



1.概述
与低碳钢、不锈钢相比,镍基耐蚀合金也有奥氏体型不锈钢焊接时所发生相类似的问题,即有电弧焊时的热裂纹倾向、气孔和晶间腐蚀倾向等。奥氏体型不锈钢实际上是铁基耐蚀合金。由于二者同是单相奥氏体组织,冷却结晶过程很快,因此会产生相同的焊接缺陷,其产生原因大体相同。
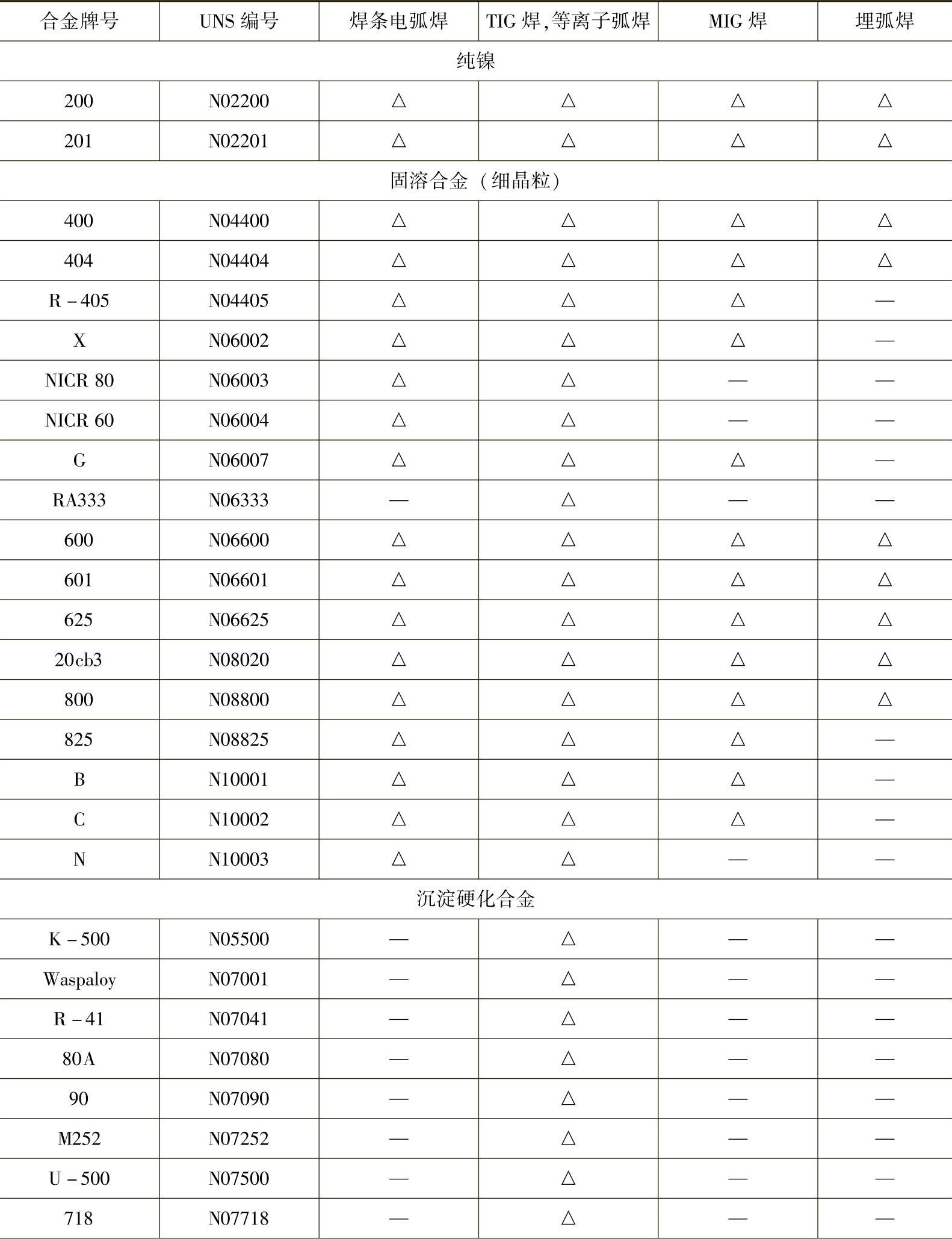
可以采用焊接镍铬奥氏体型不锈钢的各种电弧焊方法焊接镍基耐蚀合金。适用于某些镍基耐蚀合金的电弧焊方法见表3-57。
表3-57 适用于某些镍基耐蚀合金的电弧焊方法
(续)
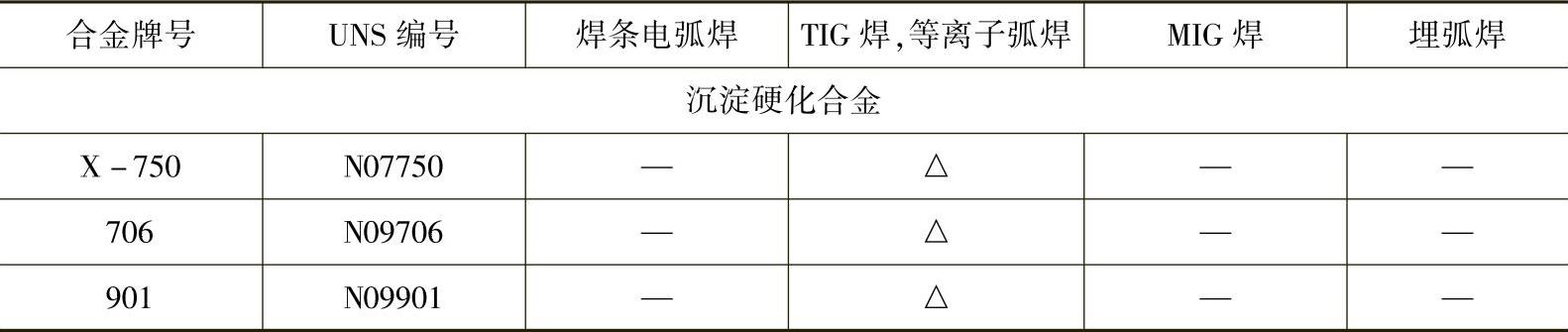
注:1.UNS为美国统一数字编码系统的英文缩写。
2.△表示推荐使用。
3.晶粒尺寸不大于ASTM标准5级为细晶粒。
由表3-57可知,对于时效强化(沉淀硬化)型耐蚀合金不适合采用焊条电弧焊、MIG焊和埋弧焊。其道理与时效强化型镍基高温合金相同,不适合采用上述这三种方法的原因是一样的。其理由之一是时效强化也主要依靠Ti、Al等元素来实现。