



1.焊接性
镍复合钢板的覆层常用的有工业纯镍(N6)、镍-铜合金(蒙乃尔合金)及镍-铬-铁合金(因康镍合金)等,都是属于固溶强化型镍基耐蚀合金。其自身的熔焊工艺焊接性比较好,可以适应多种电弧焊方法。
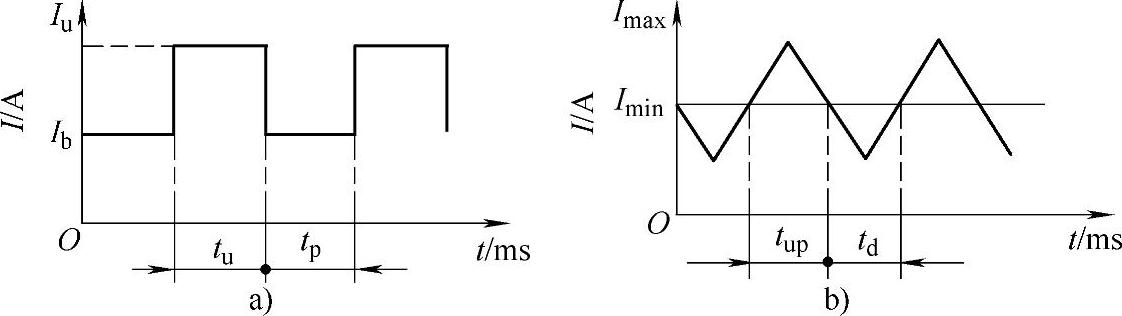
图5-12 脉冲TIG焊的脉冲波形
a)方波 b)三角波
镍与铁在化学元素周期表中处于同一周期、同一个族内,都属于铁磁性材料,其物理性能、化学性能十分相近,相互可以形成连续固溶体(液态和固态都相互可以无限互溶),不会生成金属间化合物。所以覆层为镍及镍合金(镍基耐蚀合金)的复合钢的焊接性应该相对容易。但遇到的问题则大部分是镍及镍合金同种金属熔焊时所面临的相同问题。
1)气孔。镍及镍合金液态时黏度大,覆层焊接时熔池中的气体很难逸出,易形成气孔。气源来自两方面:
①镍活性较强,高温极易夺取氧而生成NiO,冷却时又与溶于金属中的氢、碳发生反应,NiO被还原,生成水气和CO,成为气孔。
②氢、氧的来源可能是由于保护不好,在氩气保护条件下进行MIG或TIG焊时,坡口或焊丝表面的油污分解也会成为气源。当基层材料(低碳钢或低合金钢)溶入覆层时,基层材料中的含碳量较高,即基层材料中的碳会使覆层金属的NiO还原生成CO气孔。基层金属溶入覆层越多,气孔倾向越大。
2)基层材料溶入覆层也会使覆层焊缝被稀释,降低其覆层的耐蚀性。
3)覆层金属溶入基层,则在基层熔敷金属中生成诸多低熔点共晶物,如Ni+S、Ni+P、Ni+NiO等,成为生成热裂纹的原因。
