



1.概述
镍与铁在周期表中同属Ⅷ族,这是具有铁磁性的元素,序号也相邻,其结晶性能、晶格类型、原子半径、外层电子数目均相近,自然冶金相溶性较好,是一种少有的液态、固态都能互为溶剂、无限互溶的连续固溶体。因此,其熔焊焊接性良好,常用焊接方法不需要用特殊的工艺措施都能获得满意的接头质量。但是,这是指纯铁和纯镍的焊接。实际上工业纯铁几乎不能作为金属结构材料,而工业纯镍则可以。但工业纯镍耐高温性极差,只能在300℃以下工作,所以工业纯镍被视为低合金镍基材料被划规为镍基耐蚀合金大类,不属于镍基高温合金。
这里所介绍的镍基高温合金指的是镍的质量分数在50%以上的镍-铬固溶体,加上W、Mo、Al、Ti及Nb和Co等高温强化元素构成的镍合金。钢与高温合金组合异种金属焊接的另一方也不是工业纯铁,也不是低合金钢,而是奥氏体不锈钢。这是某些制造业中焊接结构的特殊应用和需求所决定的,既节省材料又降低了制造成本。奥氏体不锈钢实际上是一种铁基耐蚀、耐高温合金,与镍基高温合金相比,市场价只有高温合金的50%左右,而力学性能在室温条件下差不多。因此,本书本节讲述的“钢与镍基高温合金组合的异种金属焊接”就变成了“不锈钢与镍基高温合金组合的异种金属焊接”。
虽然铁和镍物理、化学性能相近,又有无限固溶的冶金互容性,但各自加上不同的合金元素,则变成不锈钢和高温合金后,其物理性能又不相同,其组合后的熔焊焊接性就不是太好,略为复杂,但仍然属于没有特殊困难的异种金属焊接。
