



由于间接焊采用了过渡段的方式,因此实际焊接时呈现的为钢和钛,分别是同种金属的焊接,即钢和钢、钛和钛的焊接。对应钢侧,一般是低碳钢或不锈钢,少数情况下也有其他合金钢。其熔焊焊接性都比较好,而且熔焊工艺较为成熟,对各种熔焊方法都有较好的适应性。因此,这里只讨论钛侧的熔焊工艺,因为钛及钛合金同种金属的熔焊焊接性比钢铁材料的复杂得多。
1.TIG焊
间接焊接法中钛侧的TIG焊,可分为敞开式和箱内式两种焊接方式。它们各自分为手工TIG焊和自动TIG焊两种。
敞开式焊接就是手工TIG焊,依靠焊枪喷嘴、拖罩和背面保护装置等三个部件都通以适当流量的氩气或氩和氦的混合气体,将焊接高温区与空气隔离,以避免间隙元素(空气中的O、N、H)对接头高温区的沾污,防上焊接接头质量的恶化。
(1)喷嘴保护 由于钛及钛合金的导热性差、散热慢、高温停留时间长,加之钛的活性强,因此其喷嘴直径要比钢铁材料的焊接时大一些,一般取16~18mm,喷嘴到焊件的距离应小一些。为提高保护效果和保证可见性及焊枪的可达性,建议采用双层气流保护的焊枪。
(2)拖罩保护 对于厚度大于1mm的焊件,应当正反面都采用拖罩保护加热区。拖罩尺寸为:宽25~60mm,长40~100mm(手工TIG焊)或60~200mm(自动TIG焊),可根据焊件厚度而定。焊件越厚要求拖罩越长,拖罩与焊枪做成一体,环形焊件可以做成弧形拖罩。焊接拖罩结构示意如图3-20所示。
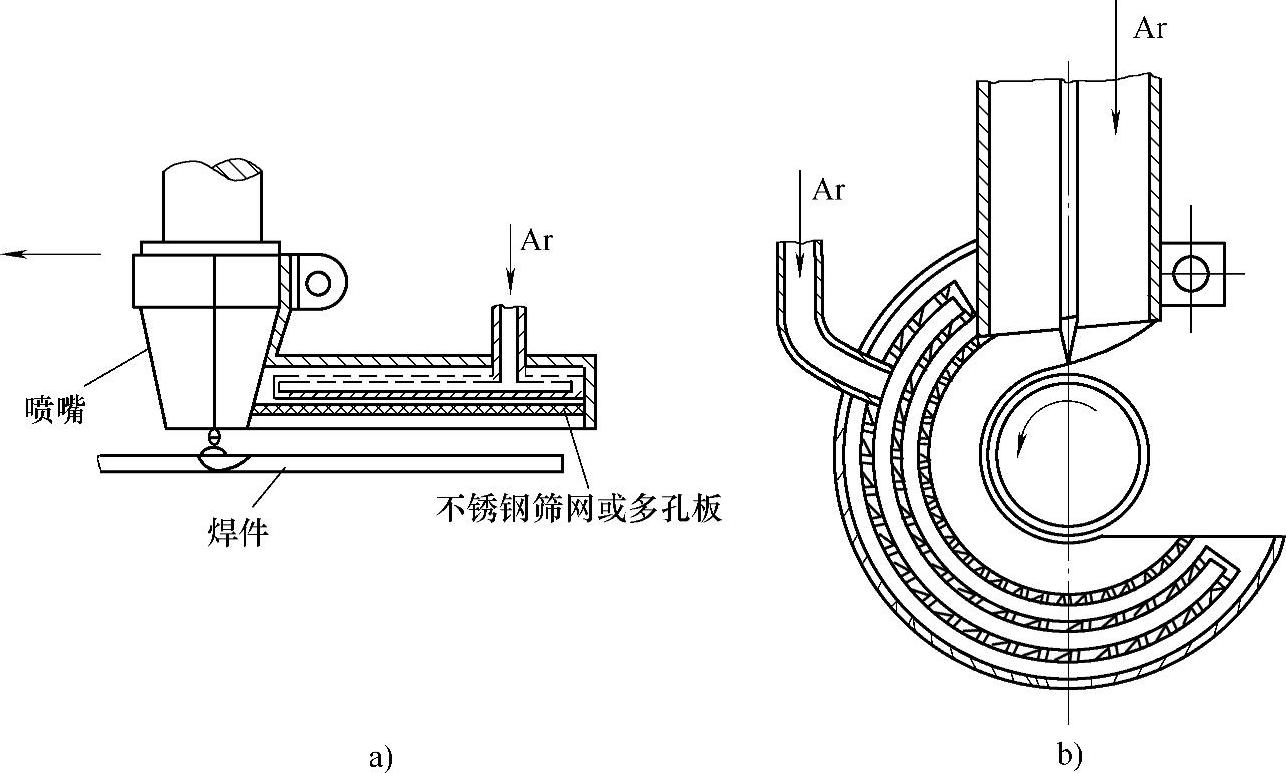
图3-20 焊接拖罩结构示意图
a)直缝用拖罩 b)环缝用拖罩
