



1.概述
镍基合金(镍基高温合金及镍基耐蚀合金)的焊接性是指在某一工艺条件下,对合金产生的裂纹、气孔的敏感性,接头的连续性、接头组织的均匀性、接头力学性能的等强度和工艺措施的复杂性的综合评价。
在分析镍基高温合金及镍基耐蚀合金的焊接性时,需注意分别与耐热钢、不锈钢(耐酸型不锈钢)的焊接性进行比较,有很多相同之处。同时,还应注意耐热钢、不锈钢与镍基高温合金、镍基耐蚀合金在化学成分、强化处理、性能及应用场合的亲缘关系,既有共同点,又有各自的优势。本来这四种金属及合金是为追求相同的目标而开发的,本应属于同一个族系,都具有相应的抗氧化及耐蚀性与高温服役能力,更容易比较分析,但在分类学上的歧义,结果变成了各自独立的系统和篇章,割断了其技术理论渊源,只能尊重技术市场的现实。
2.熔焊的焊接性
镍基高温合金熔焊的主要问题是对热裂纹的敏感性,镍基高温合金不存在气孔问题。熔焊时裂纹倾向的大小决定了熔焊的难易程度。如果将难易程度分为A、B、C三个等级,则镍基高温合金中固溶强化合金属于A级、时效强化合金属于B级、铸造合金最难焊,属于C级。在镍基、铁基和钴基高温合金中,镍基高温合金属于A级、铁基高温合金属于B级、钴基高温合金属于C级。影响高温合金熔焊焊接性的因素,归纳有如下几点:
(1)合金因素的影响 高温合金中除S、P外,Al、Ti、Si、B等元素对其焊接性能有较大的影响。这些元素含量高时会使合金的焊接裂纹敏感性增大。其中Al和Ti含量的影响较大,故按Al、Ti总含量的不同,可将高温合金焊接难易程度分为A—易焊、B—可焊、C—难焊三类,如图3-22所示。