奥氏体型不锈钢同种金属焊接有优良的焊接方法适应性,几乎所有的熔焊方法都可以用于焊接不锈钢,其中焊条电弧焊、TIG焊、MIG焊、埋弧焊等是较为经济的常用熔焊方法。同时,奥氏体不锈钢也具有良好的压焊焊接性。如点焊、缝焊、闪光对焊、摩擦焊等可以很好地适应;镍基高温合金同种金属焊接的对高能束(等离子弧焊、电子束焊和激光焊等)及压焊的焊接适应性同样良好,但弧焊方法的适应性较差。其原因之一是镍基高温合金热强性高、塑性差以及熔透性差,相同焊接条件下高温合金的熔池液态金属流动性差,熔深只有不锈钢的1/2。即使采用大电流高热输入,也不能增加熔深,只能使接头过热、晶粒粗大、导致热裂纹发生。因此,镍基高温合金从防止热裂纹产生的措施应是采用低热输入、小电流的焊接热源,减小过热区高温停留时间,避免晶粒长大导致热裂纹的产生。
焊条电弧焊、MIG焊及埋弧焊均因为电弧功率太大,而且热输入不可控,所以镍基高温合金的焊接很难采用。原因之二是高温合金的基体镍是活泼性较强的金属,焊条电弧焊因保护效果不好,焊缝易出现气孔,原则上不采用。埋弧焊与焊条电弧焊一样,又因为熔渣中的金属氧化物会烧损镍基高温合金中的关键强化元素Al和Ti,而导致接头高温性能降低,所以不推荐采用。镍基高温合金只有TIG焊有较好的熔焊适应性。在能够查到的技术文献中,不锈钢与镍基高温合金异种金属弧焊方法大多数是TIG焊接法,TIG焊对接头的两侧(不锈钢和高温合金)都有较好的适应性。