若采用渣系中具有金属氧化物及保护效果并不理想的焊条电弧焊、埋弧焊方法,则会使钛、铝等极易氧化的元素烧损,使焊接接头的高温性能和耐蚀性下降;其二是镍基耐蚀合金与镍基高温合金一样,具有低熔透性的特点,熔池液态金属流动性差,熔深小,不像钢焊缝金属那样容易润湿展开,即使增大焊接电流也不能改善焊缝金属的流动性,反而会产生有害作用,这也是镍基耐蚀合金的固有特性。如果焊接电流超过推荐范围,会使熔池过热,增大热裂纹的敏感性,同时也会使焊缝中的脱氧剂蒸发,产生气孔。时效强化型镍基耐蚀合金特别适用于小的热输入焊接方法,而MIG焊及埋弧焊热输入太大,且不可控。因此,只有TIG焊可以适应时效强化型耐蚀合金的熔焊。可以与镍基高温合金可采用的电弧焊方法(见表3-55)进行比较,几乎相同。不同之处在于固溶强化型高温合金不推荐采用焊条电弧焊及埋弧焊,而固溶强化型镍基耐蚀合金却推荐采用焊条电弧焊与埋弧焊,且是常用方法。其理由是Ti和Al元素在固溶强化型耐蚀合金中含量少(属于冶炼杂质),并不重要。更重要的是耐蚀合金有专用焊条、专用埋弧焊焊剂,而镍基高温合金却没有。
