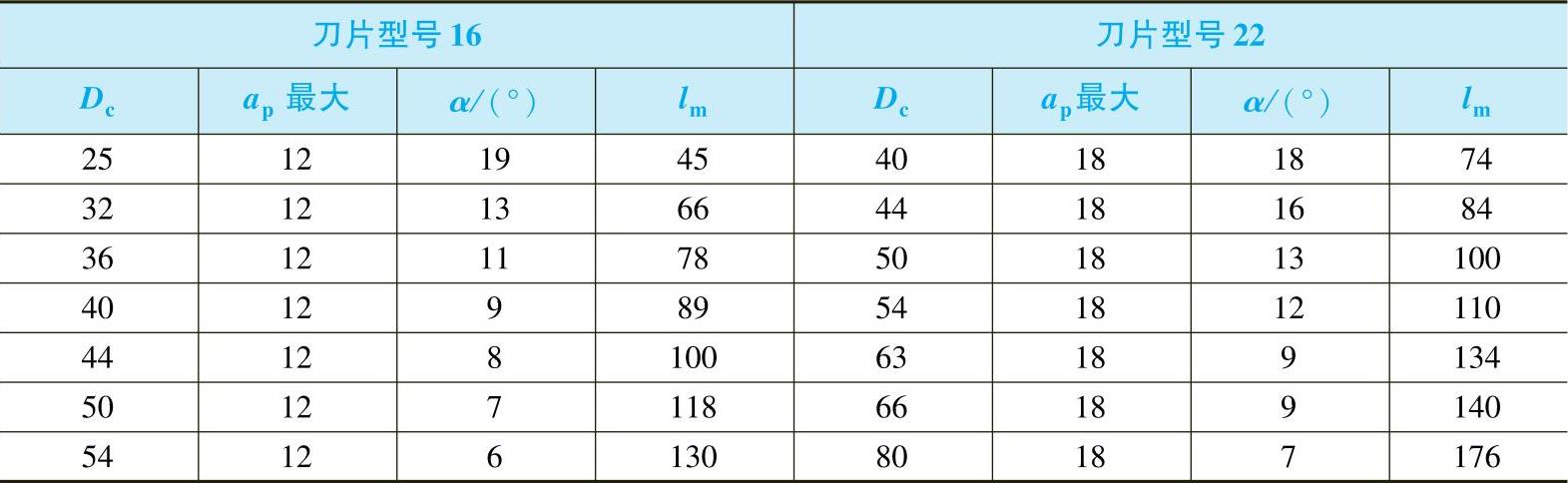
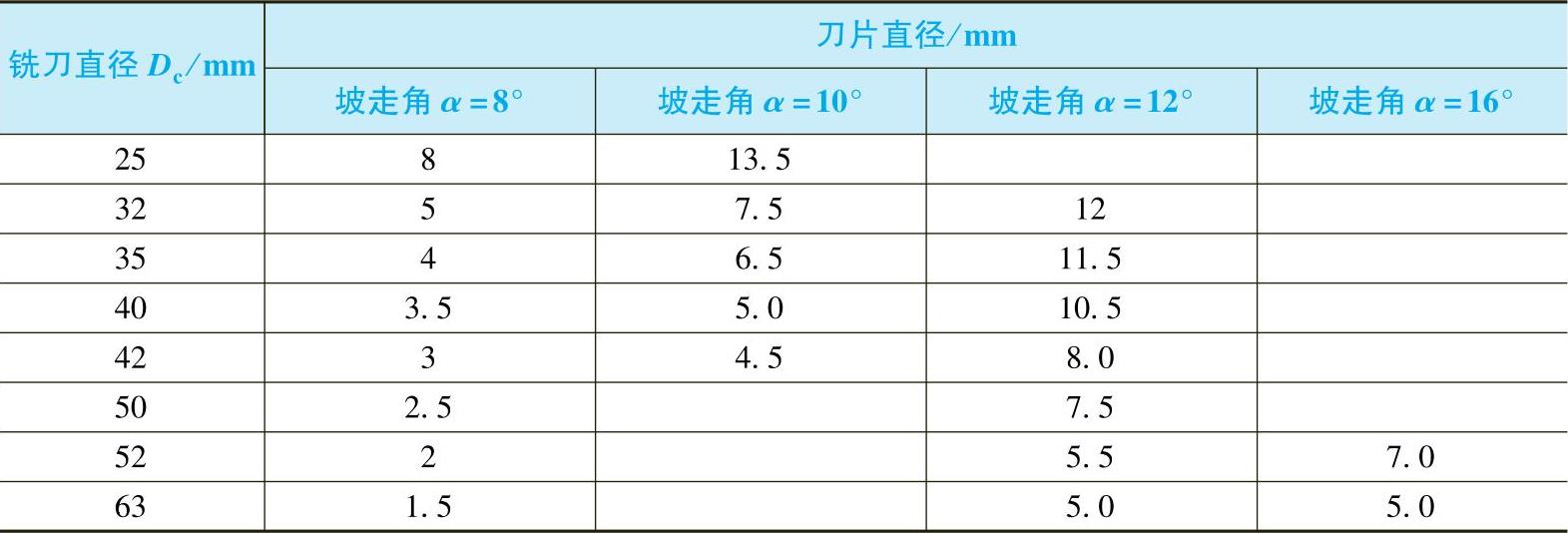
例1-5 加工模具钢CrWMn,锻钢,硬度240HBW,选择fz1=0.12mm/zn,铣刀直径Dc=36mm,齿数zn=3,使用方刀片16mm×16mm,按表1-8选择坡走角α=8°。
fz2=fz1 tanα=0.12mm/zn tan8°=0.016mm/zn
5)由于坡走铣底刃参加切削,容屑和排屑较困难,因此,应选择少齿铣刀,增大容屑槽空间;采用小进给量,产生薄且体积小的切屑,便于容屑和排屑;选择高转速(高切削速度)的切削方法,来提高进给速度和金属去除量,提高切削效率。
表1-8 方刀片坡走角的选择 (单位:mm)
(单位:mm)

(续)

表1-9 长方刀坡走角的选择 (单位:mm)
(单位:mm)
注:最大坡走角,适合使用刀尖圆弧半径rε=0.5mm的铣刀。
表1-10 圆刀片坡走角的选择 (单位:°)
(单位:°)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。