



高铬钢按金相组织分为铁素体型高铬钢和马氏体型高铬钢两种。将表2-1中除珠光体钢之外的高铬钢及奥氏体型不锈钢Ⅶ~ⅩⅢ类截取见表2-68。表中Ⅻ类高铬不锈钢属于马氏体型高铬钢;第Ⅸ类属于高铬马氏体型高合金耐热钢及热强钢;第Ⅷ类属于铁素体型高铬耐酸耐热钢。上述三类高铬钢的金相组织性能在新旧国家标准(GB/T20878—2007、GB/T1220—1992)中都有规范描述。因此,奥氏体型不锈钢与铁素体型高铬钢组合的焊接用焊条、预热温度和回火温度选择见表2-69。
表2-69中凡母材组合中含有第Ⅷ类者,均属于奥氏体型不锈钢与铁素体型高铬钢(或称做铁素体型不锈钢)的焊接组合;此外,凡母材组合中含有第Ⅶ类和第Ⅸ类者,自然属于奥氏体型钢与马氏体型高铬钢焊接的组合。本书在参考有关资料中对照摘取时对其表的名称作了修改。表2-70是TIG、MIG焊的材料选用也作了如上处理。
表2-68 常用于异种钢焊接结构的高铬钢及奥氏体型不锈钢种

①为俄罗斯钢号。
②为美国钢号。
③为德国钢号。
表2-69 奥氏体型不锈钢与铁素体型高铬钢组合的焊接用焊条、预热温度和回火温度

(续)
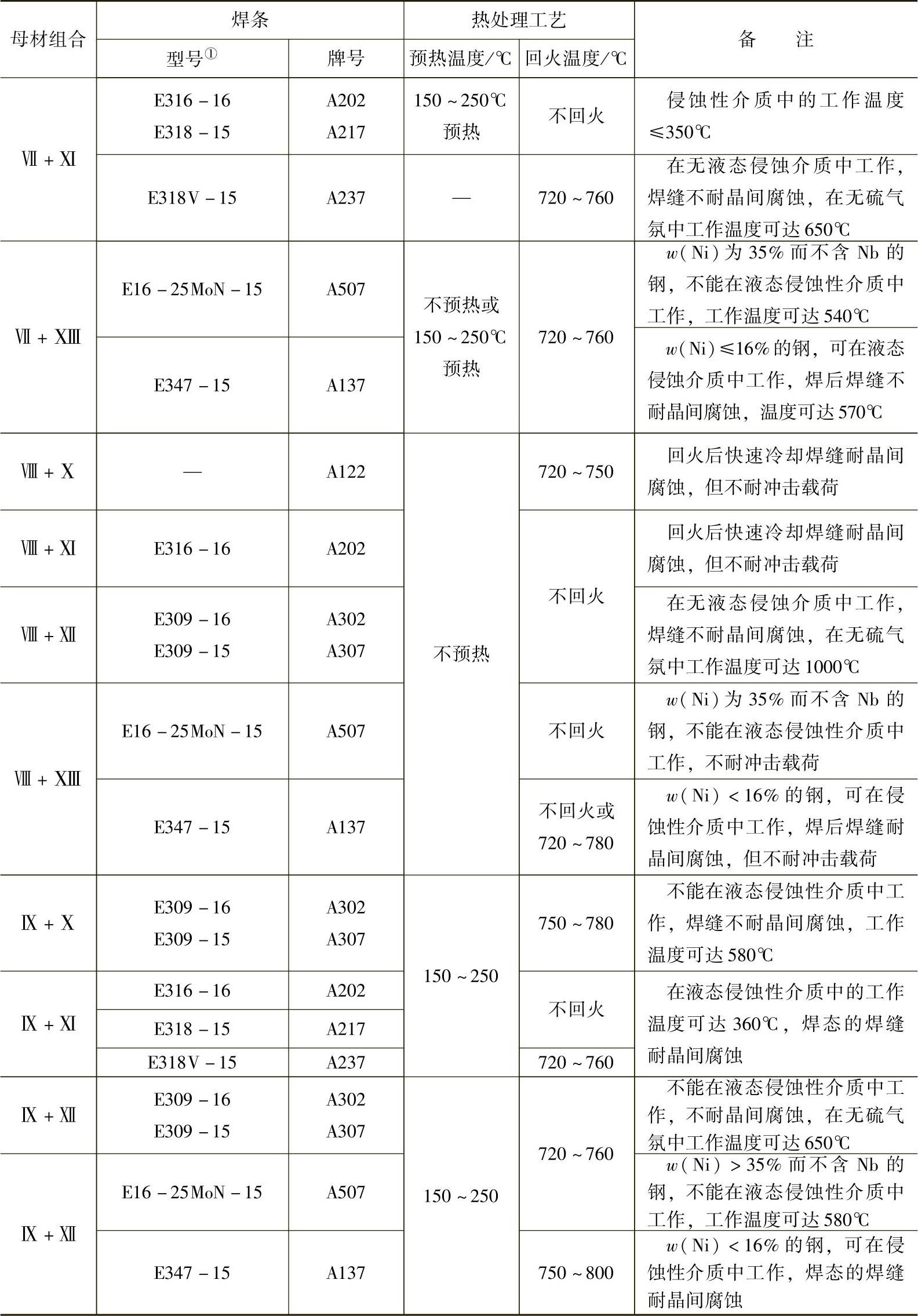
1.奥氏体型不锈钢与铁素体型高铬钢组合的焊接
(1)焊接性 奥氏体型不锈钢同种金属焊接的主要问题是易出现热裂纹,晶间腐蚀及刀蚀、点蚀及接头脆化,但在选用合理的焊接材料及焊接工艺条件下,上述三个问题是比较容易解决。奥氏体不锈钢的塑韧性较好且不可淬硬,这是奥氏体型不锈钢最大的优点,不会出现冷裂纹,焊接性一般较好。