按镍基高温合金的高温强化方式,可分为三类:其一是依靠大直径原子的W、Mo、和Nb等元素,在镍铬固溶体中通过置换固溶使溶剂金属镍的晶格畸变,增加晶粒滑移阻力,提高其强度。同时,W、Mo、Nb元素等又是高熔点(三者熔点都在200℃以上),即为难熔金属元素,增强了其高温力学性能的稳定性,因此,这类高温合金称作固溶强化型高温合金。其二是在固溶强化型高温合金的基础上,掺入Al和Ti元素,在合金中析出金属间化合物和碳化物,构成第二相来提高合金的强度,这是第二种镍基高温合金,称作为时效强化型镍基高温合金。因此,时效强化型高温合金的高温力学性能比单纯固溶强化型的高温合金高出3~5倍,但塑性降低了,熔焊焊接性变差了。其三是加入铸造流动性的合金元素Si、B等构成的K字头铸造高温合金,几乎没有熔焊焊接性,只能采用扩散焊和钎焊进行焊接。
不锈钢与固溶强化型镍基高温合金组合的熔焊焊接性较好,可以采用TIG焊和MIG焊,不用采取特殊的工艺措施也可以获得满意的接头;不锈钢与时效强化型镍基高温合金组合的熔焊焊接性较差,电弧焊方法中只能采用TIG焊,不能采用MIG焊、焊条电弧焊和埋弧焊,但有较好的压焊焊接性。
不锈钢与镍基高温合金组合的异种金属焊接,是铁基合金(不锈钢)与镍基合金的焊接,后者的熔焊焊接性较差,对弧焊方法选择性较强。这种组合的异种金属焊接性,不会比焊接性好的一侧(不锈钢)的同种金属的焊接性更好。只能更差。组合接头中焊接过程容易出现的焊接缺陷往往是组合中焊接性差的一侧(高温合金)引起的。
2.不锈钢与镍基高温合金组合的TIG焊
表3-62是不锈钢与高温合金组合的手工TIG焊的焊接参数。不锈钢与高温合金的组合都对TIG焊有较好的适应性,对于镍基高温合金TIG焊是唯一能够全部适应的电弧焊接方法。对于TIG焊填充金属(焊丝)的选择,要首先考虑焊接性能较差的一方能够适应的焊丝。
