



锥形椭圆孔如图5-143所示。图5-143a椭圆台顶部为一个大椭圆,底部为一个小椭圆;图5-143b顶部为椭圆,底部为圆孔;图5-143c顶部为圆孔,底部为椭圆,这三种都称为锥形椭圆孔。
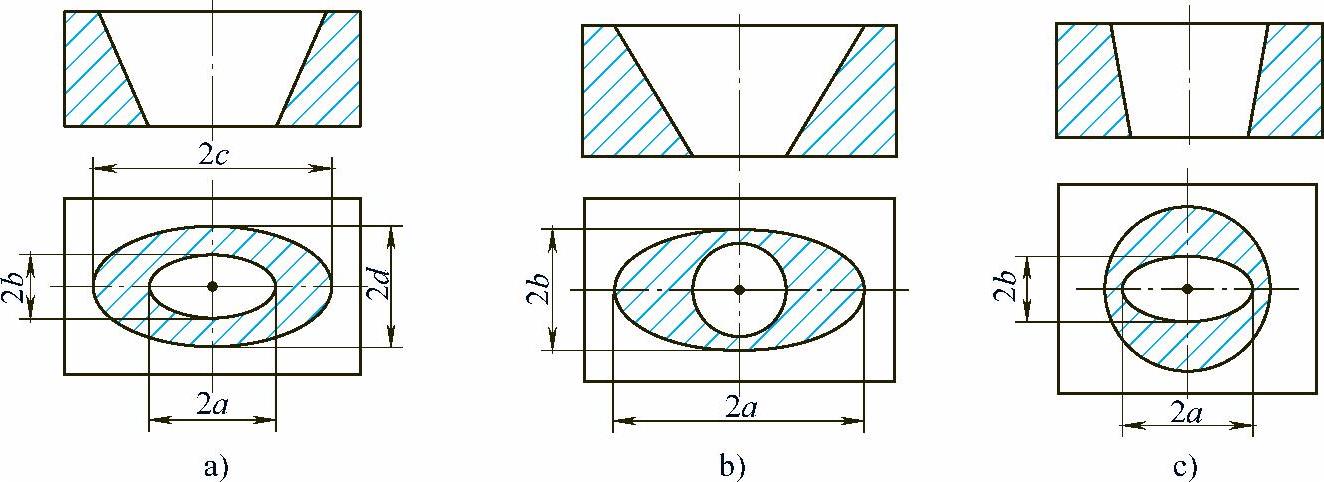
图5-143 锥形椭圆孔
1.加工工艺分析
图5-144中粗实线为锥形椭圆球台孔壁,上下椭圆轮廓线为两动点M1、M2的连线(M1—M2称为素线),分别以等角速度旋转所形成的面,合围成为锥形椭圆台孔。铣削时使用球头铣刀,T为球头铣刀中心,球头铣刀外圆与椭圆孔壁上的素线M1—M2相切在N点。ϕ为椭圆素线M1—M2的转角,QN为球头铣刀中心T在椭圆ON面上的投影。由此可知:平行于椭圆球台上下面的任何截面都是椭圆形。
2.铣削方法
(1)加工顺序 采用层切法从椭圆球台的顶部向下一层层地切削,成为N个椭圆孔形薄片,层与层之间的距离称为下刀“步距”,然后将椭圆形薄片孔叠加成为锥形椭圆形台孔。由于数控系统没有椭圆插补功能,切某一层的椭圆时,可使用小段直线逐步逼近法,铣出近似的椭圆轮廓线。小段直线与椭圆弧的交点称为“节点”,相邻两节点与椭圆对称中心ON的连线之间的夹角称为“角步距”。
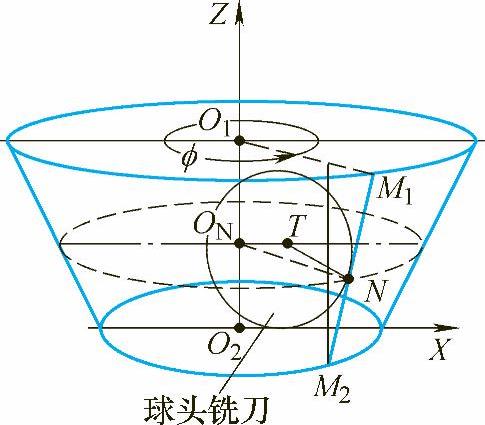
图5-144 球头铣刀精铣椭圆孔
(2)球头铣刀中心T运动轨迹方程 球头铣刀中心T的运动轨迹方程为
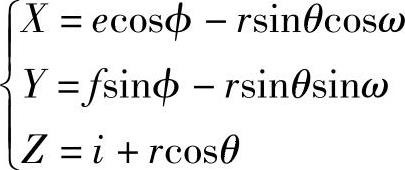
其中 e=i(c-a)/h+a
f=i(d-b)/h+b

式中 r——球头铣刀半径(mm);
e、f——点N处椭圆的长半轴和短半轴(mm);(https://www.xing528.com)
i——椭圆孔上任一点N至底面的高度(mm);
ϕ——椭圆孔上任一点N与椭圆对称中心ON的连线与X轴夹角(°)。
