



1.叶片的特点
航空发动机叶片是在高温、高压、高转速和高负荷条件下长期工作,其材料采用镍基或钴基高温合金。叶片是薄壁型复杂曲面零件,静叶片两端有轴颈,中间是薄的叶身,刚性差,易变形,切削加工时容易产生振动,表面质量和型面精度不易保证。
2.叶片的装夹
传统工艺采用一端夹紧,另一端用顶尖支撑,由于叶片薄刚性差,铣削时叶片产生振动,加工表面粗糙度值大。改成一端轴颈夹紧后,另一端轴颈采用夹头夹紧,然后用一个拉杆拉紧在尾座上,这样大大提高了叶片的刚性,降低了表面粗糙度值,加工出的叶盆、叶背型面精度也有很大的提高,其误差减小到0.03~0.07mm,同时刀具的寿命也得到提高。球头铣刀的转速是影响叶片产生振动的主要原因,所以要适当控制切削速度,其次是每齿进给量和吃刀量。
3.采用Capto高速刀柄
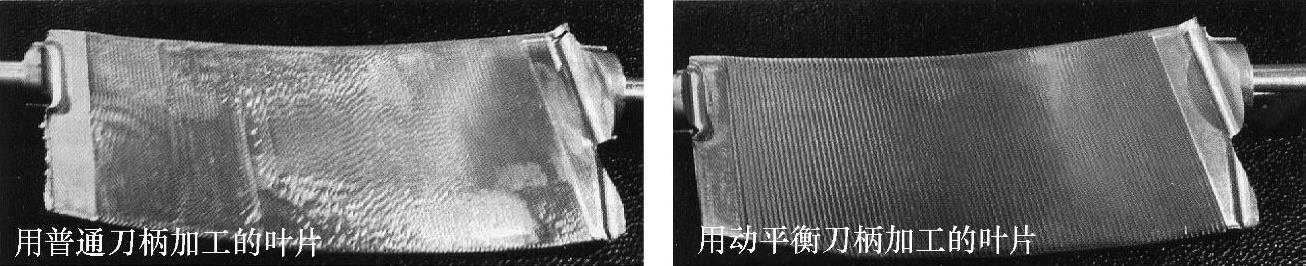
原工艺采用普通刀柄,定位精度和动平衡精度低,铣刀转速调高后即产生振动,叶片产生振纹并会有硬化层。采用了瑞典Coromill-Capto刀柄(图2-98),动平衡精度可以达到G6.3,叶片表面振纹消除了,表面质量有很大的改观。图2-99左图为改进前叶片加工表面粗糙度,右图为改进后加工表面质量。

图2-98 Capto刀柄
 (https://www.xing528.com)
(https://www.xing528.com)
图2-99 发动机叶片
4.加工工艺
1)原工艺采用三轴数控铣床,使用球头铣刀,窄行点接触加工,沿叶片纵向直线走刀路径加工,如图2-100a,刀位点计算简单,程序少,加工过程符合直纹面形成,可以保证素线的直线度,但加工效率低,表面质量较低。
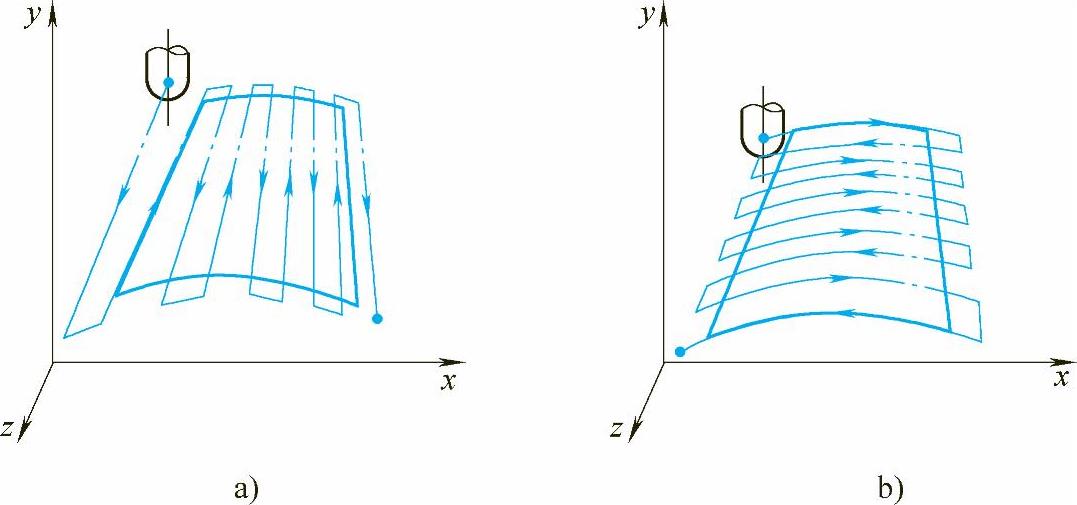
图2-100 叶片加工路径
2)新工艺采用在五轴联动加工中心上加工,使用ϕ10mmR3平底带圆角的立铣刀,走刀路径选择沿叶片横向走刀路径,如图2-100b所示。刀具在型面外换向,减少抬刀高度并采用“宽行加工”程序,提高了刀具与叶片曲面的曲率吻合程度,加工出来的叶片型面精度高,刀具往返次数少,减少空行程,提高加工效率。
3)合理选择切削用量。采用ϕ8mm球头铣刀粗铣,原切削参数:铣刀转速n=5000r/min,背吃刀量ap=0.3mm,进给速度vf=500mm/min。优化后,n=4200r/min,vf=672mm/min,ap=0.3mm,加工效率提高了30%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。