表3-62 不锈钢与镍基高温合金组合的手工TIG焊的焊接参数
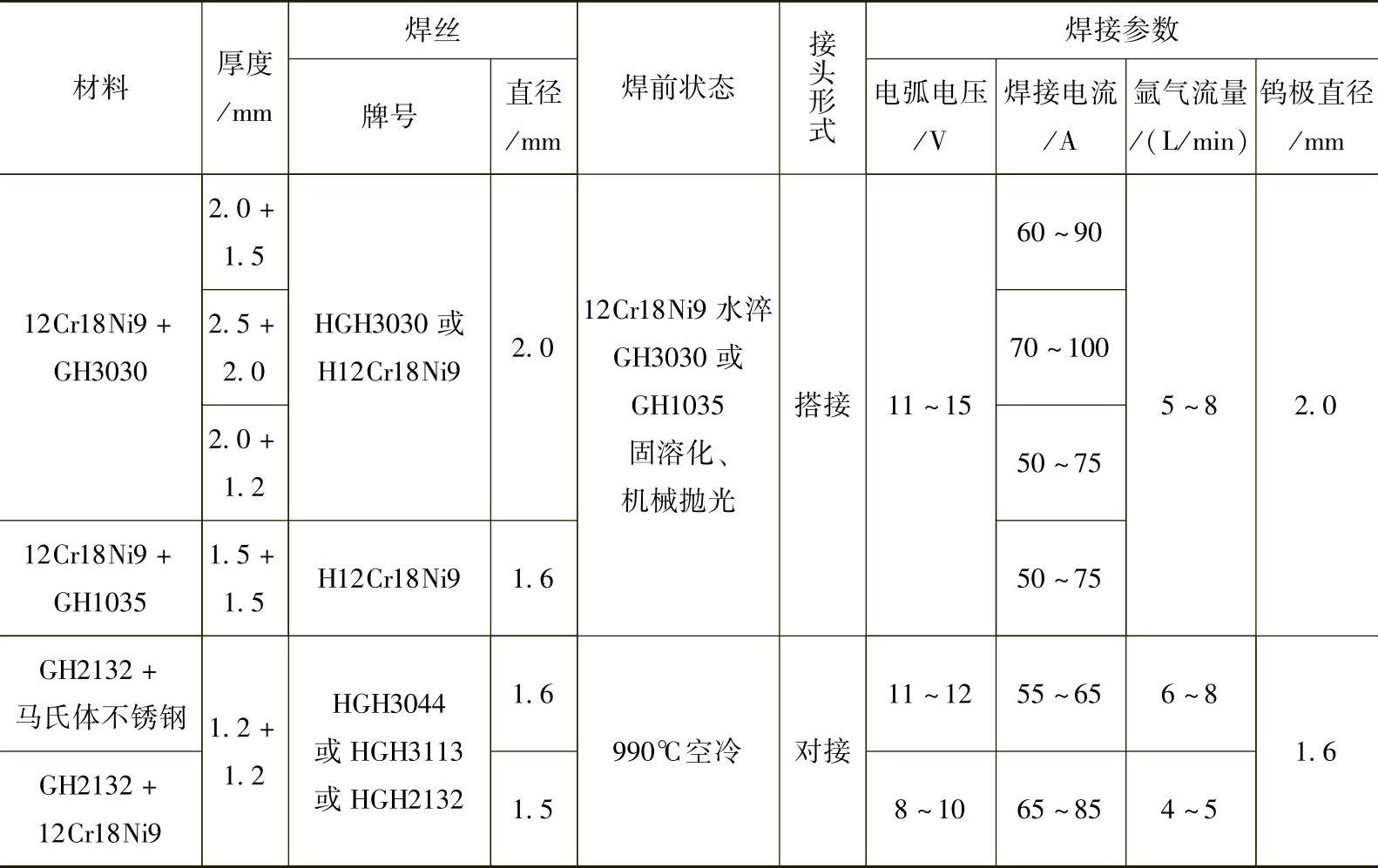
12Cr18Ni9+GH3030组合接头和两种焊丝(HGH3030或H12Cr18Ni9)都比较合适,HGH3030同母材中GH3030化学成分相近,且GH3030属于固溶强化型镍基合金,含Al+Ti较低,熔焊焊接性较好,裂纹倾向小,所以也可以选用不锈钢焊丝H12Cr18Ni9。12Cr18Ni9Ti+GH1035组合中,GH1035同样属于Al+Ti含量低、裂纹倾向小的高温合金,同样可以采用不锈钢焊丝H12Cr18Ni9;GH2132属于含Al+Ti较高的时效强化型合金,裂纹倾向大,采用Ni-Cr-W系的镍基固溶强化焊丝HGH3044或抗裂性较好的Ni-Cr-Mo系HGH2132,或者采用含Al+Ti量较小的固溶强化型抗裂性好的Hi-Cr- Mo系焊丝HGH3113。
这以上几种选择都是合理的。除表3-58中的GH3030外,其他高温合金都是铁基高温合金,GH1035及GH1140系固溶强化型铁基高温合金;GH2132系时效强化型铁基高温合金。铁基高温合金w(Fe)≥50%,w(Ni)≥30%,应当称之为铁镍基高温合金,与铁镍基耐蚀合金的称谓应当一致。镍基高温合金中的w(Fe)却只有1%~20%,镍基高温合金中的镍被性能相近、价格便宜的Fe元素来代替,成就了高温性能略差、焊接性相近的铁镍基高温合金。铁镍基高温合金同种金属的TIG焊大部分仍然采用镍基高温焊丝。