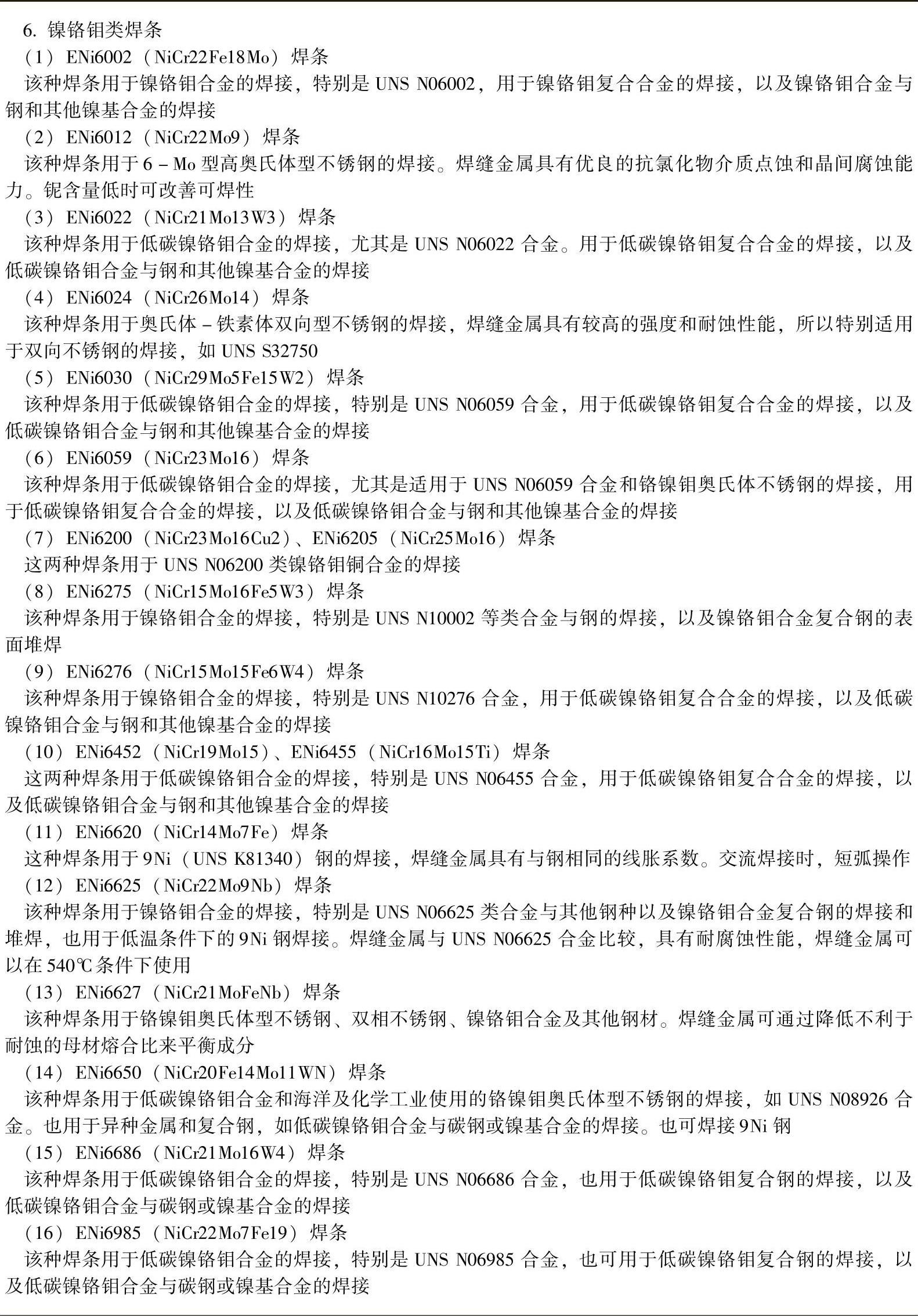
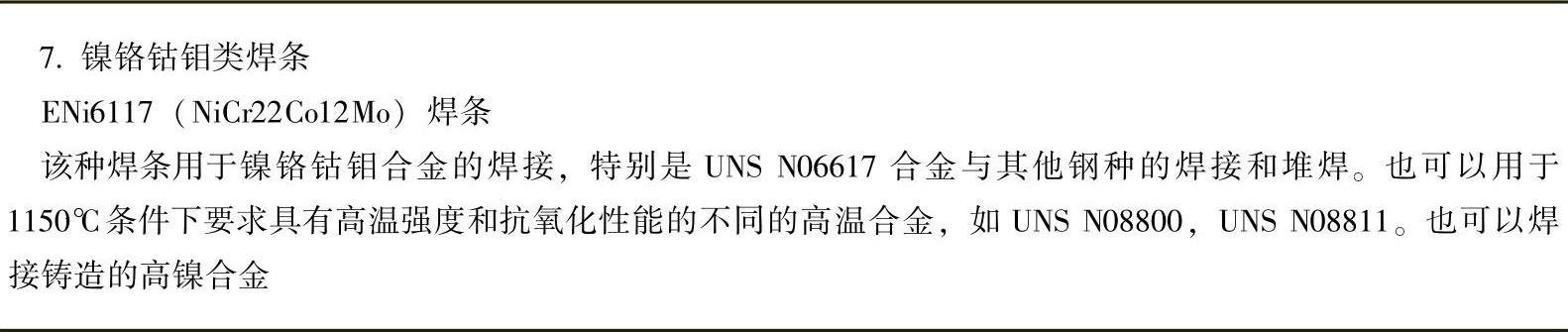
2.镍基耐蚀合金焊条电弧焊的专用焊条
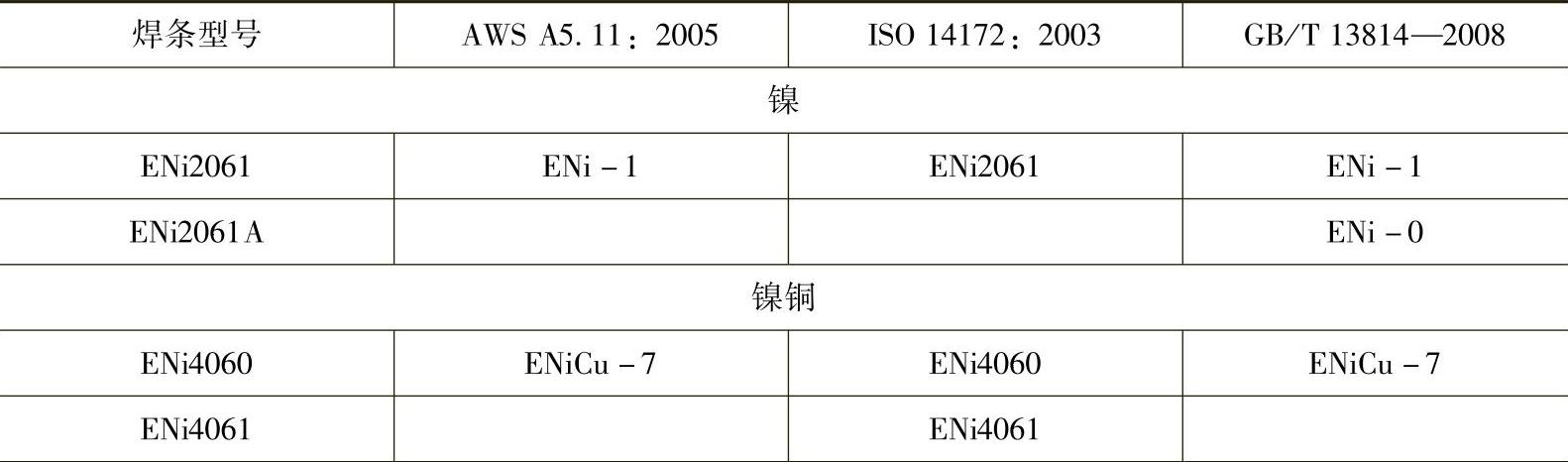
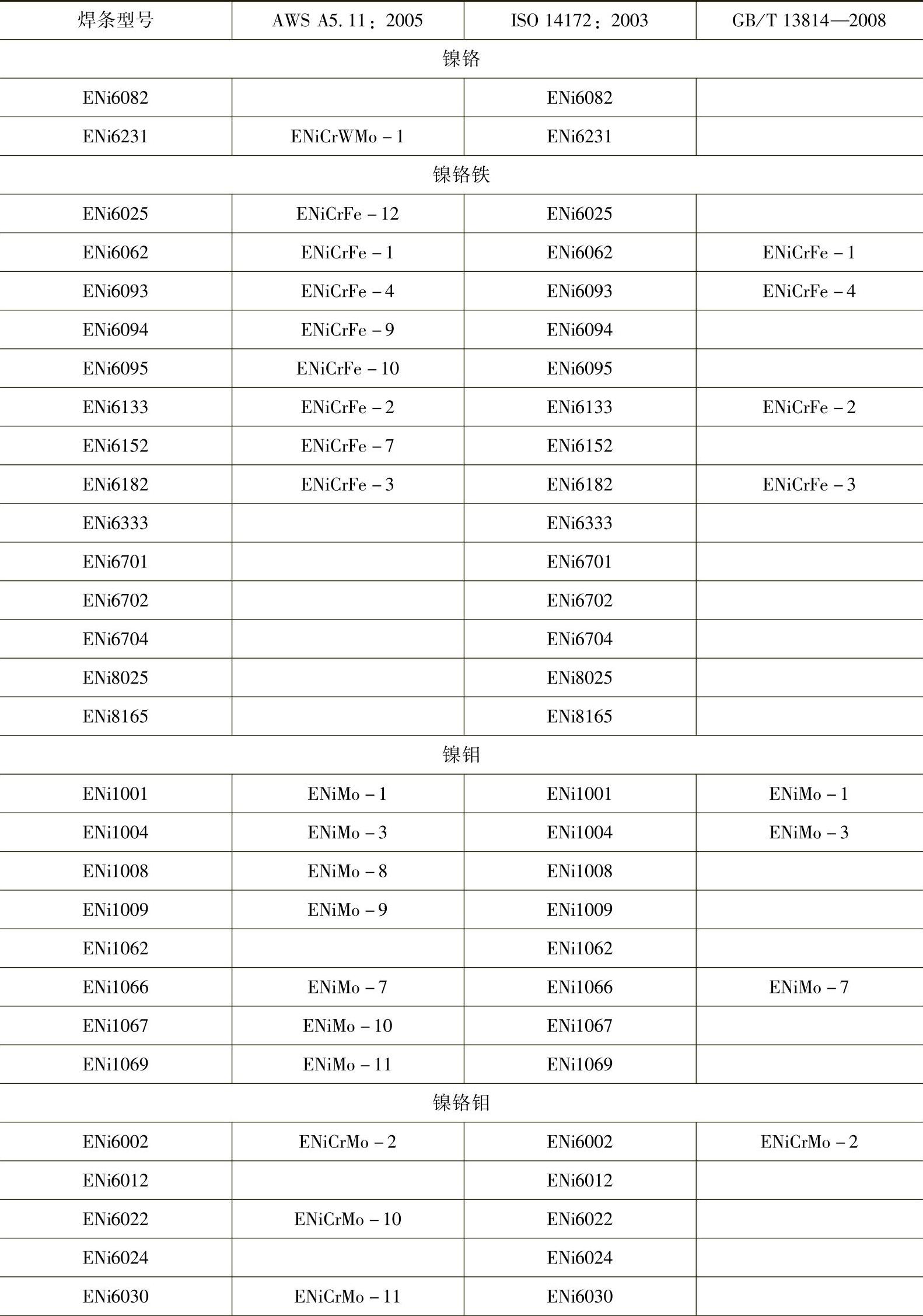
焊条电弧焊仅适用于工业纯镍和固溶强化型镍基耐蚀合金(含铁镍基耐蚀合金)的焊接。镍及镍基合金焊条的型号、熔敷金属化学成分已由现行国家标准GB/T13814—2008《镍及镍合金焊条》进行了规范。国产镍及镍合金焊条共有7类47个型号,分别对应不同的合金系列。表3-58是国内外焊条型号对照表。由表可知,国家标准GB/T13814—2008等效采用了国际标准ISO14172—2003,包括型号编制方法和化学成分。表3-59是焊条选择应用的简要说明。由表可知焊条型号完整的表示方法由3部分组成:ENi表示是镍及镍合金焊条,之后的4位数字是熔敷金属合金系统一代号及序号,括号中是熔敷金属主要化学成分符号。