图3-20中不锈钢筛网与多孔板起到气筛作用,使氩气变为纹流,两端距焊件10~20mm,拖罩用水冷以防止过热。接头背面也必须有类似拖罩的保护装置。与正面拖罩一样,多孔板孔径为1.0mm,孔距8~10mm。钛及钛合金密度小,熔池背面张力大,焊漏(熔池塌陷)的可能性极小。为保证成形,背面采用纯铜带有凹槽的垫板,槽深为2mm,宽3~8mm,槽下有通气孔,并覆以拖罩(气罩)。
(3)箱内焊接 结构复杂的焊件由于难以实现良好的保护,宜在箱内焊接。箱体可以分为刚性和柔性两种。刚性焊接箱多用不锈钢制造,柔性焊接箱可用薄橡胶、透明塑料等制造。在刚性焊接箱先抽真空到1.3~13Pa,然后充氩气或氩-氦的混合气即可进行焊接。焊枪结构简单,不需要保护罩,也不必另外通保护气;在柔性焊接箱可以采用抽真空的方法,也可以采用多次折叠充氩气的方法排除箱内空气。由于柔性焊接箱内的氩气纯度低,焊接时仍用一般焊枪,并通以氩气进行保护。
焊接坡口的设计要求如下:板厚δ≤1.2mm时,可采用卷边方式:板厚δ≤2.0mm时,可开I形坡口。间隙为0~0.5mm,自动焊间隙要小些。在2.5~6.0mm可开单面50°~90°的V形坡口,坡口间隙为0~0.5mm。自动焊可不留间隙,钝边高度控制在0.5~1.0mm之间,自动焊时可加大到1~2mm。板厚6~38mm可开双V形的坡口,角度、钝边与间隙的数据请参考V形坡口。
为减少焊接接头过热产生粗晶,提高接头塑性,减少焊接变形和降低装置精度要求,可以采用脉冲焊。脉冲频率一般为2~5Hz。用此工艺,当板厚0.5mm时,变形可减少30%,2.0mm时,可减少15%左右。
TIG焊时引入超声波,可加剧熔池的振动和搅拌,促进晶核的形成,有效抑制树枝晶的长大,促进等轴化,从而提高焊接接头的力学性能。TC4钛合金的TIG焊接接头力学性能见表3-36。
表3-36 TC4钛合金TIG焊的焊接接头力学性能