无论是固溶强化型还是时效强化型镍基高温合金(包括铁镍基高温合金),与不锈钢组合的TIG焊并无困难,焊接效果都不错。关键是焊接材料(填充金属焊丝等)的配合。图3-25是带有异种金属TIG焊接头的改制容器示意图。
图3-25中改制容器桶体的材料为GH3044(固溶强化型镍基高温合金),壁厚为1.0mm,外径ϕ650mm,桶体高980mm,上锥形帽由奥氏体不锈钢制成,壁厚相同,连接的环缝是异种金属连接。圆筒体是一批淘汰的飞机发电机外壳,改制成为酸性(硝酸等)溶液储罐。
改制容器的焊接工艺采取高纯度氩气保护TIG焊,填充金属用GH3044合金母材切条(1mm×2mm),开I形坡口,留1mm间隙,背面加铜垫以利于散热,并实现单面焊双面成形。焊前做好清理工作,其焊接参数见表3-63。焊接效果良好,改制容器正常工作运行数年未出现开裂泄漏。当然此实例并不典型,高温合金按耐蚀合金在常温下使用,但焊接工艺比较合理。角焊缝焊接时,焊接电流为表3-63中焊接电流的1.5倍。(https://www.xing528.com)
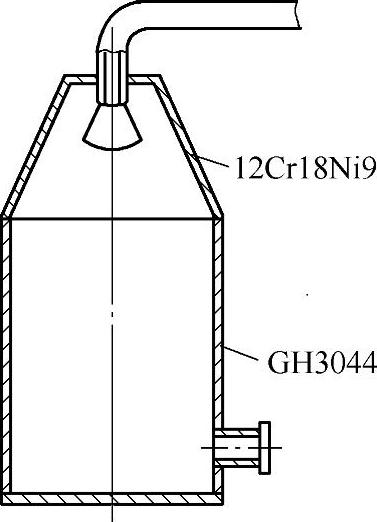
图3-25 改制容器示意图
表3-63 改制容器焊接的最佳焊接参数

不锈钢与镍基高温合金进行TIG焊时,可以采用不锈钢焊丝,手工TIG焊时,也可以采用母材合金板的切条作为填充金属。在碳钢与镍基高温合金组合焊接时,应限制钢件的熔化量以免过多地将有害杂质带入焊缝。为了防止镍基高温合金一侧热影响区的组织粗大和碳钢一侧出现魏氏组织,应尽量采用低热输入的焊接参数。铁镍焊缝中镍的含量(质量分数)应控制在30%以上,否则在焊缝快速冷却时易产生马氏体组织,导致接头韧性及塑性下降。