实际应用时是把4位数字作为焊条型号的数字化简易表达方式。同时又是耐蚀合金型号及耐蚀合金焊丝型号的数字化统一代号。
要注意的是,这47种焊条中,大部分都可以适用于异种金属组合接头的焊接,包括复合钢的焊接。
镍基耐蚀合金焊条电弧焊工艺要点如下:
1)一般情况下,选择焊条时,焊条的熔敷金属化学成分应与母材类似,都含有抗裂性能及控制气孔的元素,从表3-59焊条简要说明中,可以查到焊条熔敷金属的主要化学成分。
2)由于耐蚀合金特别要求防止过热导致晶粒长大,并增加热裂纹倾向,因此焊接电流尽量小,一般不超过焊条直径的30倍。
3)短弧、不摆动。因熔池流动性差,为防止咬边的产生,可以小摆动电弧,其摆动幅度不得超过焊条直径的2倍,且摆动回程时略停一下。
4)一般不预热,也不推荐焊后热处理,特殊情况下为防止使用中发生晶间腐蚀,可以进行热处理。
5)焊前工件表面清理除污,对耐蚀合金的焊接防止低熔共晶产生,是极为重要的。铝、硫、磷及某些低熔点元素如锌(Zn)、锡(Sn)、铋(Bi)、锑(Sb)和砷(As)等都存在于正常制造工艺过程中所用的一些材料中,例如油脂、漆、标记用的蜡笔、墨水、成形润滑剂、切削冷却液等。
6)耐蚀合金要求低热输入焊接,液态熔池流动性差及低熔透的特点要求接头坡口特点为:角度要大、钝边要小。如图3-24所示为焊件厚度小于2.4mm、不用开坡口,超过2.4mm要开坡口(V或U形等),且用TIG焊打底。
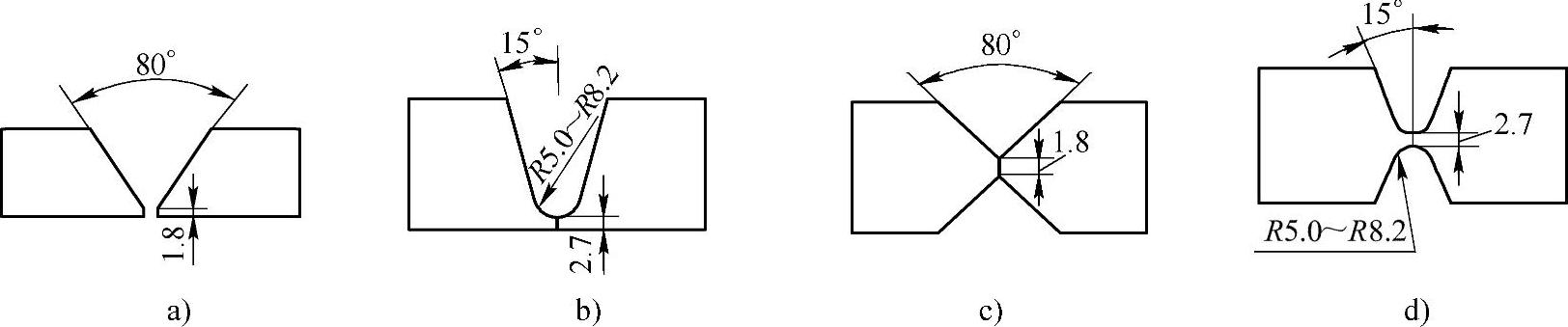
图3-24 焊条电弧焊、TIG焊镍合金典型接头形式
a)V形坡口 b)带钝边U形坡口 c)双V形坡口 d)双U形坡口
焊条电弧焊仅适用于工业纯镍和固溶强化镍基耐蚀合金。表3-58是国内外镍及镍合金焊条型号的对照表,表3-59是镍及镍合金焊条简要说明。
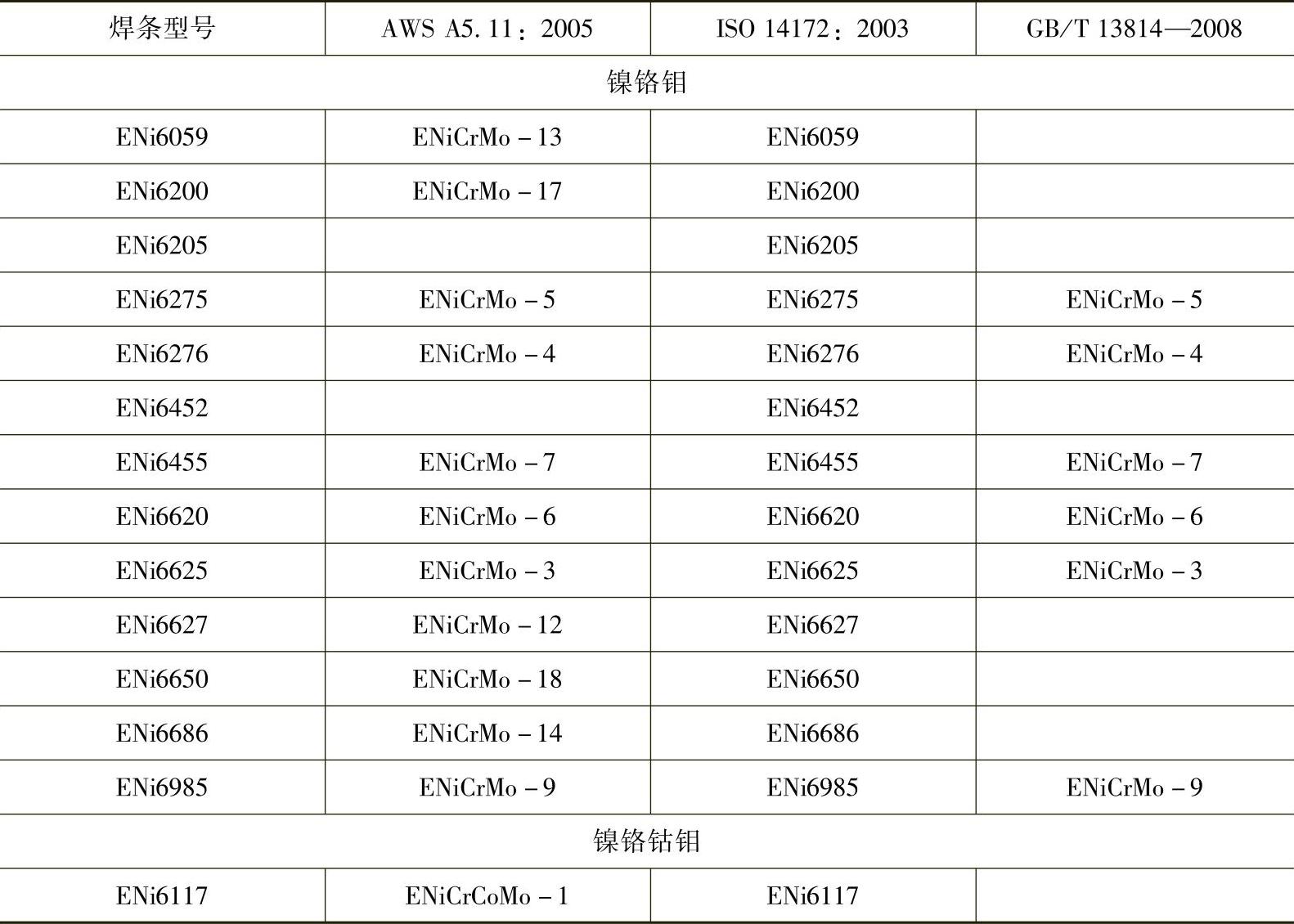
表3-58 国内外镍及镍合金焊条型号的对照表(摘自GB/T13814—2008)
(续)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