表面粗糙度对比
椭圆锥形孔台高h=20mm,顶平面为椭圆,长半轴75mm,短半轴45mm,底平面椭圆长半轴为50mm.短半轴为30mm采用ϕ18mm球头铣刀精铣,下刀步距取0.5mm,角步距取2°,以孔底中心为零件坐标原点。
采用的步距越小,铣出来的椭圆表面的粗糙度值越小,表面更光滑。图5-145表示步距为0.5mm与0.25mm表面粗糙度的比较,从图中可以看出,步距减小一半,表面粗糙度值将近减小一半。步距越小,表面质量越高,但加工效率将降一半。
根据球头铣刀中心运动轨迹公式,计算出X、Y、Z三坐标尺寸,经过编程即可加工出锥形椭圆孔。
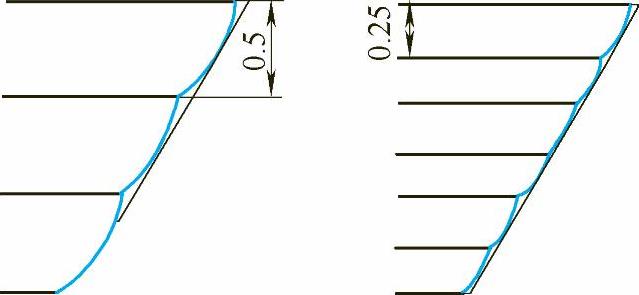
图5-145 步距0.5mm与0.25mm表面粗糙度比较
(3)椭圆孔四周斜度的变化规律 椭圆台孔的顶部和底部的长半轴和短半轴,通常不是等比例的(c/a≠d/b),如图5-143所示的三个实例。所以椭圆孔壁的四周的斜度是变化的,要根据上下长短轴和斜度的变化,确定各层间球头铣刀刀心的高度坐标。Z是不等分的,即铣不同斜度的表面,刀心的高度是不等的,才能保证球头铣刀的圆弧刃与该层的椭圆轮廓线始终保持相切,否则会产生过切或欠切,这一点在编程时要特别注意。
如图5-146所示,球头铣刀在铣削同一层面,铣M1与M2两个不同斜面时,刀中心应是不等高的。如果球头铣刀中心在同一高度上,如图5-147所示,则对于斜度大的椭圆孔面会产生过切。
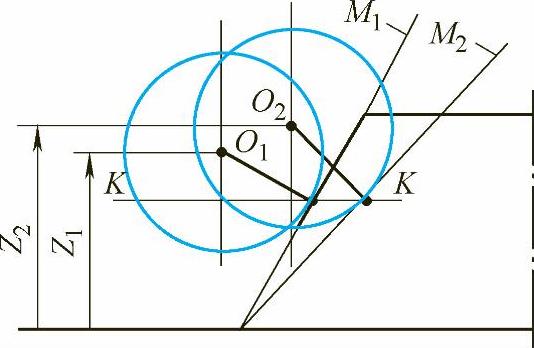
图5-146 斜面的不等高铣削
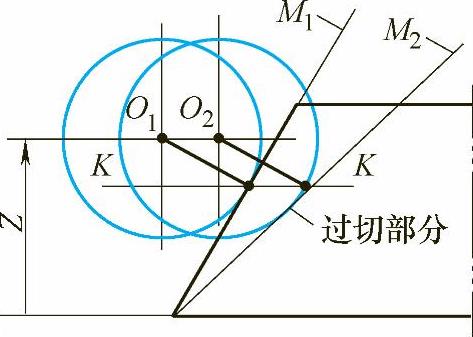
图5-147 采用等高铣削产生过切
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。