3.不锈钢与镍基高温合金组合的电阻焊
不锈钢与镍基高温合金组合的电阻焊主要是点焊和缝焊,镍基高温合金的物理特性与碳钢相比有较大的差异,与奥氏体不锈钢也不同,其导电性和导热性差,线胀系数大、强度和硬度高、高温变形抗力大。因此钢与镍基高温合金进行点焊和缝焊时,采用小电流、中等长的焊接时间、大焊接压力就可获得优质的接头。不锈钢与镍基高温合金组合点焊的焊接参数及力学性能见表3-64。但不锈钢与镍及镍基合金进行爆炸焊的焊接参数基本与铜-钢爆炸焊的焊接参数接近。
4.不锈钢与镍基高温合金组合的钎焊
镍基高温合金常常用真空钎焊或气体保护钎焊进行钎接。由于高温合金中的Cr、Al、Ti等活性元素容易在合金表面形成稳定的氧化膜,氧化膜的存在影响钎料的润湿和填缝能力,故焊接前必须严格清理待焊表面。不锈钢与镍基高温合金组合的钎焊时,要求钎焊温度尽量与镍基高温合金固溶处理温度一致,过高会造成晶粒长大,影响合金性能,过低则达不到固溶处理的效果。不锈钢与镍基高温合金钎焊时常用的钎料是镍基钎料、钴基钎料、银基钎料和锰基钎料。钎焊接头的形式一般采用搭接接头,接头间隙一般为0.02~0.20mm。不锈钢与镍基高温合金组合的钎焊时钎料的选用见表3-65。
表3-64 不锈钢与镍基高温合金组合点焊的焊接参数及力学性能
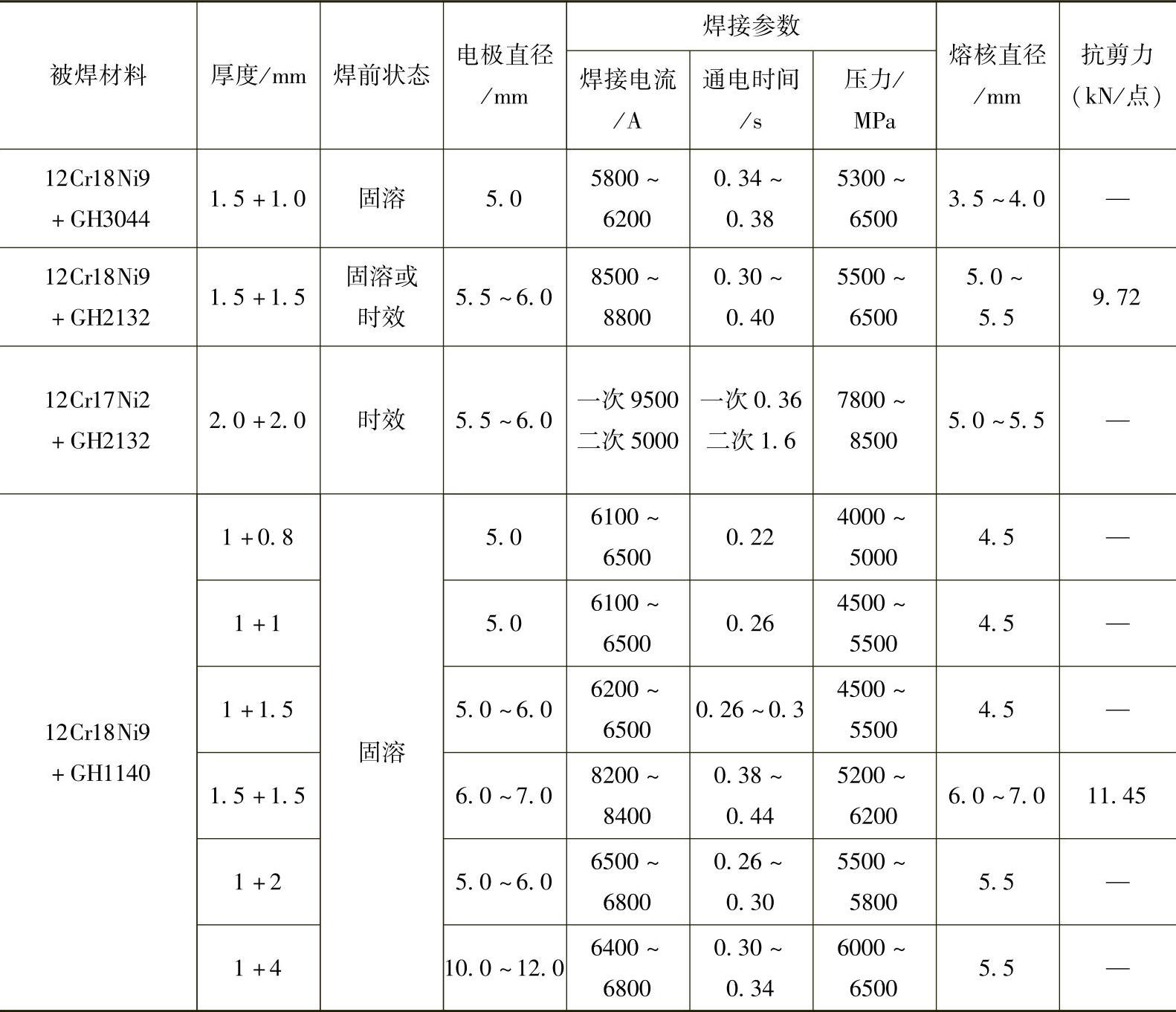
