



精密铸造用椭圆轴作为模具,材料40Cr,硬度36~39HRC,椭圆长半轴a=60mm,短半轴b=30mm,轴长L=800mm。
1.旋风铣刀直径
d=2a=120mm
2.对刀方法
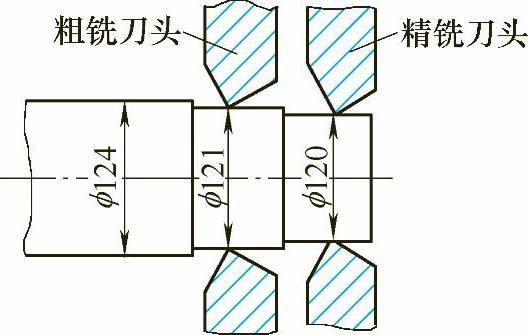
车床卡盘夹椭圆轴毛坯轴左端,右端用顶尖支撑,外圆直径D′=2a+4mm=124mm,右端头部车成ϕ121mm、长20mm和ϕ120mm、长20mm,用于对刀尖旋转直径(图5-142),刀盘上装4个刀头,刀盘在水平位置时,手转动刀盘,将飞刀刀尖对在ϕ121mm的圆上(椭圆长轴留有1mm加工余量),说明刀尖的旋转中心线与椭圆轴的中心线重合为一条线,将车床横向工作台固定。
3.刀盘倾斜角

将刀盘转60°,即使刀尖旋转中心相交于椭圆轴,O点上,如图5-141所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-142 对刀方法
4.粗铣
由于椭圆轴的短半轴b与长半轴a相差30mm,加工余量较大,粗铣时需要通过多次进给切削,才能将大部分加工余量切除,向前调整飞刀头使切削半径逐渐变小,达到进刀的目的,由于要经过多次使用多个“对刀轴径”对刀,这样很麻烦。采用调节刀盘倾角Q的办法,可以比较方便地达到进刀的目的。
飞刀刀尖的旋转直径D′=121mm,说明铣出来的椭圆长轴2a=121mm。将刀盘倾斜角Q=60°分成10次转动,每次转6°,进给10次,这样粗铣后椭圆短轴达到b′=60.5mm。
5.精铣
经粗铣后短轴b尺寸还有精铣余量0.5mm(半轴上的余量为0.25mm),由于刀尖直径大1mm使短轴大0.5mm,所以精铣时要对刀尖旋转直径重新对刀,将刀盘扳回到“0°”,用椭圆轴右端的ϕ120mm轴径对刀,使飞刀的刀尖旋转直径固定在ϕ120mm处,然后逆时针转刀盘60°,精铣一刀后,长轴达到120mm,短轴达到60mm。
6.切削用量
飞刀刀头材料:陶瓷SG5,切削速度vc=200m/min,飞刀转数n=530r/min,每齿进给量fz=0.10mm/z,进给速度vf=0.10mm/z×4齿×530r/min=210mm/min。这样铣一刀需要4min,粗铣10刀用时40min,精铣每齿进给量fz=0.05mm/z,精铣一刀需时8min,合计机动加工时间约50min,所以用1h可以铣出一根800mm长的椭圆轴。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。