



1.原理及特点
手工钨极氩弧焊是在惰性气体的保护下,利用钨电极与工件之间产生的电弧热熔化母材和填充焊丝的焊接方法,简称TIG焊(Tungsten Inert Gas Welding)。
图2-5所示为TIG焊的原理示意图。焊接时,惰性保护气体从焊枪喷嘴中连续喷出,在电弧周围形成保护层隔绝空气,保护钨极和焊接熔池以及临近热影响区,以形成优质的焊接接头。薄板焊接时可不填充金属,需填充金属时,把填充材料从旁边不断送入焊接区,靠电弧热熔入熔池而成为焊缝金属的组成部分。
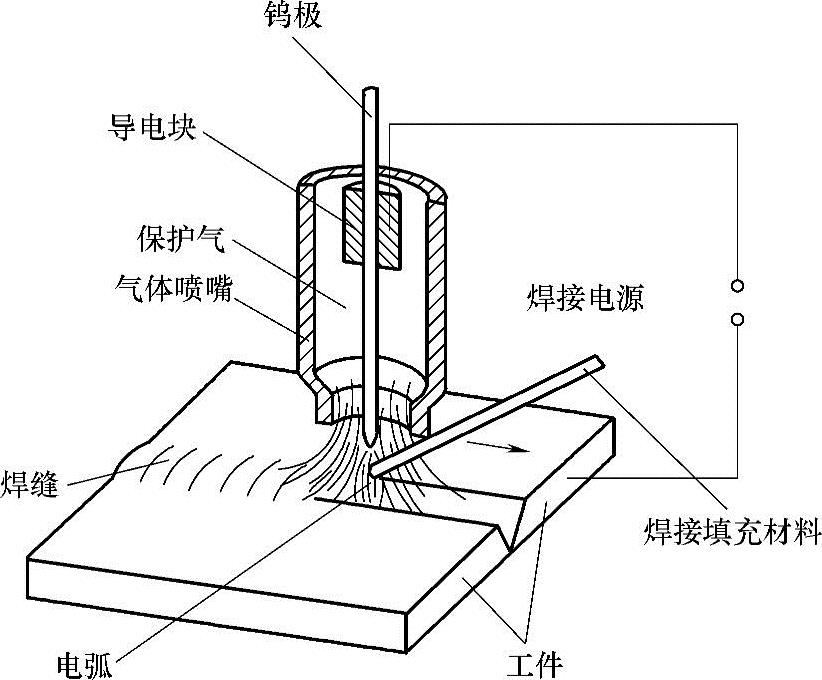
图2-5 TIG焊的原理示意图
TIG焊分为手工焊和自动焊,长输管道主要为手工钨极氩弧焊。焊接时,用难熔金属钨或钨合金制成的电极不熔化,故容易维持电弧长度的恒定。当焊接薄工件时,一般不需开坡口和填充焊丝;还可采用脉冲电流以防止烧穿工件。焊接厚大工件时,也可以将焊丝预热后,再添加到熔池中去,以提高熔敷速度。
TIG焊一般采用氩气作保护气体,在焊接厚板、高导热率或高熔点金属等情况下,也可采用氦气或氦氩混合气作保护气体。在焊接不锈钢、镍基合金和镍铜合金时可采用氩氢混合气作为保护气体。
TIG焊与其他焊接方法相比有如下特点:
1)氩气本身不溶于金属,又不和金属反应,能有效隔绝焊接区域周围的空气,TIG焊过程中电弧还有自动清除工件表面氧化膜的作用。因此可焊接其他焊接方法不易焊接的易氧化、氮化、化学活泼性强的有色金属、不锈钢和各种合金。(https://www.xing528.com)
2)焊接工艺性能好。电弧燃烧稳定,即使在很小的焊接电流下也能稳定燃烧;不会产生飞溅,不用去焊渣,焊缝成形美观;热源和焊丝可分别控制,因而热输入容易调节,特别适合于薄板、超薄板的焊接;可进行各种位置的焊接,易于实现机械化和自动化焊接。
3)钨极承载电流能力较差,过大的电流会引起钨极熔化和蒸发,其颗粒可能进入熔池,造成夹钨。因而TIG焊使用的电流小,焊缝熔深浅,熔敷速度小,生产率低。
4)由于惰性气体价格较高,与其他焊接方法相比生产成本高,故主要用于产品质量要求较高的焊接中。
5)对工件清理要求较高,由于采用惰性气体保护,无冶金脱氧或去氢作用,为了避免气孔、裂纹等缺陷,焊前必须严格去除工件上的油污、铁锈等。
6)氩弧焊在焊接时产生紫外线的强度是焊条电弧焊的5~30倍。在紫外线的照射下,空气中氧分子、氧原子互相撞击生成臭氧,对焊工健康危害较大。另外,钨极氩弧焊若使用有放射性的钨极对焊工健康也有一定的危害。目前推广使用的铈钨极对焊工健康危害较小。
7)抗风能力差,特别是抗侧向风的能力差。
2.应用
手工钨极氩弧焊,具有操作简单、单面焊双面成形良好、焊缝质量高、焊缝背面不需清渣等特点,其几乎可焊接所有的金属和合金,但因其成本较高,生产中主要用于焊接铝、镁、钛、铜等有色金属及其合金、不锈钢和耐热钢等,目前,在长输管道工程上,由于钨极的载流能力有限,电弧功率受到限制,致使焊缝熔深浅,焊接速度低,主要应用于站场各种材料和各种管径的环焊缝根焊中。对于薄壁(≤6mm)、小管径(≤89mm)钢管的对接,一般采用手工钨极氩弧焊完成各层焊道的焊接。对于线路阀室焊接,为了避免焊条电弧焊根焊背面附渣最终脱落会导致球阀磨粒磨损,影响球阀的密封效果,也要求采用氩弧焊打底提高根焊道质量。钨极氩弧焊特别适于对焊接接头质量要求较高的场合,其采用的焊丝主要是GB/T8110—2008、ER49-1/ER50-6标准中直径为φ2.0~φ2.5mm的焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。