所以覆层焊接时,要严加保护,建议采用TIG焊,认真清洁坡口和焊丝,使用抗热裂、抗氧化的焊丝,采用多道焊,施加过渡层,隔离基层与覆层的接触,则可以得到无缺陷,较为满意的焊接接头。
2.焊接工艺要点
(1)坡口 镍基合金焊接的典型特点是熔池的流动性差,镍合金熔化时体积不膨胀。常用的接头形式有两种,如图5-13所示。V形坡口和U形坡口在碳钢基层材料处都设计一个较大的钝边,使得在基层钢板焊接时不影响覆层。
如采用第一种接头形式,第一条焊道焊接时,严禁穿透覆层金属。蒙乃尔合金对焊缝的稀释会引起熔敷金属开裂。第二种接头形式时,应将接头区域的覆层剥离干净,这种方法的优点是焊接基层时可以完全避免覆层熔化,避免了产生裂纹的可能性。
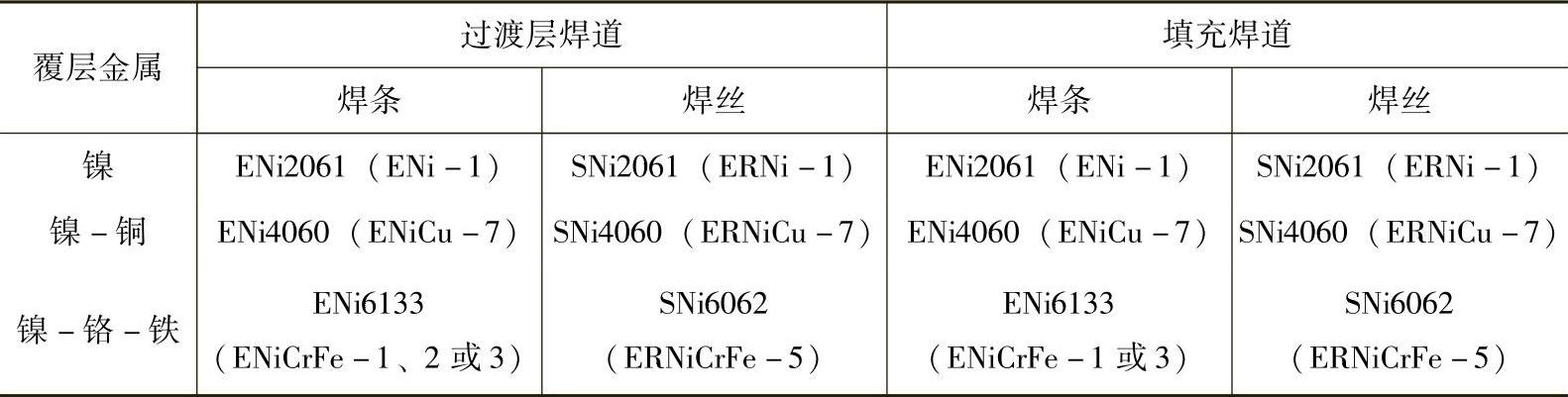
(2)焊材的选择 基层通常采用低氢焊条进行焊接,镍及镍合金复合板覆层及过渡层的焊接材料见表5-27。
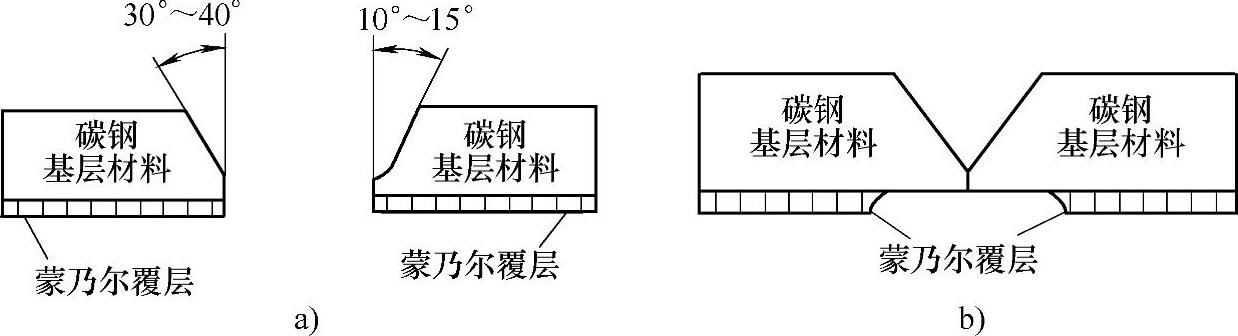
图5-13 常用的接头形式
a)第一种接头形式 b)第二种接头形式
表5-27 镍及镍合金复合板覆层及过渡层的焊接材料
3.镍复合钢板的焊接实例
(1)覆层为工业纯镍(N6)与基层为低合金钢(16MnR)的复合钢板的焊接 某石油化工企业的换热器及反应容器中采用了厚度为4mm+24mm的N6/16MnR爆炸焊复合钢板。其化学成分及力学性能分别见表5-28和表5-29。
表5-28 镍-钢复合板的化学成分(质量分数,%)(https://www.xing528.com)