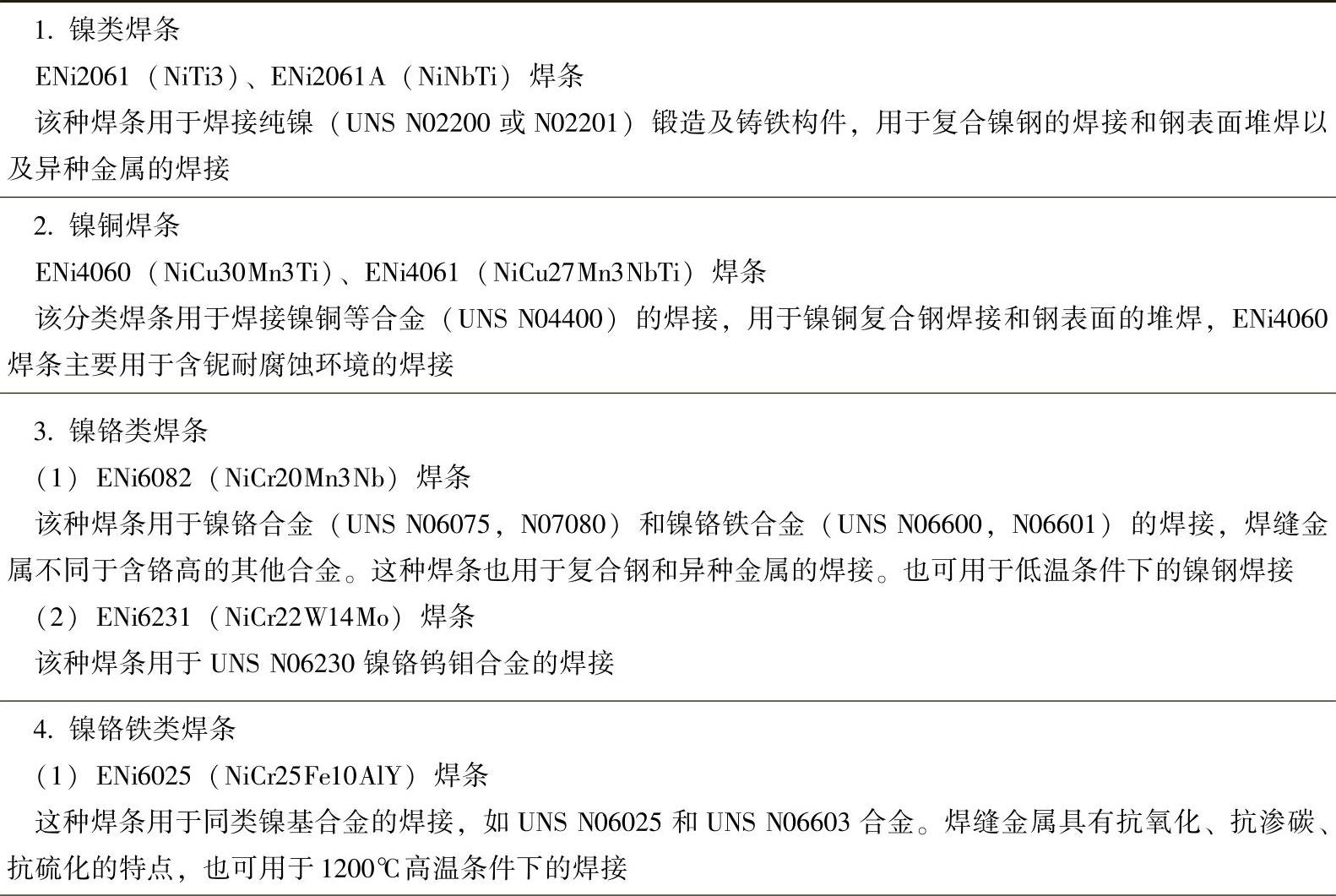
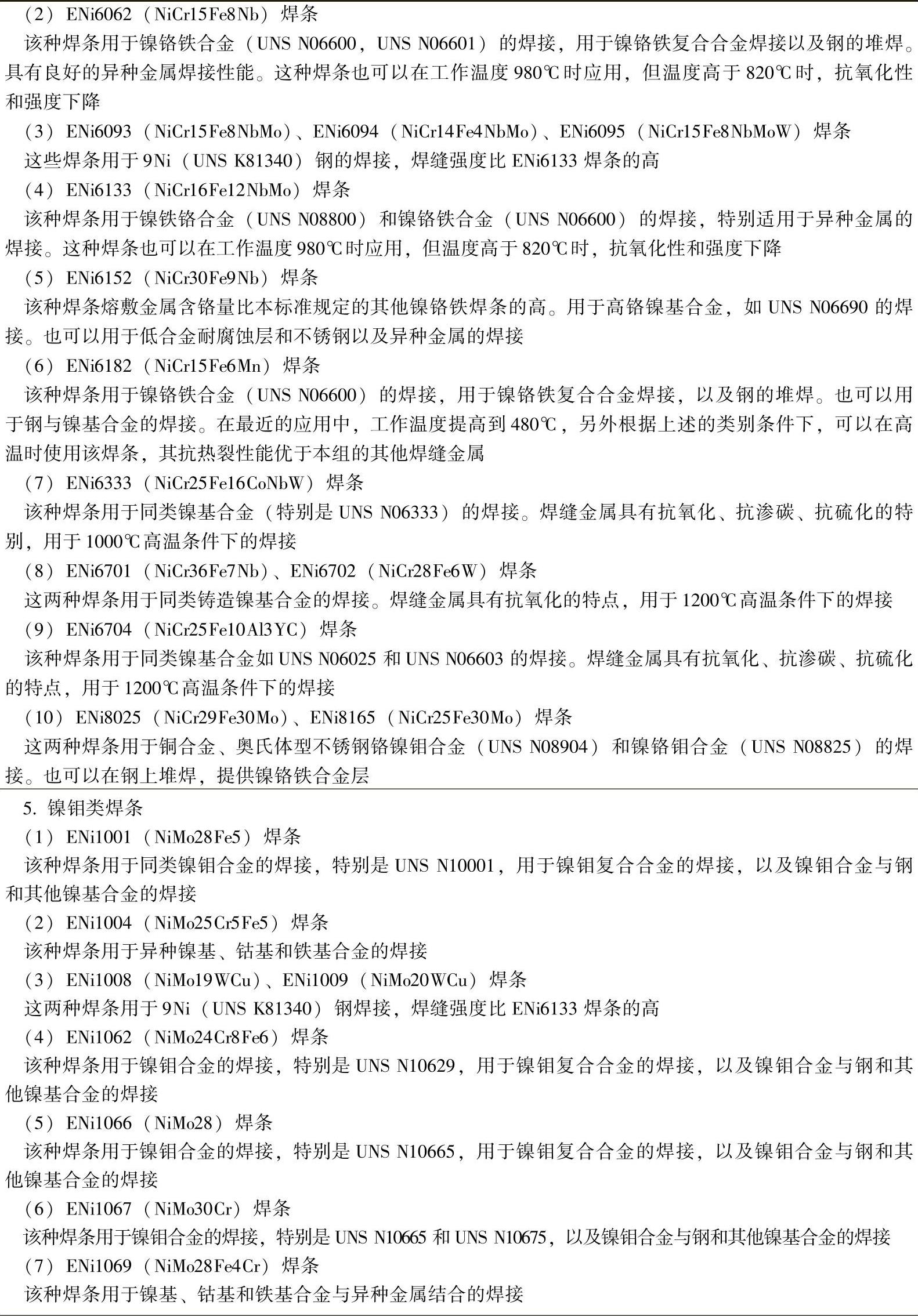
表3-59 镍及镍合金焊条简要说明(摘自GB/T13814—2008)
(续)
(续)
(续)
3.镍基耐蚀合金的TIG焊及其焊丝
TIG焊低的热输入及焊缝化学成分极容易控制的特点,一直与等离子弧焊一样成为镍基耐蚀合金常用的弧焊方法,不仅可以焊接固溶强化型镍基耐蚀合金,也适用于焊接时效强化型镍基合金。特别适合焊接薄板、小截面、接头不能进行背面焊的封底焊和焊后不允许有残留熔渣的结构件。GB/T 15620—2008《镍及镍合金焊丝》标准,提供了国产焊丝的化学成分。
镍基合金焊丝不仅适用于TIG焊,也适用于MIG焊、等离子弧焊和埋弧焊。焊丝的化学成分大多数与母材相当,为了控制热裂纹和气孔以及补偿某些元素的烧损,在焊丝中常常添加Ti、Mn、Nb等合金元素。焊丝的主要成分常常比母材高,这样就降低了在低耐蚀材料上堆焊及异种金属焊接时稀释率的影响。