



【摘要】:在高温下,空气中的氧使硬质合金产生氧化,产生氧化磨损。切削速度对刀具磨损影响较大,切削速度越高月牙洼磨损越大,并且随着切削速度的提高,后面产生的粘结磨损加大,磨损量会超过前面的磨损。PCBN刀具前面的磨损为月牙洼磨损,离切削刃很近,并且宽度也很窄;后面的磨损主要是机械磨损,并有少量的粘结磨损。
1)从图2-182、图2-183中可以看出:使用涂层铣刀,前面和后面更耐磨损,使用寿命更长。后面磨损达到0.15mm时,金刚石涂层刀具可以切削1970m,而未涂层刀具只能切削110m。试验表明:金刚石涂层刀具寿命是未涂层刀具的15倍以上。
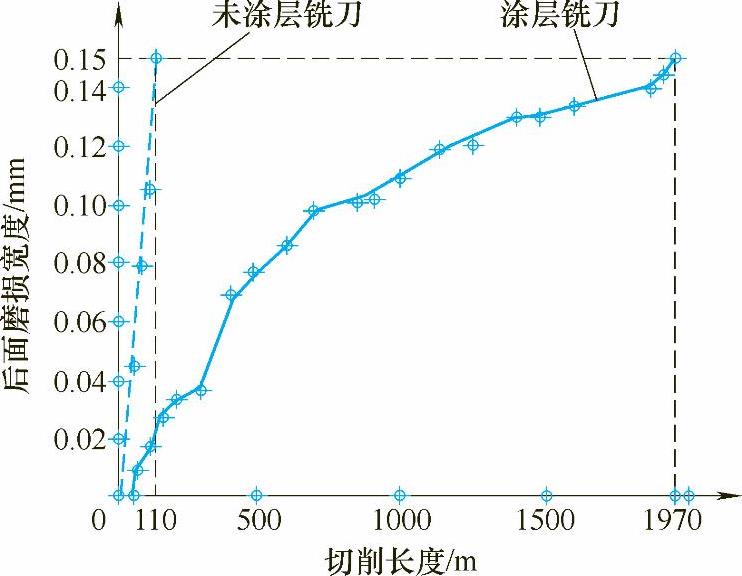
图2-182 切削长度与刀具磨损曲线
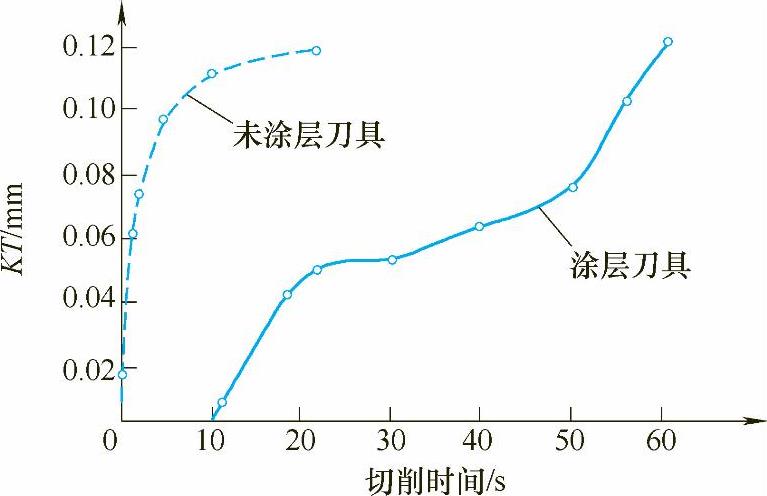
图2-183 月牙洼深度KT随时间变化曲线
2)高速铣削石墨铣刀的磨损形式是以破损脱落为主(图2-184),图2-185为未涂层刀具切削110m时破损状况,图2-185为涂层刀具切削1970m的破损状况,可见涂层刀具耐磨性优于未涂层刀具。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-184 后面磨损宽度0.5mm时的磨损状况
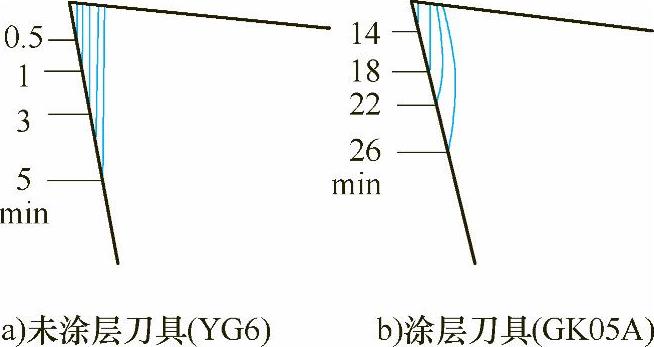
图2-185 后面磨损形式
3)未涂层刀具后面的磨损速度快,而且磨损的后面一直呈“0°”的后角,这样加剧了刀具的磨损(图2-185a)而涂层刀具在磨损初期涂层薄膜脱落后,有极短长度负后角的刀面,起到支承作用,可以减轻切削时的振动,使切削稳定,从而可以减轻涂层的剥落,延长刀具的使用寿命。
[1]1in=25.4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。