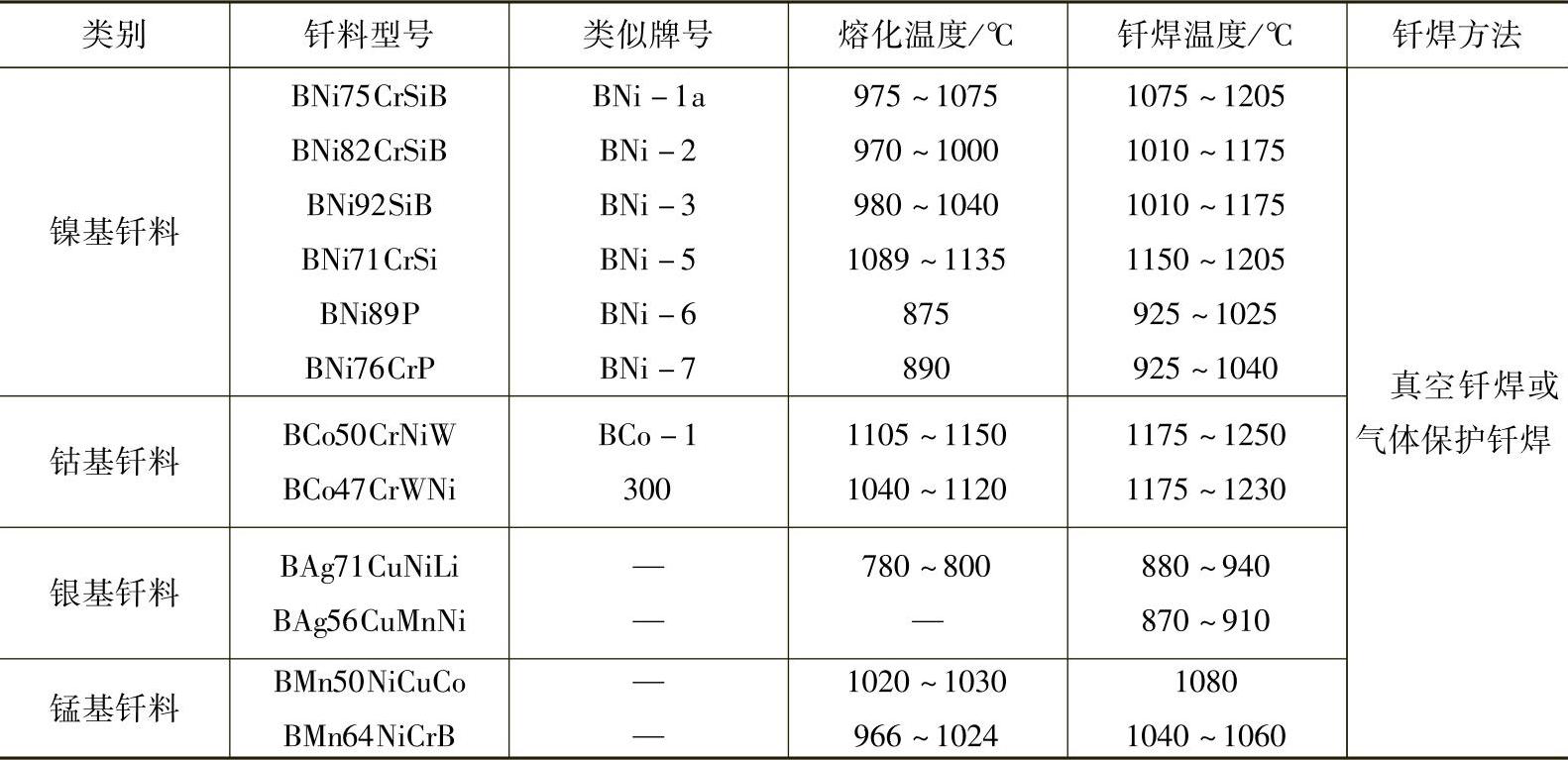
表3-65 不锈钢与镍基高温合金组合的钎焊时钎料的选用
5.不锈钢与铸造镍基高温合金组合的真空扩散焊
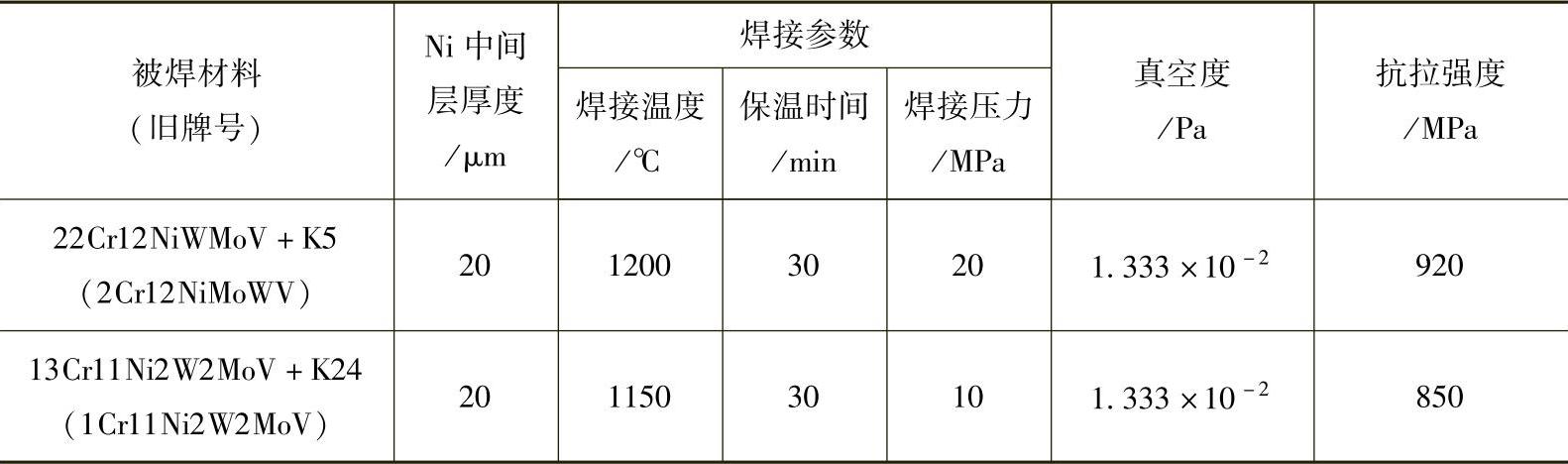
由于铸造镍基高温合金具有较高的高温强度,不锈钢与铸造镍基高温合金扩散焊接时应选择较高的温度。扩散焊温度对接头的微观塑性变形、蠕变、扩散行为有很大的影响,但温度不能过高,否则在不锈钢的接头处将会产生较大的塑性变形,而且铸造镍基高温合金上也极易产生裂纹,造成接头性能的下降。加大焊接压力主要是改变被焊金属的界面接触情况,消除界面孔洞,以形成牢固的接合。为了降低压力和获得较高的接头性能,可以用Ni箔做中间层,镍与钢和高温合金两种母材的固溶性均很好,而且Ni固溶体具有较高的高温性能。中间层存在一个最佳厚度值,若中间层过薄,则不能产生适当的塑性变形,结合面达不到紧密接触,也无法缓和由于母材热胀系数的差异及焊接过程中的相变产生的热应力和残余应力。中间层过厚,两侧基体扩散不充分,接头区域存在较大的化学成分不均匀性,中间层的性能主要表现为Ni的性质,使接头区域形成一个薄弱层,降低了接头的性能。不锈钢与铸造镍基高温合金组合扩散焊的焊接参数及力学性能见表3-66。镍中间层厚度对接头性能的影响如图3-26所示。
表3-66 不锈钢与铸造镍基高温合金组合扩散焊的焊接参数及力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。