由于焊丝需要添加改善抗裂性和控制气孔的元素,焊缝金属中至少应含有质量分数为50%的填充金属,这些元素才能起到有效的作用。
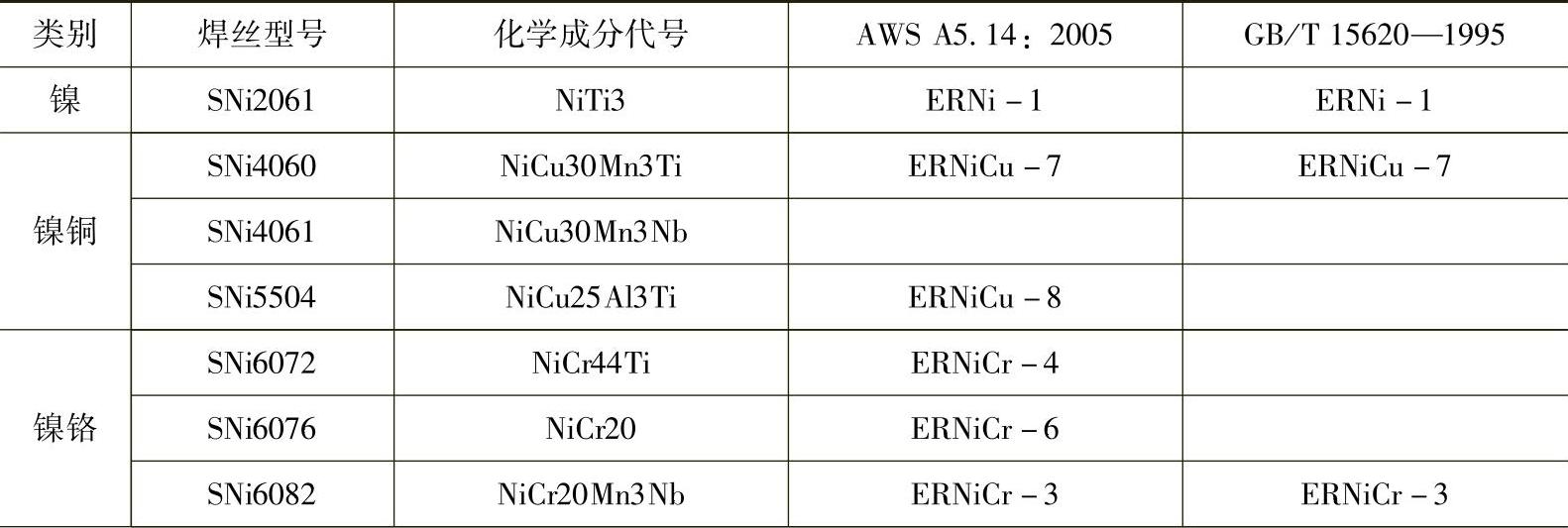
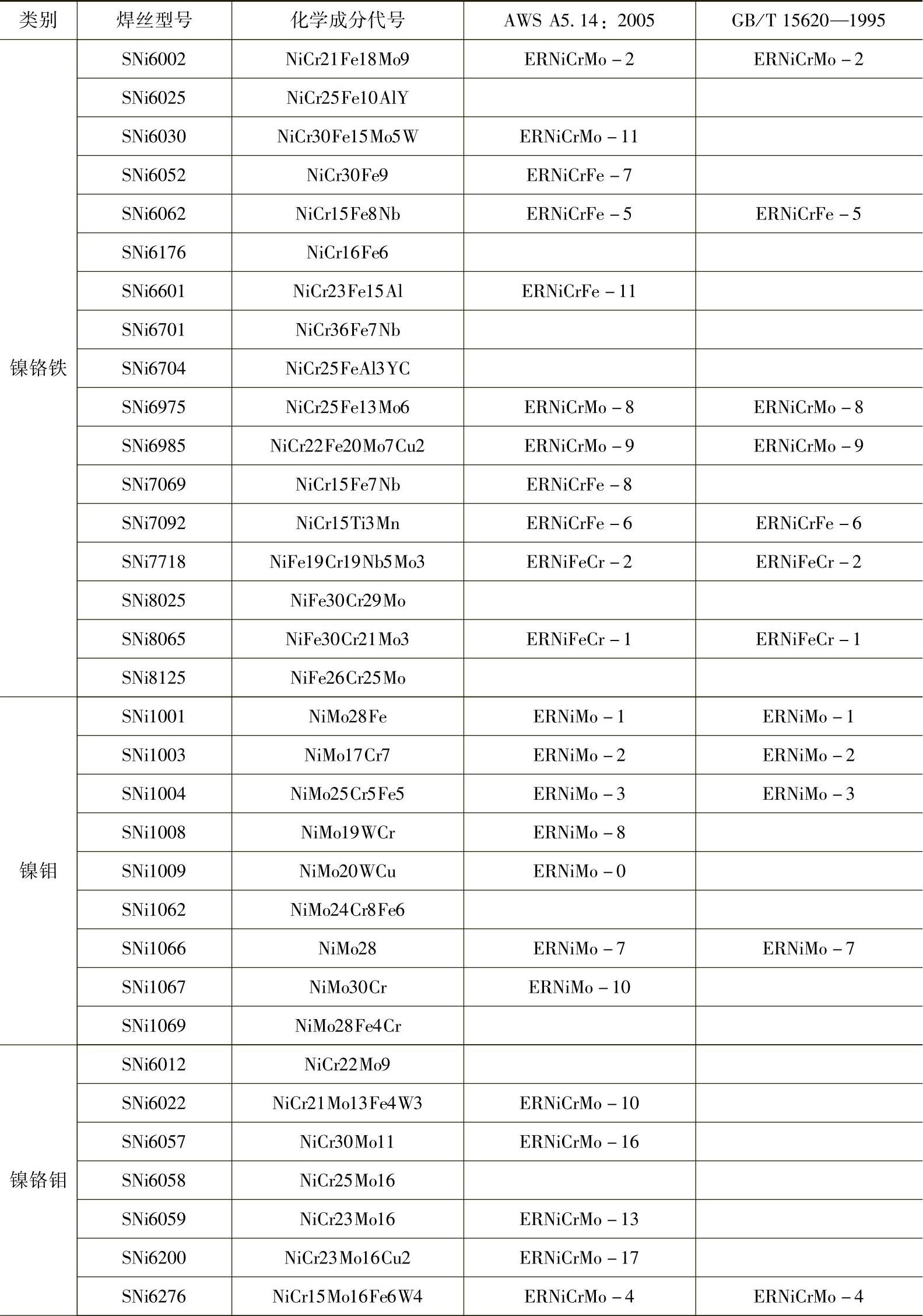
镍及镍合金焊丝的型号和化学成分已由现行GB/T 15620—2008《镍及镍合金焊丝》标准所规范,表3-60是该标准的国内外镍及镍合金焊丝型号的对照表,这个表对读者很重要,原因在于:
1)现行标准和旧标准(GB/T 15620—1995)的型号比较,其型号增加了36个共含52种焊丝型号,并用数字代码表示。
2)焊丝分类型号划分采用了国际标准ISO-18274—2003的方法。化学成分也符合ISO-18274—2003的要求,表3-60中将型号中的S字母去掉就变成了ISO-18274—2004国际标准,实际上国标等效采用了国际标准。
表3-60 国内外镍及镍合金焊丝型号的对照表(摘自GB/T 15620—2008)