(2)焊前合金状态的影响 高温合金的焊前状态对其焊接裂纹敏感性有较大的影响。焊前经固溶处理的裂纹敏感性较小,经冷轧、平整或时效处理的裂纹敏感性明显增大。故各类高温合金一般都要求在固溶或退火状态下进行焊接。
(3)焊前表面清理 对于高温合金焊前彻底清理待焊表面是尤为重要的。S、P及Pb、Sn、Sb等低熔点元素会促使焊缝形成热裂纹。甚至油、漆、纤维或铅笔痕迹等都会污染焊缝和热影响区。微量的铜溶入钴基合金焊缝亦将导致产生热裂纹,所以在钴基合金熔焊时,如果需要用垫板,推荐采用不锈钢或镀铬的铜垫板。
(4)焊后热处理 对于重要构件,焊后需进行消除应力处理。其目的是消除焊接残余应力,改善接头的组织和性能。一般可采用固溶或中温消除应力处理。应力是变形和产生延迟裂纹的动力源。
3.焊接方法的选择
(1)电弧焊 高温合金中镍基固溶强化合金对各种电弧焊的焊接方法适应性很强,如焊条电弧焊、TIG焊、MIG焊及埋弧焊都可以采用。
(2)各种高温合金可以采用的电弧焊方法 见表3-55。
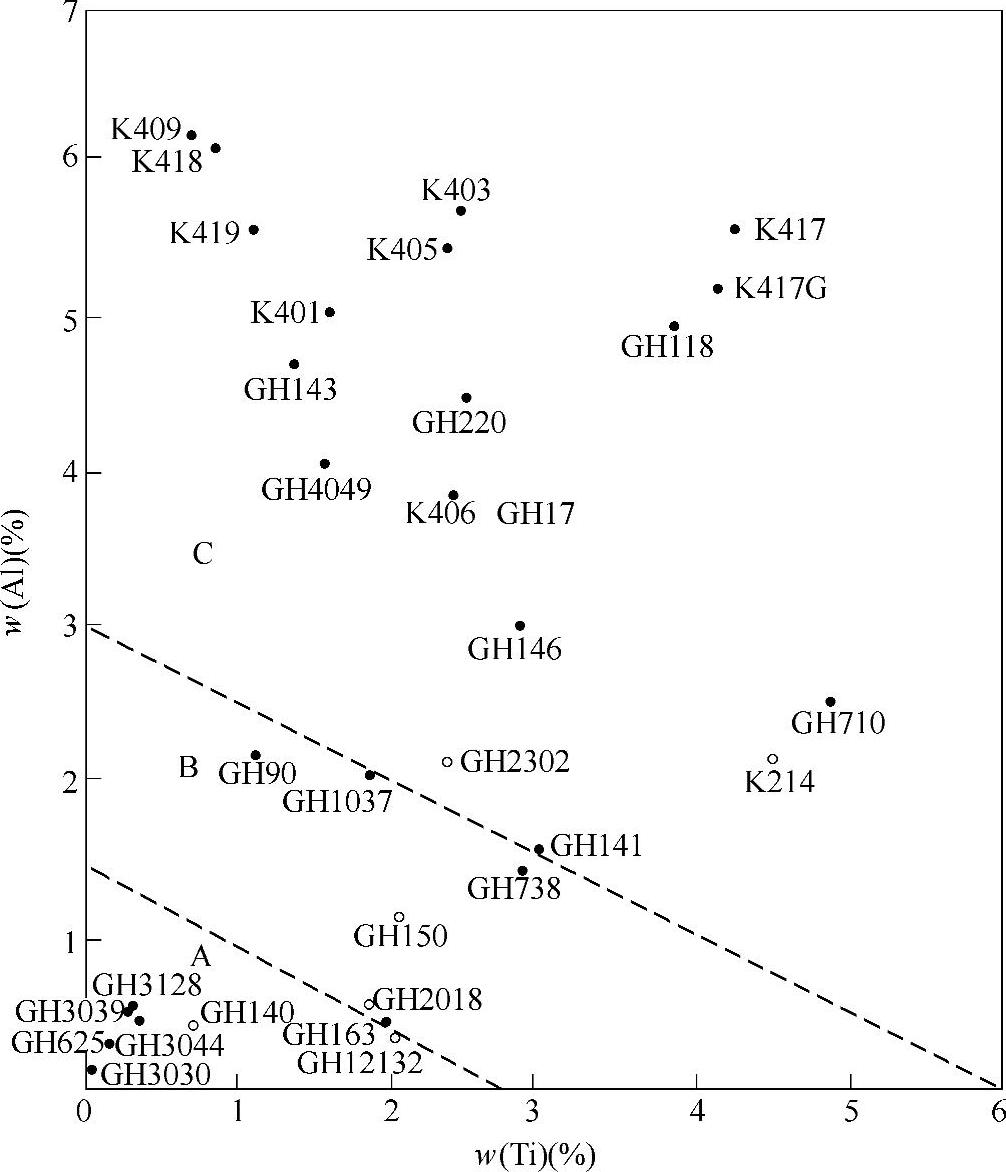
图3-22 高温合金焊接难易程度与Al、Ti总量的关系
A—易焊 B—可焊 C—难焊
表3-55 高温合金可采用的电弧焊方法

(续)
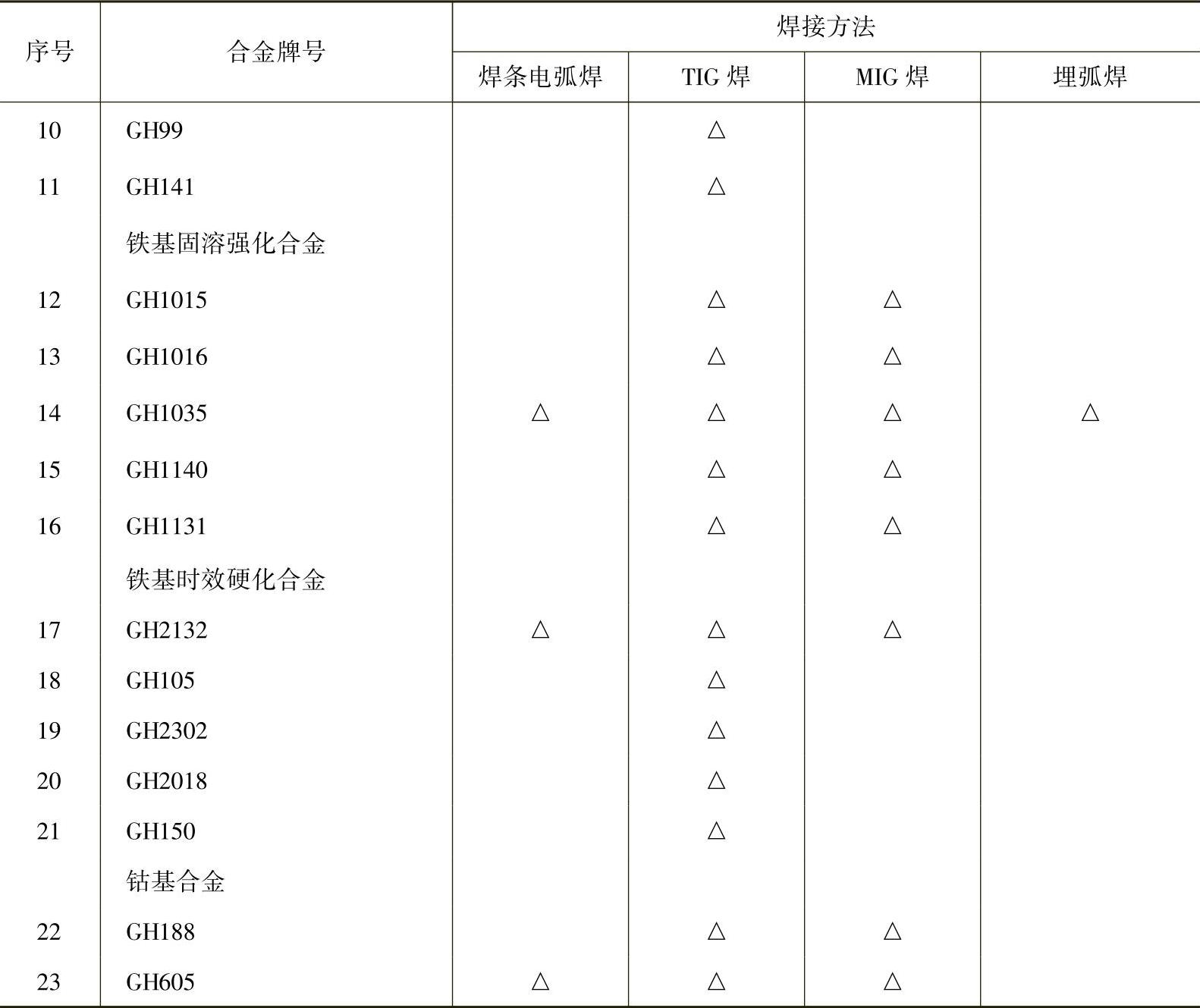
① 上表中△表示高温合金可采用的焊接方法。