铁素体型高铬钢同种金属焊接的主要问题是接头热影响区的高温脆化或称做粗晶脆化及晶间腐蚀。高温脆化(粗晶脆化)因为发生在母材热影响区焊接热循环过程中的晶粒急剧长大,因此,不可能通过焊接材料选择来解决,只能采取焊接工艺措施来减弱粗晶区的宽度。
奥氏体型钢的脆化问题是发生在焊缝中,这是由于σ相(金属间化合物)的析出而引发的焊缝脆化,是可以通过焊接材料选择及工艺措施来解决的。奥氏体型不锈钢的热裂纹只发生在纯奥氏体型不锈钢焊缝。
奥氏体型不锈钢与铁素体型高铬钢组合的焊接性,主要取决于铁素体型高铬钢焊接性的要求。
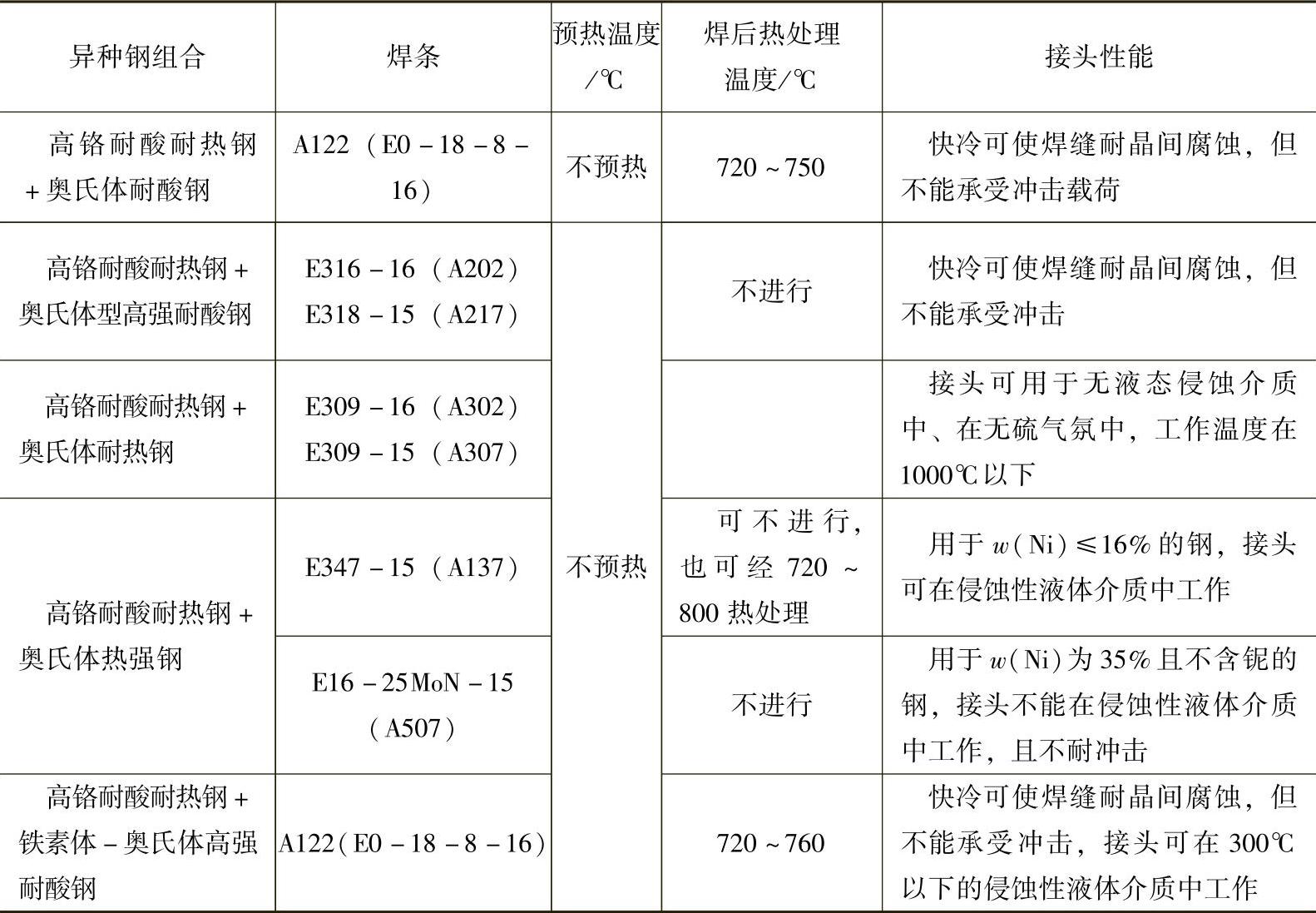
(2)焊接材料的选用 奥氏体型不锈钢与铁素体型高铬钢组合的焊接材料选择,既可以选用高铬钢焊条,也可以选用奥氏体型不锈钢焊条或焊丝。