



【摘要】:压装时的轴向压合力是很小的。预紧圈的加热温度t(℃)为式中 Δr2——直径d2处的半径过盈量;d2——预紧圈的内直径;α——预紧圈材料的线膨胀系数,见表3-2。热压配合时,预紧圈的加热温度不宜超过450℃,否则易产生氧化皮而影响压配质量。冷套 根据半径过盈量Δr2,把凹模进行低温处理,使凹模外径基本上冷缩到预紧圈内径的加工值,然后把凹模压进预紧圈中。图4-61所示为把组合凹模固定到下模板上的几种紧固形式。
预紧圈(即外圈)与凹模(即内圈)配合的方法,通常有三种:
(1)热套 根据半径过盈量Δr2,把预紧圈加热到适当的温度,使预紧圈内径膨胀到凹模外径的加工值,然后把凹模压进预紧圈中。压装时的轴向压合力是很小的。
预紧圈的加热温度t(℃)为

式中 Δr2——直径d2处的半径过盈量(mm);
d2——预紧圈的内直径(mm);
α——预紧圈材料的线膨胀系数,见表3-2。
热压配合时,预紧圈的加热温度不宜超过450℃,否则易产生氧化皮而影响压配质量。
(2)冷套 根据半径过盈量Δr2,把凹模进行低温处理,使凹模外径基本上冷缩到预紧圈内径的加工值,然后把凹模压进预紧圈中。压装时的轴向压合力是很小的。
(3)在室温下压配 在液压机上把凹模压进预紧圈中。如果配合面是圆柱面(或r=1°30′的圆锥面),可按式(4-59)近似计算轴向压合力:(https://www.xing528.com)
P=μp2A(4-59)
式中 μ——预紧圈与凹模接触面间的摩擦系数,对于钢质预紧圈,若压配合时表面不产生刮伤,可取μ=0.15;如果表面刮伤,μ值增大,往往超过0.3;
p2——过盈配合时接触面上的单位接触压力(MPa);
A——预紧圈与凹模配合面的面积(mm2)。
图4-61所示为把组合凹模固定到下模板上的几种紧固形式。
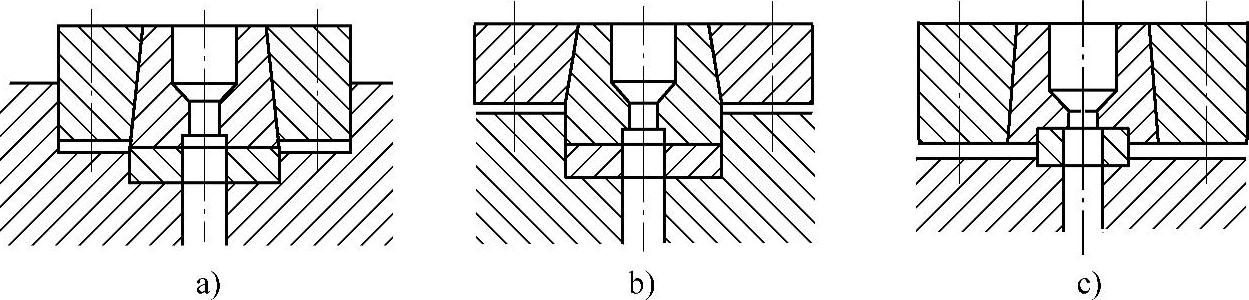
图4-61 组合凹模固定到下模板上的几种紧固形式
a)形式一 b)形式二 c)形式三
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。