由于TIG焊及MIG焊技术的进一步发展与提高成熟,曾在早期,高温合金采用过的高温合金焊条电弧焊及埋弧焊,因为其自身的缺点而很少被采用了。由于焊条电弧焊自身保护效果不好,与埋弧焊一样,焊接过程中强化元素会被烧损以及焊缝金属增碳、增硅和耐蚀性的下降等原因,使得合金中铝及钛元素含量增加,则合金的裂纹敏感性显著增加,其焊接性变差。此外对裂纹倾向敏感的时效强化型镍基高温合金和铁基时效强化型高温合金,都不能采用焊条电弧焊和埋弧焊。
另外,MIG焊虽然保护效果好,但电弧功率较大,热输入高,且不可控制,对于塑性较差的时效强化型高温合金(无论镍基还是铁基)都会产生热应力而导致裂纹。所以只有固溶强化型高温合金可以用MIG焊,也只能采用在一定范围内可调节热输入的脉冲MIG焊接法。
显然只有TIG焊对所有高温合金(固溶强化型、时效强化型)都有最好的适应性,当然铸造高温合金除外。TIG焊电源系恒流特性,在焊接电流不变的条件下,电弧功率随机可调,且填充金属与电弧没有电的联系,焊缝成分也可以在焊接过程中随机可调。TIG焊是有名的高质量、低热输入、低效率焊接法。TIG焊接电流在5~10A范围内时,电弧能稳定地燃烧,而MIG焊焊接电流却必须大于焊丝直径的50~200倍。
高温合金的焊件普遍采用TIG和MIG焊,在航空、航天、能源、化工等工业部门生产中,是成熟工艺。固溶强化型镍基高温合金TIG焊具有良好的焊接性,在焊接操作时,只要采取较小的热输入和稳定的电弧,则可避免结晶裂纹,获得良好质量的焊接接头,无需采取其他工艺措施。
时效强化型高温合金TIG焊时,因焊接性差,有一定难度。要求这种合金在固溶状态下焊接,焊接时采用合理的接头设计和焊接顺序,使结构有小的拘束度;可采用抗裂性好的焊丝,用小的焊接电流,以改善熔池的结晶状态,避免形成热裂纹。