无论选用哪种焊条或焊丝,焊缝金属都会得到相同的奥氏体+铁素体型双相组织,抗热裂性良好,常温下塑性高,奥氏体型不锈钢与铁素体型高铬钢组合的气体保护焊用焊接材料、预热及焊后热处理工艺见表2-70。表2-71奥氏体型不锈钢与铁素体型高铬耐酸耐热钢焊接时的工艺条件和焊接接头性能。表2-71中采用了奥氏体型不锈钢焊条,表2-71和表2-69中的含有第Ⅷ类的组合(Ⅷ+Ⅹ、Ⅷ+Ⅺ、Ⅷ+Ⅻ、Ⅷ+ⅩⅢ)基本上是一致的。
表2-70 奥氏体型不锈钢与铁素体型高铬钢组合的气体保护焊用焊接材料、预热及焊后热处理工艺(https://www.xing528.com)
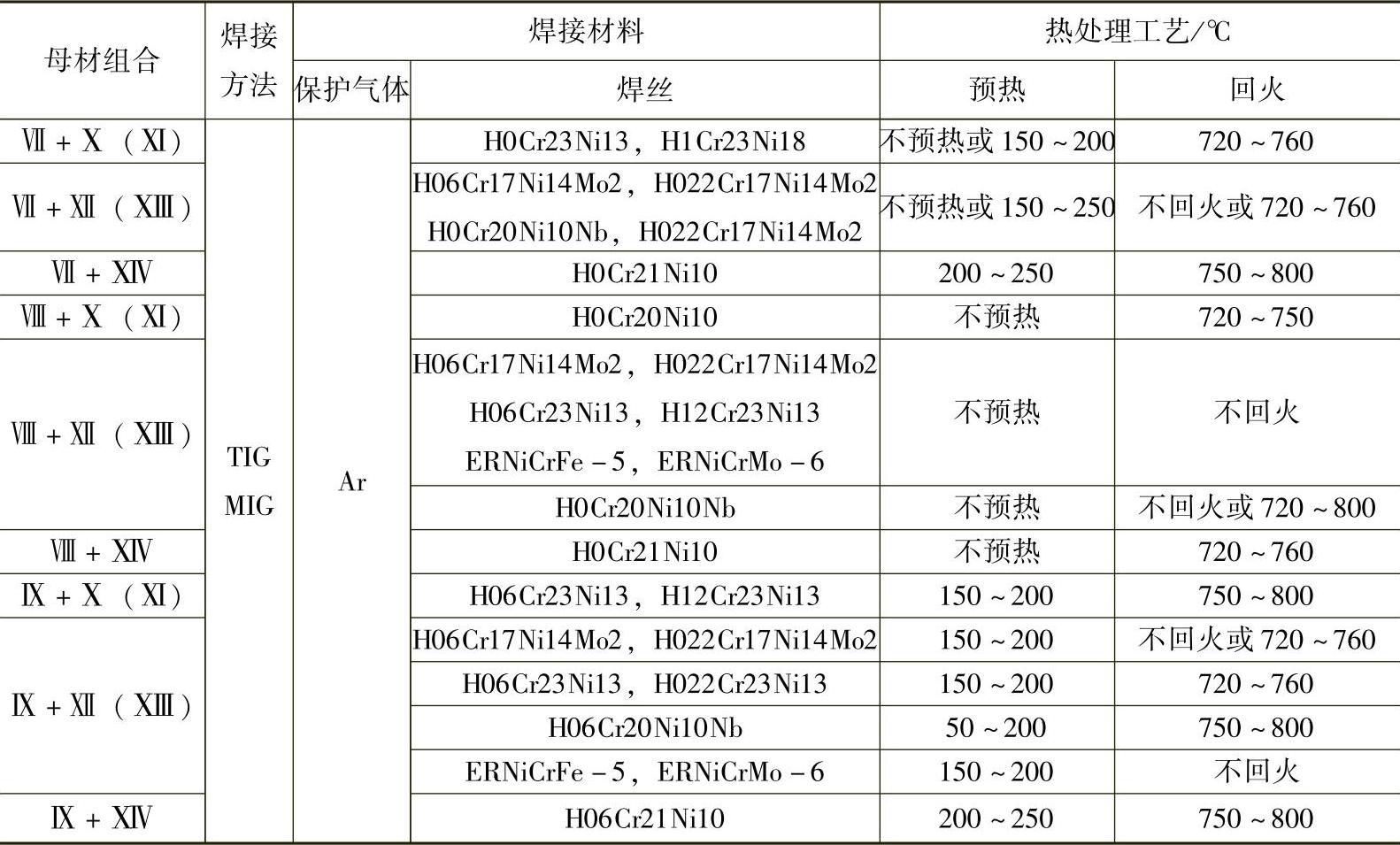
表2-71 奥氏体型不锈钢与铁素体型高铬耐酸耐热钢焊接时的工艺条件和焊接接头性能