(续)
(续)

3)此外镍及镍合金中的变形耐蚀合金能够很方便的拉拔成焊丝作为填充金属,所以变型耐蚀合金的型号中NS字母之前加H字母成为了HNSXXXX,即可以表示与该变形耐蚀合金相同成分的焊丝。
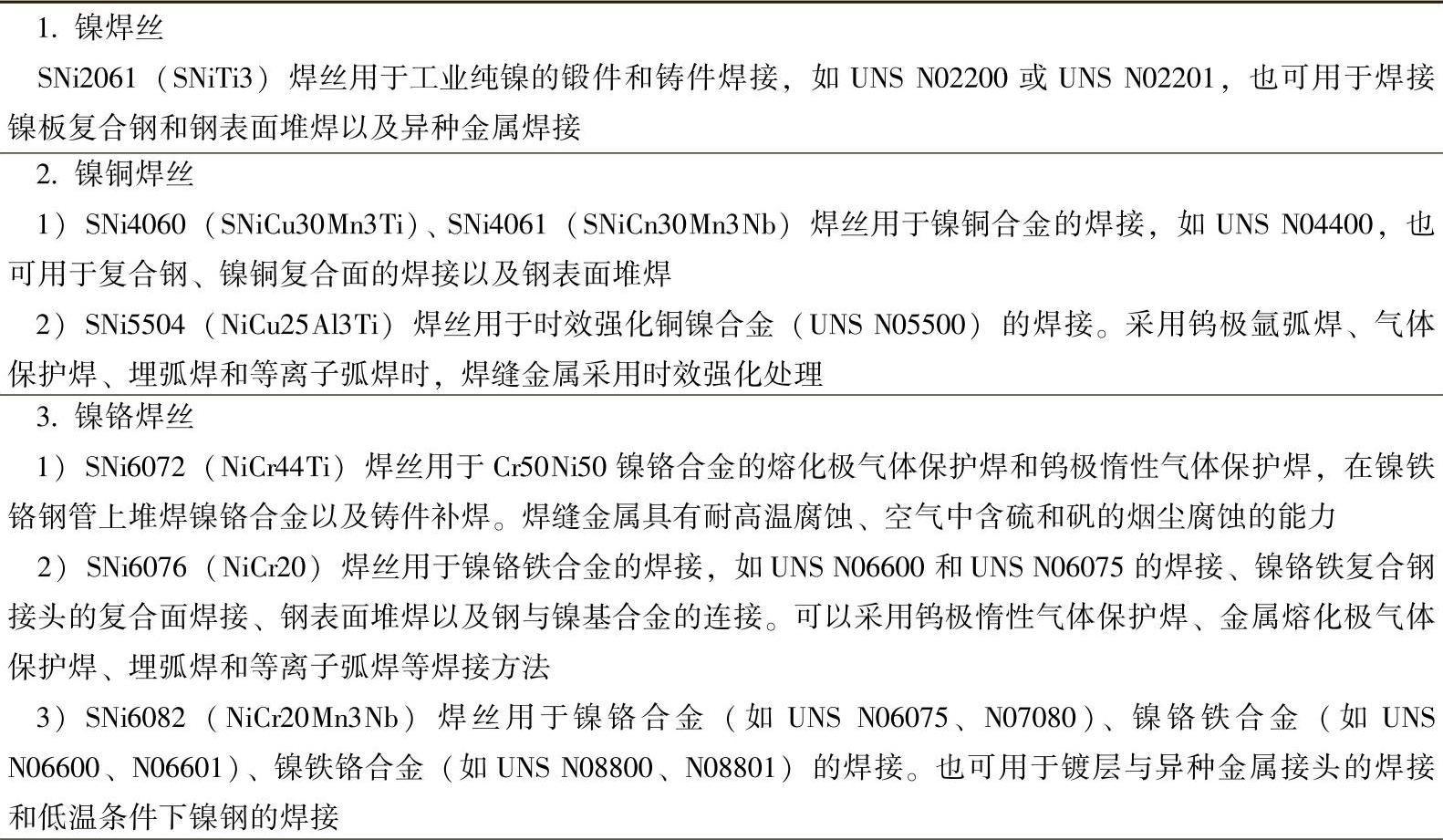
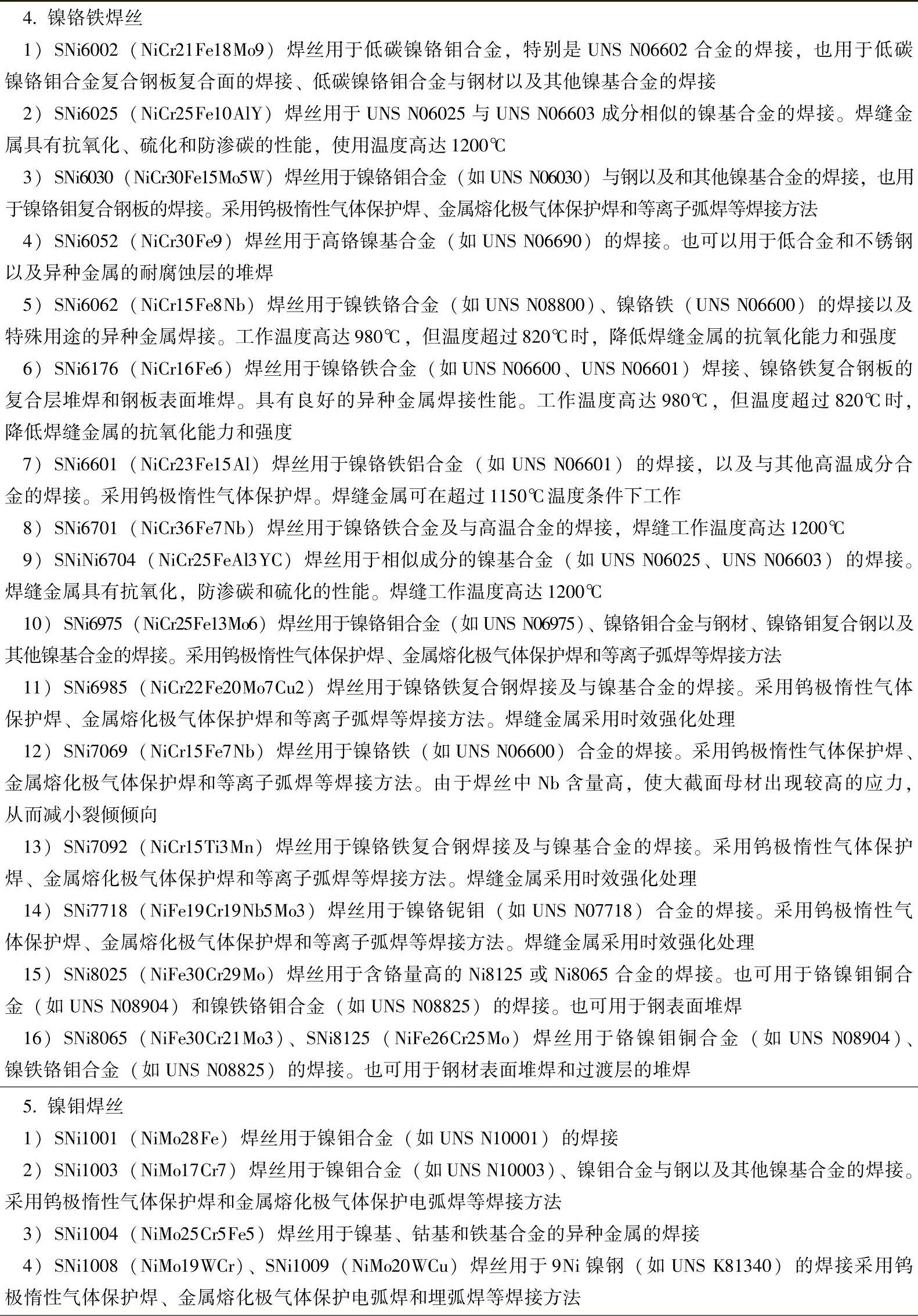
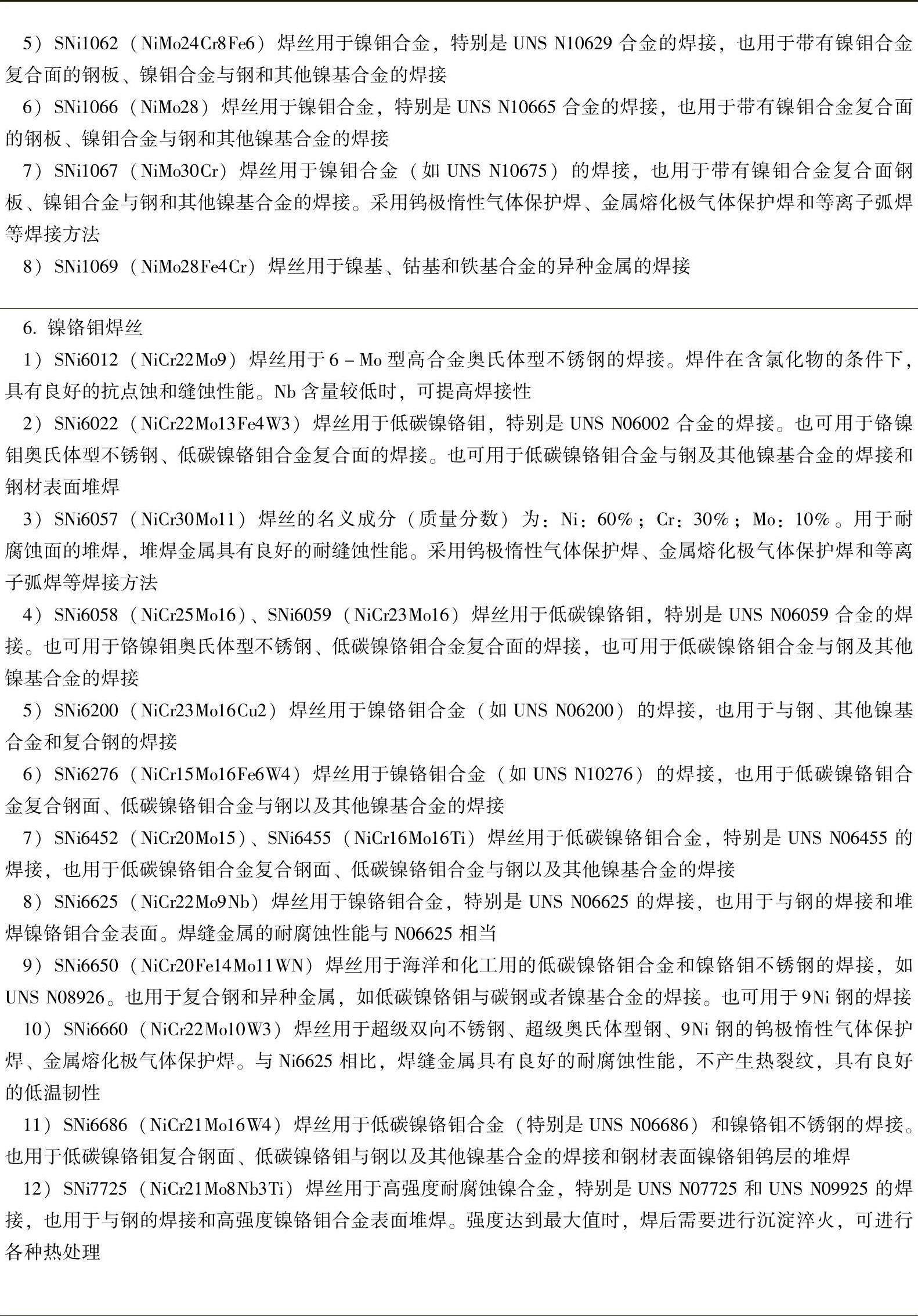
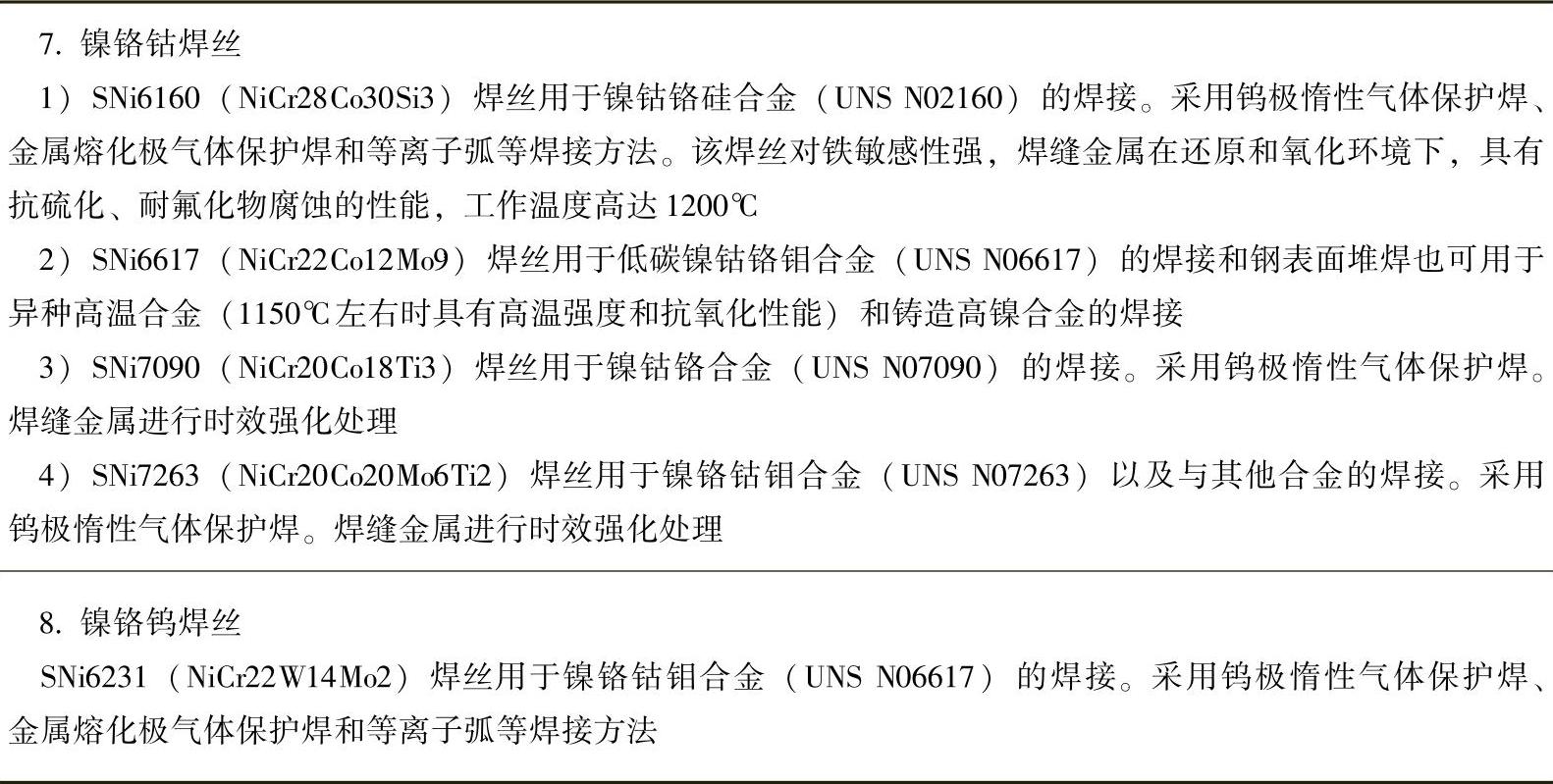
4)标准中有Ni2061、Ni2631等20种焊丝其用途和相同数字代号的镍及镍合金焊条(GB/T 13814—2008)的应用场合完全相同。主要镍及镍合金焊丝的简要说明和用途见表3-61。
表3-61 主要镍及镍合金焊丝的简要说明和用途(摘自GB/T15620—2008)
(续)
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。