高温合金的特性造成了TIG焊熔池的熔深较小,不足碳钢的一半,为奥氏体型不锈钢熔深的2/3左右,因此在接头设计时,应加大坡口,减小钝边高度和适当加大根部间隙,焊接过程中注意未焊透和根部缺陷;或者采用活性剂(A-TIG焊),以增加熔深,改善焊缝成形,并提高生产效率。(https://www.xing528.com)
图3-23为高温合金对接焊时的接头坡口形式,图中激冷块和垫板采用纯铜制成,只有钴基合金焊接时要求在纯铜垫板上进行镀铬。垫板成形槽内应有分布均匀的通入保护气体的小孔,以保证背面保护良好。
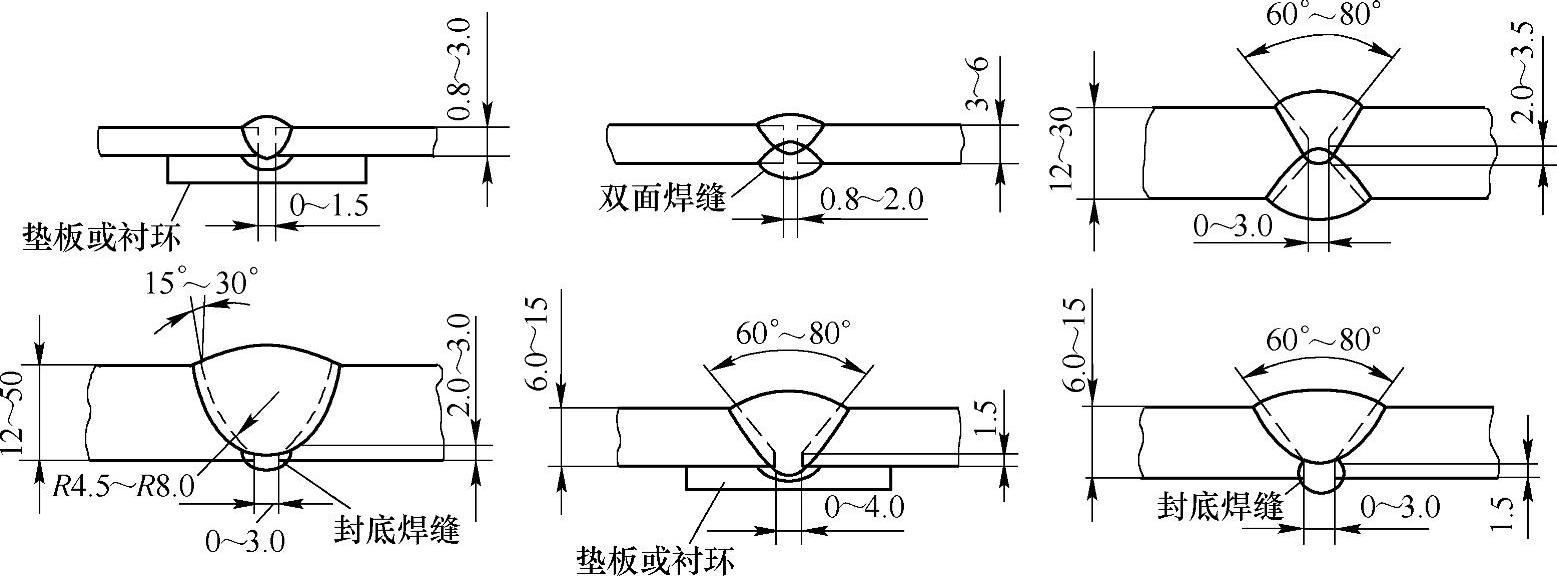
图3-23 高温合金对接焊的接头坡口形式
高温合金TIG焊时熔池流动性较差,熔深较小,接头设计时要求加大坡口角度,钝边高度减小,根部间隙加大。图3-23中可见根部间隙可达3~4mm,这是其他金属材料TIG焊时所没有的。当然,增大了填充金属量。
TIG焊的填充金属在特殊情况下可以用母材的板料切条,一般采用焊丝。焊接用高温合金焊丝牌号及成分见国家标准GB/T14992—2005。
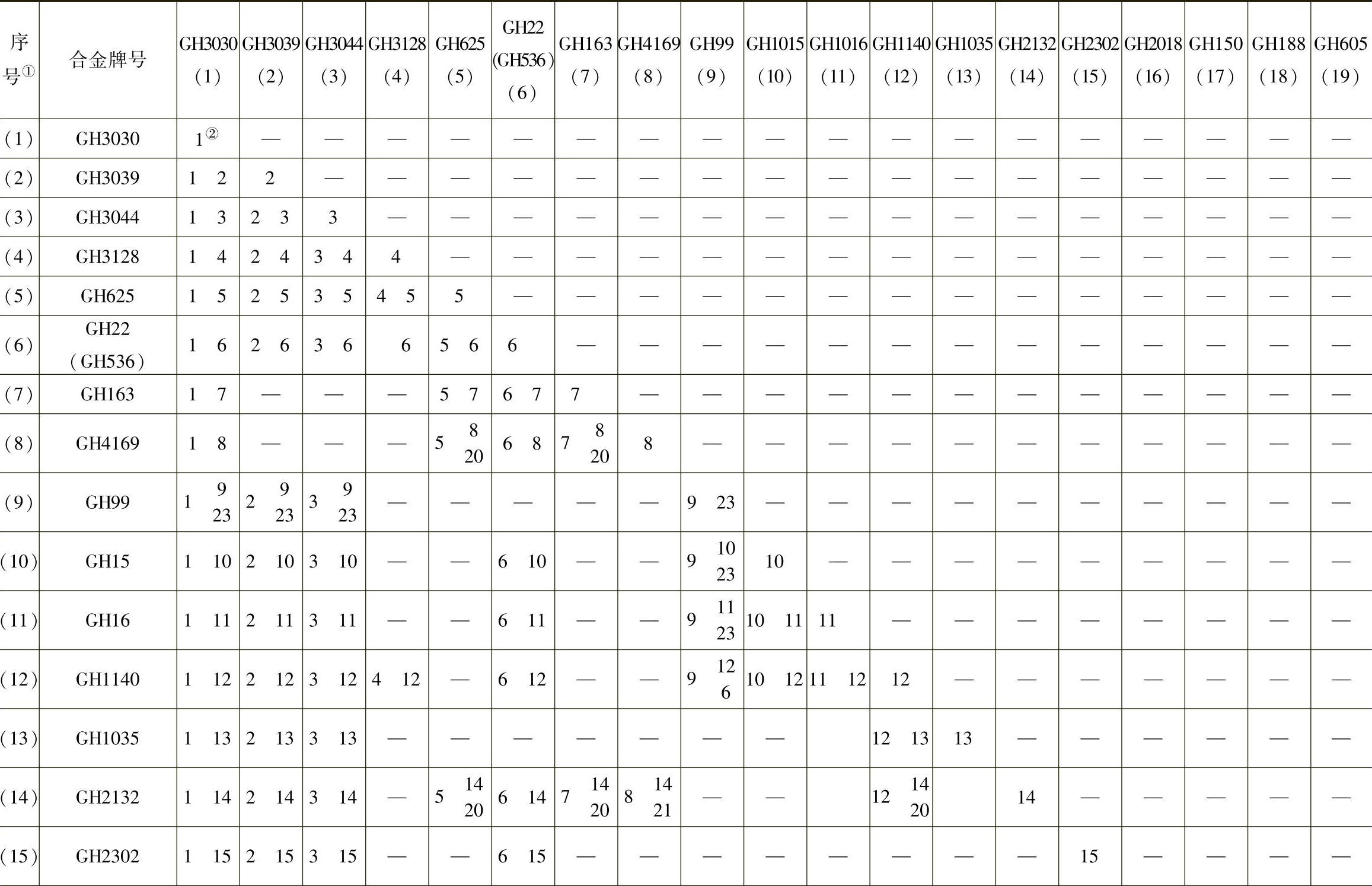
表3-56是相同与不相同牌号异种高温合金组合的TIG焊用焊丝(含与不锈钢组合异种金属焊接用焊丝)。
表3-56 相同与不相同牌号异种高温合金组合TIG焊用的焊丝(含与不锈钢组合异种金属焊接用焊丝)
(续)

①表中序号(1)~(9)为镍基合金,其中(1)~(6)为固溶强化型合金,余为沉淀强化合金(10)~(17)为铁基合金,其中(10)~(13)为固溶强化型合金,余为沉淀强化合金(18)、(19)为钴基合金