(3)焊接工艺 焊条电弧焊时,应尽量采用小的焊接电流,快的焊接速度,焊道要窄,焊条不作横向摆动;多层焊时要严格控制层间温度,待前一焊道冷却后再焊下一道焊缝。这种工艺与铁素体型钢同种金属焊条电弧焊时相似,也是旨在减弱铁素体型高铬钢母材侧热影响区粗晶脆化的程度。
(4)焊后热处理 为消除焊接残余应力,焊后应高温回火,即加热到720~800℃,保温1.5~2h后空冷。
2.奥氏体型不锈钢与马氏体型高铬钢组合的焊接
(1)焊接性 奥氏体型不锈钢与马氏体型高铬钢组合的焊接性特点与珠光体钢和马氏体型不锈钢组合的焊接性相似,由于马氏体型高铬钢中存在脆而硬的马氏体组织,因此焊后冷却时在马氏体型高铬钢一侧焊接接头有明显的淬硬倾向。当焊缝金属为奥氏体组织或以奥氏体为主的组织时,由于焊缝金属在化学成分、金相组织与热物理性能及其他力学性能方面与两侧的母材有很大差异,焊接残余应力的产生不可避免,可能在使用过程中引起焊接接头的应力腐蚀破坏或高温蠕变破坏。
(2)焊接材料的选择 在组合焊接中要照顾焊接性较差的马氏体型高铬钢一方,只能采用奥氏体不锈钢焊条,表2-72是奥氏体型不锈钢与马氏体型高铬钢组合焊接时的工艺条件和焊接接头应用场合,表2-73为奥氏体型不锈钢与马氏体型高铬热强钢组合焊接时的工艺条件和焊接接头应用场合。并注意与表2-70中除含Ⅷ类组合之外的Ⅶ、Ⅸ类同Ⅹ、Ⅺ、Ⅻ、ⅩⅢ分别组合的对照。
表2-72 奥氏体型不锈钢与马氏体型高铬钢组合焊接时的工艺条件和焊接接头应用场合
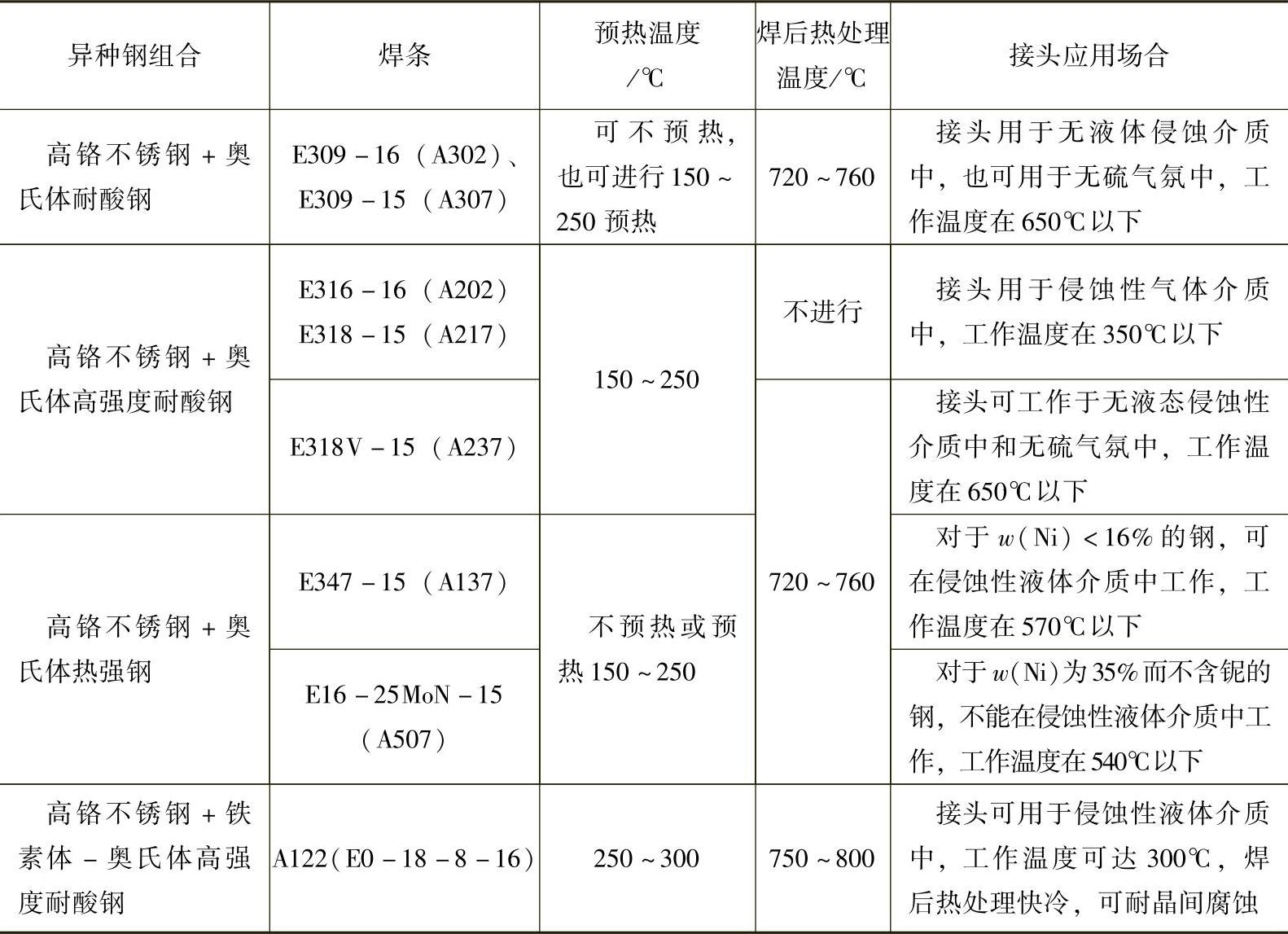
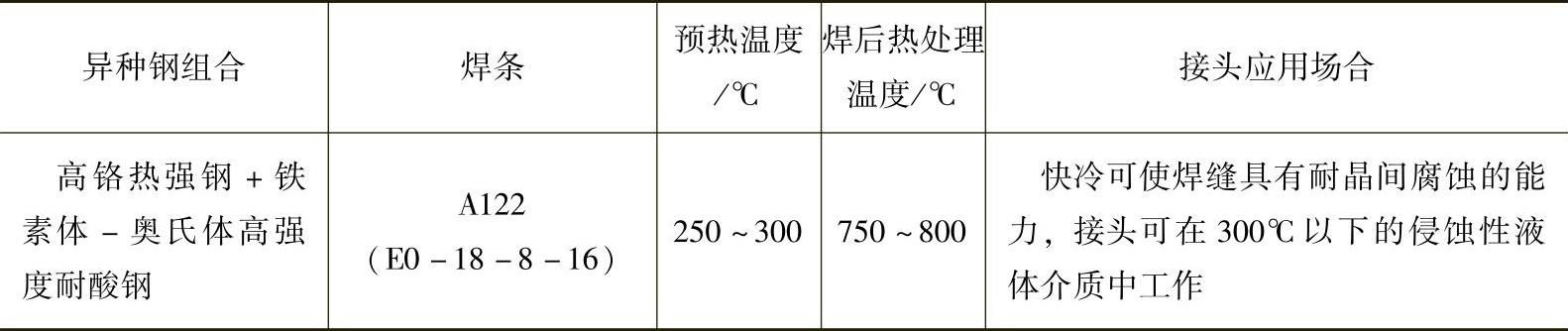
表2-73 奥氏体型不锈钢与马氏体型高铬热强钢组合焊接时的工艺条件和焊接接头应用场合