对于间接焊法中钢的一侧,除填充金属不同外,焊接工艺应与钛侧相同。因为过渡段接头不管是热轧还是焊接(扩散焊或钎焊、爆炸焊)制成,其宽度都比较小,钢侧焊接时钛侧都要受到其热过程的影响。(https://www.xing528.com)
2.A-TIG焊(活性剂TIG焊)
有资料显示钛及钛合金采用A-TIG焊时,与常规TIG焊比较,也有其明显的优点。如板厚为10mm的BT14钛合金采用A-TIG焊,在相同的焊接参数条件下(焊接电流为120A、焊接速度20m/h),熔深比TIG焊增加了2.3倍,熔宽则减少50%,板厚为2.5mmTC4钛合金常规TIG焊与A-TIG焊的焊接参数比较见表3-37。
表3-37 2.5mmTC4钛合金常规TIG焊与A-TIG焊的焊接参数比较

填充焊丝为ϕ1.2mm的TA2,在获得良好成形和焊透条件下,A-TIG焊的热输入只有常规TIG焊的34%。这对减少焊接变形和接头粗晶非常有利,焊接气孔也明显地减少,ϕ0.3mm以下的气孔只有1~2个,而常规TIG焊为15~30个。表3-38是TC4钛合金的焊接接头力学性能比较,显示了A-TIG焊焊接TC4钛合金的优势。
表3-38 TC4钛合金的焊接接头力学性能比较

此外,由于A-TIG焊属于熔透成形,而不是等离子弧焊的小孔成形,所以焊缝成形特别是环缝收尾时的焊缝成形比等离子弧焊更易获得满意的效果。
但是由于钛及钛合金的活性强,钛金属对A-TIG焊的活性剂选择特别敏感和严格,不能采用氧化性的活化剂,只能采用某些特定的碱土金属的卤化物,如MgCl2、MgF、AlF3等多种卤化物的混合物,而且还需要在混合物中加入少量的TiO2等氧化物来作为钛合金A-TIG焊的活性剂。因为A-TIG焊中,氟化物能够使电弧收缩,而氧化物能改变熔池流动方向,这是由于A-TIG焊的熔深增加和熔宽减小的两个原因。
并不是所有碱土金属卤化物都可以作为钛金属的A-TIG焊的活化剂,表3-39显示了不同碱土金属氟化物试验结果,只有氟化物(如MgF2)效果最好。氟化物对厚2.5mm钛合金熔透效果的影响见表3-39。
表3-39 氟化物对厚2.5mm钛合金熔透效果的影响

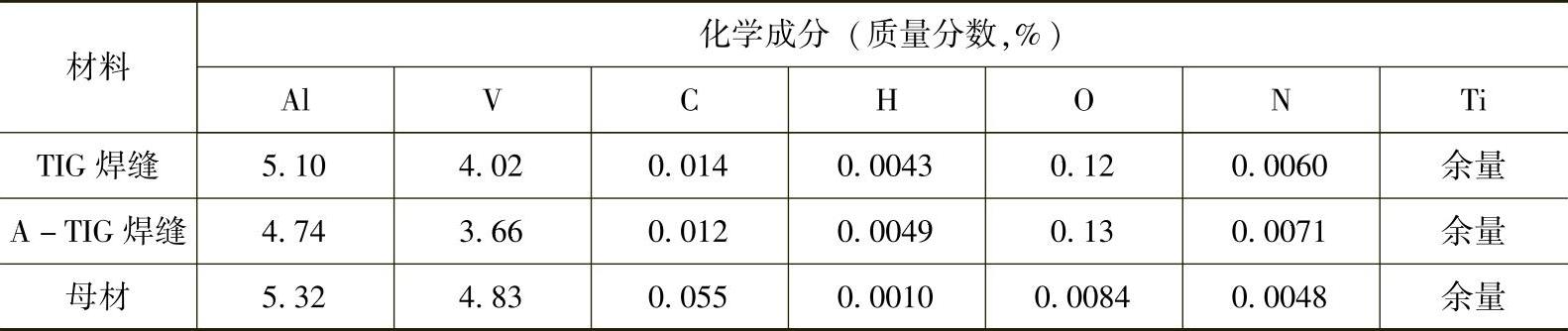
但单独使用氟化物时熔点太低,所以需采用几种氟化物的混合配方。混合配方中的少量TiO2虽然属于氧化物,也确实使焊缝金属化学成分中的含氧量略微增加(见表3-40)。但不妨碍最终结果,使焊接接头的力学性能令人满意。钛合金的A-TIG焊的保护措施应与常规TIG焊相同,同样应当采用大口径喷嘴、接头正面拖罩、焊缝背面铜垫板、拖罩装置,以及必要时的箱内焊接。
表3-40 焊缝金属的化学成分
对于钢与钛及钛合金组合的间接焊接法中的钢侧,虽然是钢与钢的同种金属焊接,由于过渡段接头的横向尺寸较小,因此钢与钢的同种金属焊接时的热过程将会影响已焊完或未焊的钛侧同种金属的焊接,接头(热影响区及焊缝)的温度上升而引起间隙元素的污染,为此同样建议钢侧也采用与钛侧接头相同的焊接方法和保护措施。当然,钢侧可用与钛侧不相同的活化剂及填充金属,钢的同种金属焊接对各种熔焊方法的适应性比钛大得多。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。