



1.圆环件加工特点
圆环件的结构是大直径、小弦长的环形块,铸造的钴基高温合金,含Co量为14%~16%(质量分数),硬度33HRC,韧性大,是高温合金中最难加工的材料之一。
2.刀具材料与切削速度选择
1)原工艺采用国产刀具,使用超低速切削速度vc=10m/min,加工后零件表面高低不平,刀具磨损严重。
2)第二次试验,采用较大的负倒棱,采用带较大圆角的刀片,提高切削刃的抗冲击能力;提高了前面对材料的挤压作用,增加材料的塑性变形,增加材料内部晶格滑移产生的摩擦热,提高了切削区的温度使材料变软,切削速度提高到vc=560m/min,刀片没有碎,但刀尖磨损较严重。
3)第三次试验,减小了吃刀量和进给量,采用小主偏角(或用圆刀片),使切屑变薄,对切削刃的冲击力小,薄切屑很容易被快速加热变软,减轻对刀具的冲击和磨损,可以防止刀尖和切削刃产生崩刃破损,因此提高切削速度会使切削加工变得容易。最后将切削速度提高到vc=790m/min,刀片正常磨损,表面粗糙度值达到Ra1.6μm,尺寸精度达到设计要求,加工效率提高了80倍。由此可知:要实现高温合金的高速、高效切削加工,关键是选用耐高温、抗冲击、高强度的刀具材料。
4)陶瓷刀具能实现高速切削的原理。美国绿叶公司的WG300陶瓷刀片,是氧化铝基陶瓷加SiCw晶须增韧高强度陶瓷,SiCw晶须是均匀而无序地分布在Al2O3结晶的矩阵上,其作用如同玻璃纤维一样,极大地提高了材料的抗拉强度。破坏这种晶界间的结合力需要6000MPa的力,抗断裂强度系数达到10,接近硬质合金的13,这意味着WG300具有高抗破坏性能,可以承受较大的冲击载荷,能保证切削刃在切削初期阶段不产生裂纹和崩刃,能抵抗住切削初期阶段的冲击。刀具高速切削可使切削区温度达升到1000~1100℃,已接近钴基合金的锻造温度(钴基高温合金的锻造温度为1150~1250℃),此时WG300陶瓷硬度仍能达到80HRA(58HRC)以上,而钴基合金常温的硬度33HRC,在1000~1100℃时的硬度低于20HRC,这样刀具与工件材料的硬度比达到4(刀具与被加工材料的硬度比达到2,刀具即可切下切屑)。同时,钴基合金的强度在900℃时已降到500MPa,强度下降70%,而高温下的WG300陶瓷刀具的强度得到提高(强度>6000MPa),这样刀具的强度与高温合金材料强度之比达到12以上。由此可见:高性能的陶瓷刀具是实现耐热合金高效切削加工的首要条件。
3.进给路径的选择(https://www.xing528.com)
采用陶瓷刀具高速铣削高温合金时,刀具主要磨损是产生边界沟槽磨损,因此应采用变换吃刀量的方法(图2-105)或斜向进给切削法,不断改变切削刃与工件材料的接触线高度,将会有效减轻切削刃上的边界磨损,这对延长刀具的使用寿命是十分有利的。
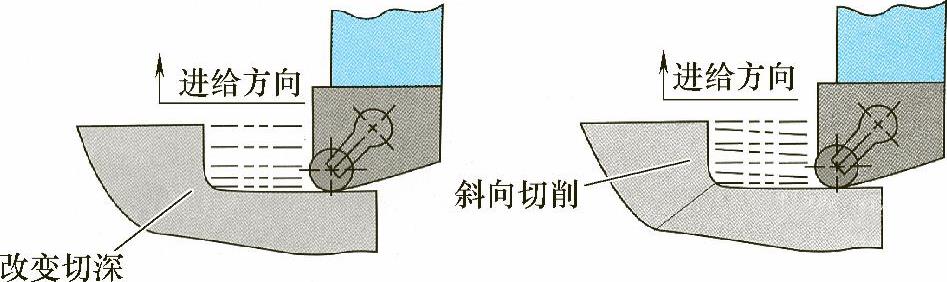
图2-105 变换吃刀量
4.WG300陶瓷刀片的正确使用方法
1)WG300陶瓷刀片脆性较大,若机床、夹具或刀具产生振动,对其损害最大,所以采用陶瓷刀具高速铣削加工高温合金,一定要选用高刚性、大功率的机床,主轴运转平稳、进给均匀。
2)切削刃如果出现局部微小的崩刃,使刀具产生新的锋利切削刃,切削可以继续进行,即使产生火花也不会影响正常切削。
加工高温合金的最大难点是刀具的使用寿命低,黎明航空发动机公司在对高温合金加工方面取得的成功经验告诉我们:第一,采用高性能的陶瓷刀具;第二,一定要转变过去低速切削的传统观念,大胆提高切削速度,保证刀具在切削过程中产生足够的切削热,实现高速“加热切削”,这是加工高温合金中提高刀具寿命的关键。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。