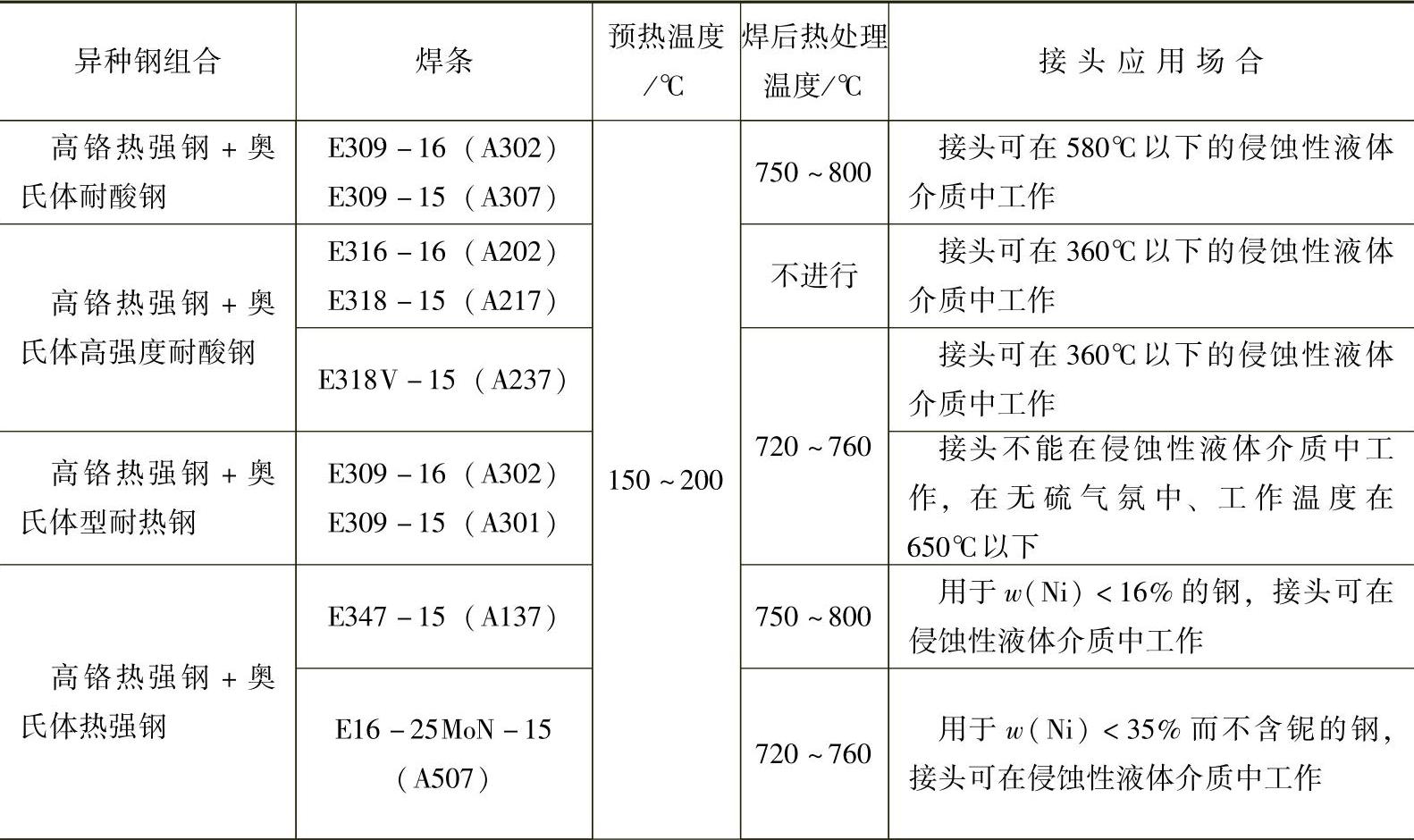
(续)
(3)焊接工艺要点 在奥氏体型不锈钢与马氏体型高铬钢焊接前,首先对马氏体型高铬钢的待焊处进行焊前预热。在焊接时,宜采用较大的焊接电流和稍慢的焊接速度的焊接参数,这与奥氏体型不锈钢与铁素体型高铬钢焊接时采用的焊接参数略有不同。在焊接过程中,焊条可作横向摆动,适当加宽焊道。焊接材料可以选用奥氏体型不锈钢或马氏体型不锈钢,但焊后应进行缓冷,当焊件冷却到150~200℃时,需要进行适当的高温回火。
[1]Q295钢在GB/T1591—2008标准中已取消,但目前在有些工程中仍使用,下同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。