



下面就某厂高中压外缸的浇注情况进行简要介绍。
1.生产性质、结构特点和技术要求
(1)生产性质 小批量生产。
(2)材质 ZG20CrMo。
(3)结构特点 该铸件外形尺寸(长×宽×高)为4450mm×3560mm×1840mm,铸件一般壁厚为70mm左右,中分面法兰厚度达480mm。铸件要承受高温、高压,不允许存在任何铸件缺陷;内外表面100%做磁粉探伤,中分面和重要部位做超声波探伤,局部要做射线探伤。因此,对铸件的质量要求很高。铸件简图如图6-26所示。
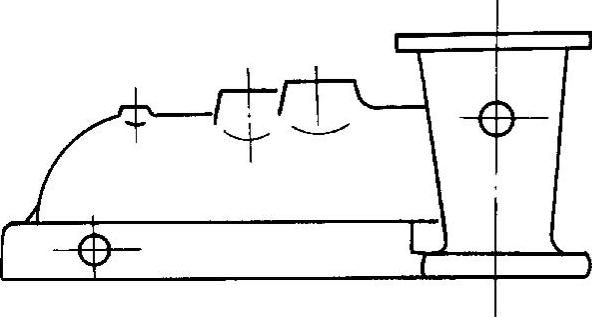
图6-26 铸件简图
(4)工艺特点 由于铸件中分面法兰厚大,为了便于安放冒口和布置冷铁,采用中分面朝上在地坑中进行浇注。浇注系统(一律采用成型耐火砖材料)为阶梯式。这种浇注系统共分四层:第一层(最底层),内浇道2只(ϕ60mm),从管口法兰引入;第二层从中分面下缘引入,两侧各5道,共10道(ϕ60mm);第三层从法兰上缘引入,也是10道(ϕ60mm);第四层从冒口(中分面上共有12只腰形冒口)引入。两侧每层的横浇道尺寸均为ϕ80mm,分直浇道(位于铸型两端)尺寸为ϕ100mm,采用过桥浇道将钢液引入分直浇道。
2.浇注
(1)砂床的制备 因为有永久型浇注坑,所以砂床的制备就要简单得多。先清理好浇注坑,在坑底摆放两根压箱横梁(材质为铸钢)。横梁需垫高200mm左右,以便安放紧固螺栓。横梁间的空档填满砖块或焦炭等排气材料,上面再填上一层干型砂。排气材料要与四周的排气管道相通。压箱横梁如图6-27所示。
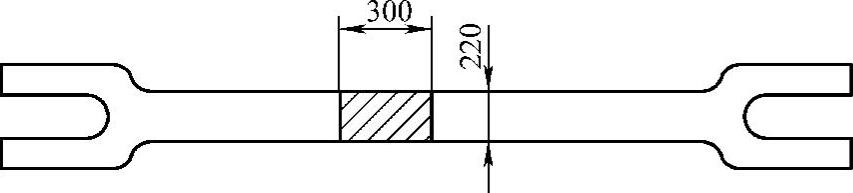
图6-27 压箱横梁(https://www.xing528.com)
(2)下芯、合型 将烘干好的底箱先吊放在横梁上,然后根据工艺要求下芯、合型。在下芯、合型过程中,要确保砂型、砂芯的排气道畅通,特别是串皮型芯的气道应相互贯通。
(3)铸型的紧固 下芯合型后,上型顶面也摆放两根压箱横梁,与坑底的横梁一一对应,再用ϕ60mm的大型螺栓,将上下铸型紧固好。铸型的紧固如图6-28所示。
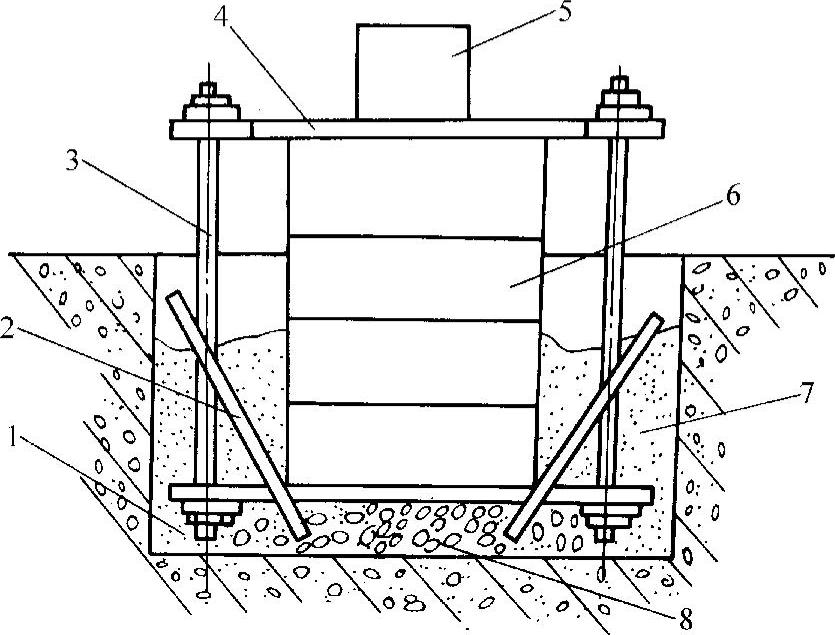
图6-28 铸型的紧固
1—地坑 2—排气管道 3—紧固螺栓 4—压箱横梁 5—浇口盆 6—铸型 7—填砂层 8—砖块或焦炭
为了防止浇注时跑火(因静压头高,浇注温度为1530~1540℃),地坑的四周与铸型之间都需填砂紧实,深度在1000mm以上。填砂时切不可堵塞排气管道。
(4)浇注 浇注采用漏包浇注,1#、2#采用双眼包,包孔直径为60mm;3#为单眼包,包孔直径为50mm。浇注时间为90s,浇注温度为1530~1540℃。浇注工艺要求:1#包(从铸件大头)浇注22~25s后,2#包再开始浇注,3#包冲冒口。浇注开始后,及时用明火将管道和其他气道排出的气体点燃,使砂芯、铸型排气更通畅。浇注简图如图6-29所示。
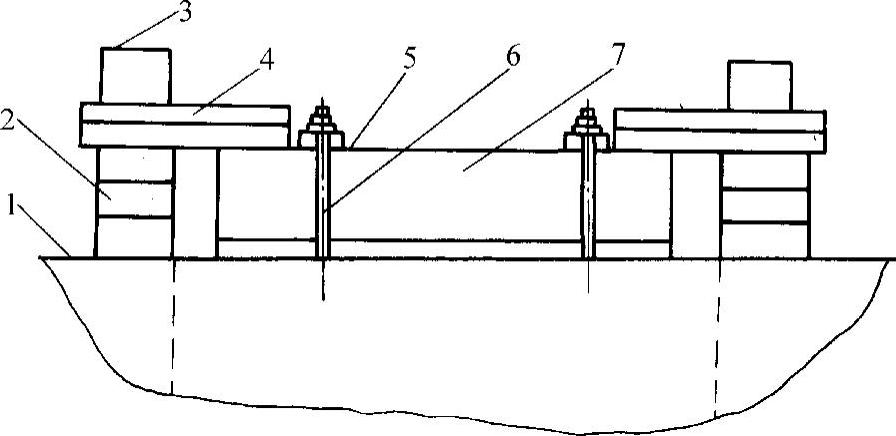
图6-29 浇注简图
1—地面 2—垫铁 3—浇口盆 4—过桥浇道箱 5—压箱横梁 6—紧固螺栓 7—铸型
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。