②表中1~24分别为不同牌号焊丝的代号,每一数字所代表的焊丝牌号如下:
③21~23号焊丝均为镍基合金,其主要成分质量分数,%如下:
20—HGH3113(Ni-15Cr-3W-15Mn HastelloyC,ЭП367)
21—HSG-1(Ni-5Cr-24Mo Hastelloy WЭП595)
22—HSG-5(Ni-20Cr-8Mo HastelloyX)
23—ЭП533(Ni-20 Cr-8W-8Mo-3Ti-Al)
固溶强化型高温合金与铝、钛含量较低的时效强化型高温合金焊接时,可选用与母材化学成分相同或相近的焊丝,以获得与母材性能相近的接头。焊接铝、钛含量较高的时效强化型高温合金或拘束度较大的焊件时,为防止产生裂纹,推荐选用抗裂性好的Ni-Cr-Mo系的合金焊丝,如HGH3113、SG-1和HGH3536等。这类焊缝金属不能经热处理进行强化,接头强度低于母材。若选用焊接铝钛的Ni-Cr-Mo系HGH3533合金焊丝(Ni-20Cr-8Mo-8W-3Ti-Al),则会使接头具有一定的抗裂性和较高的力学性能,可通过时效处理提高接头的性能。钴基高温合金可采用与母材成分相同的或Ni-Cr-Mo系合金的焊丝。手工TIG焊时,可以采用母材合金板材的切条作为填充金属。
不同牌号高温合金组合焊时,焊丝的选用原则是:在满足接头性能要求的情况下,首先选用组合焊接合金中焊接性好、成本低的焊丝,抗裂性还不能满足要求时,则可选用Ni-Cr-Mo系合金的焊丝。