表5-29 镍-钢复合板的力学性能

1)焊接方法。基层采用焊条电弧焊打底,埋弧焊覆盖;覆层及过渡层用手工TIG焊。
2)焊接材料。基层:J507、ϕ4mm、H10Mn2、ϕ4mm+HJ350。过渡层:SNi6082(ERNiCr-3)ϕ2.5mm。覆层:N6、ϕ2.5mm。其中N6为纯镍焊丝SNi2061。SNi6082(ERNiCr-3)为超低碳[w(C)<0.03%]镍基焊丝,合金系统为20Cr-3Mn-2.5Nb-1.5Fe-0.5Ti-Ni余量。
3)焊接坡口。如图5-14所示。
4)焊接顺序。先以J507打底焊至6~8mm厚时,采用H10Mn2焊丝+HJ350焊剂焊满。覆层侧清根并进行无损检测合格后,用SNi6082(ERNiCr-3)焊丝直流正接焊接过渡层,盖过界面0.5~1mm。最后以N6与TIG焊焊接覆层。

图5-14 镍-钢复合板焊接坡口示意图
5)结果分析。接头经检验完全符合要求。
(2)覆层为镍铬铁合金(因康镍600)与基层为专用低碳钢的复合钢板的焊接 某公司为加工一批压力容器,用因康镍(Inconel)600作为覆层、基层为SA516-60钢[国外钢种,相当于我国的20g钢]的复合钢板为主体材料,其化学成分见表5-30。
表5-30 Inconel-复合钢板的化学成分(质量分数,%)

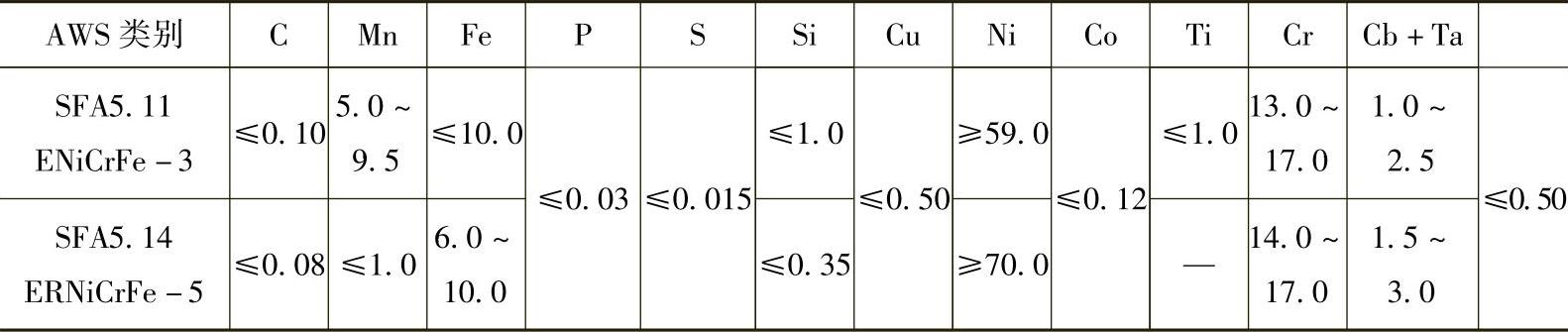
1)焊接方法及焊接材料的选择。基层用焊条电弧焊,按等强度原则选用AWS E7016ϕ4mm的焊条;覆层可用焊条电弧焊或TIG焊,均选用镍基焊接材料:焊条电弧焊选用AWSNiCrFe-3、ϕ3.2mm焊条,手工TIG焊选用ϕ1.2mm、AWSERNierFe-5焊丝,两者化学成分见表5-31。
表5-31 覆层使用的镍基焊接材料的化学成分(质量分数,%)
2)焊接坡口。复合钢板的焊接坡口尺寸示意图如图5-15所示。
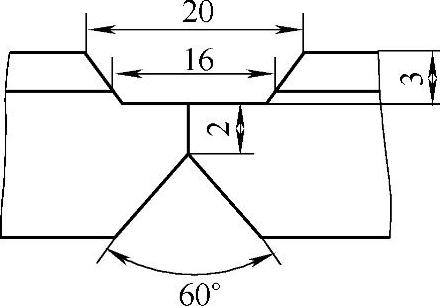
图5-15 复合钢板坡口尺寸示意图
3)焊接参数。Inconel-复合钢板的焊接参数见表5-32。
表5-32 Inconel-复合钢板的焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。