(3)高能束焊 等离子弧焊、电子束焊以及激光焊都属于高能束焊焊接方法,只不过三者分别以离子束流、电子束流及光子束流为其热源。这三者高能束焊共同的特点是热输入精确可控、热影响区窄小,在低热输入条件下可得到深宽比较大的焊缝,电子束焊和激光焊比等离子弧焊更为典型。
电子束焊和激光焊可以成功地焊接固溶强化型高温合金,也可以焊接电弧焊难以焊接的时效强化型高温合金。接头强度系数相对比较高,可达90%以上,甚至达到100%。
(4)压焊 电阻焊是压焊的重要分支,无论是工作量、重要性还是实用性,电阻焊都是仅次于熔焊的第二重要焊接工艺方法。电阻焊包括点焊、缝焊、凸焊及闪光对焊等。采用这些焊接方法焊接镍、镍基高温合金(包括铁基、钴基高温合金)一般均无问题。点焊、缝焊常以高温合金制作薄壁构件,如航空发动机的燃烧室和可调喷口等。高温合金的电阻率大,热强度高,焊接时所需的焊接电流小,电极压力大,可以进行高速焊或快速焊,这些要点与不锈钢的点焊完全一样。高温合金(镍基及铁基)无论固溶强化型还是时效强化型,都具有较好的点焊焊接性。只要采用控制焊接参数精度高、可提供较大电极压力的气压式固定点焊机,无需采用特殊措施,即可获得良好的焊接接头质量,但铸造高温合金不能采用点焊的方法。
摩擦焊可以焊接各种高温合金,包括粉末高温合金和OD5合金等,并易于实现异现金属的焊接,如GH141和K409合金分别与超高强度钢等材料进行摩擦焊。摩擦焊的焊接接头强度系数远比电阻焊高,一般在90%以上,多数可达到100%。
扩散焊几乎可以焊接各类高温合金,如机械合金化型高温合金,含铝、钛的铸造高温合金等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。