



1.合理使用器具的一般原则
1)对绝对测量来说,要求计量器具的测量范围要大于被测量的量的大小,但不要相差太大。因为用测量范围大的计量器具测量小型工件,不仅不经济,而且测量精度还难以保证。
2)对比较测量来说,计量器具的示值范围一定要大于被测件的参数公差。例如,被测件的尺寸公差为±0.05mm,就不能用示值范围为±0.05mm的测微计去测量。
3)在测量形状误差(例如圆跳动等)时,计量器具的测量头要做往复运动,因此要考虑回程误差的影响。当零件的精度要求高时,应当选择灵敏度高、回程误差小的计量器具。
4)对于薄型、软质、易变形的工件,应该选用测量力小的计量器具。
5)对于粗糙的表面,不得用精密的计量器具去测量。被测表面的表面粗糙度值要小于或等于计量器具测量面的表面粗糙度值。
6)单件或小批量生产应选用通用(万能)计量器具,大批量生产应选用专用计量器具。
2.根据安全裕度选用计量器具
(1)误废和误收 零件的完善检验应将尺寸计量结果和形状误差测量结果综合起来,判断是否超过最大实体尺寸和最小实体尺寸。而在实际检验零件时,采用的计量器具多数只用于测量尺寸,又常用依次测量结果作出判断,未考虑形状误差和示值变动性对测量结果的影响;也未考虑测量的误差,以及测量时的温度和压陷效应产生的误差对测量结果的影响。另外,上述测量误差又具有不确定性(大小和正负均不确定)。这样一来,当零件的真值处于极限尺寸附近时,就会产生将不合格零件或超差零件判为合格零件的现象,即误废或误收。
(2)内缩验收极限和安全裕度 国家标准GB/T 3177—2009规定:对普通计量器具,如游标卡尺和千分尺,在车间条件下使用的分度值不小于0.0005mm的比较仪等,检验公差值大于0.009~3.2mm,尺寸至1000mm的零件时,应按内缩验收极限来验收零件,并选用合适的计量器具。
内缩验收极限是从零件的最大实体尺寸和最小实体尺寸分别向公差带内移一个安全裕度(A),见图2-1。这样一来,用于生产的公差比零件规定的公差就缩小了2A,减小了因测量的不确定度引起的误收率,保证了验收零件的质量。
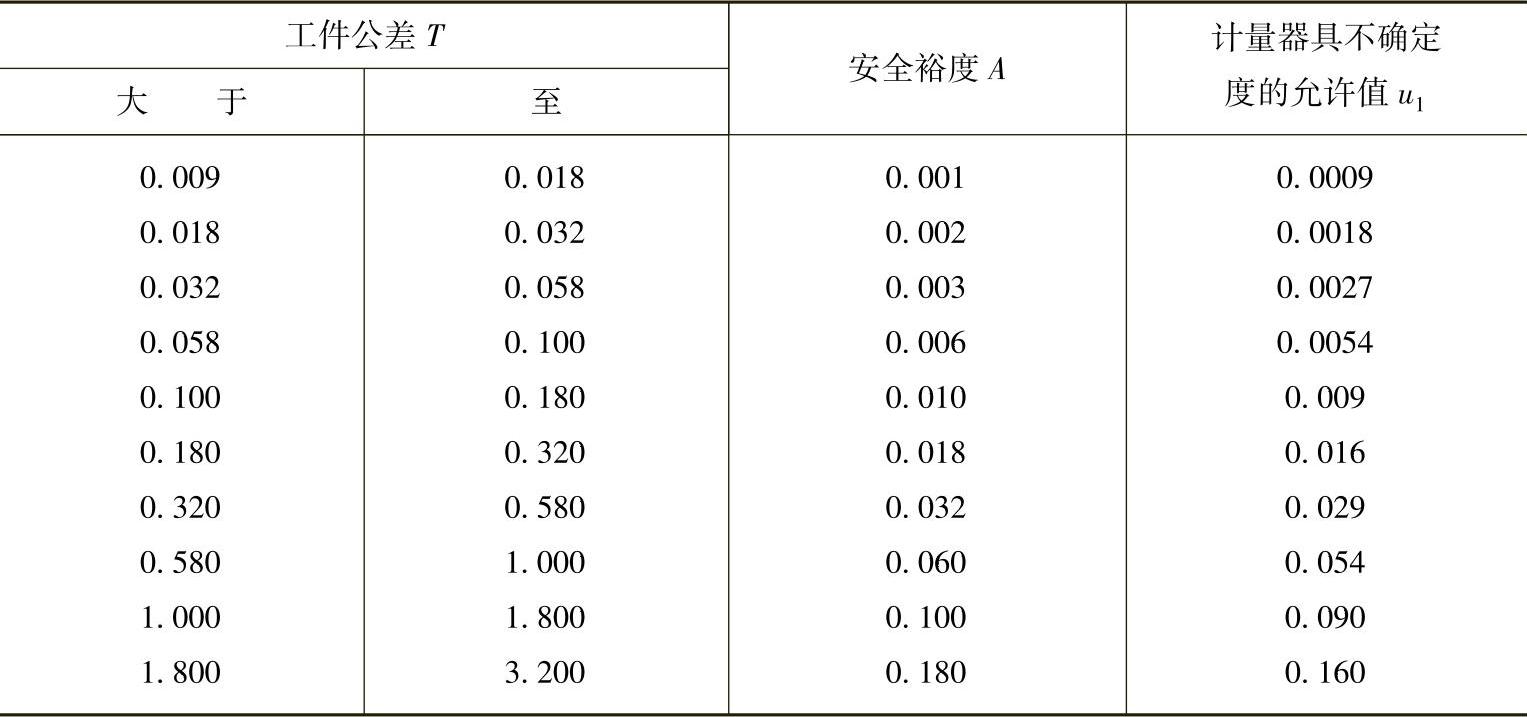
安全裕度A相当于测量中的不确定度,包括计量器具的不确定度(约为0.9A)和由于温度、压陷效应及零件形状误差等引起的不确定度(约为0.45A)。安全裕度A值的规定应从技术和经济两方面综合考虑。A值大,占用零件公差多,加工的经济性差。GB/T 3177—2009的允许值见表2-1。
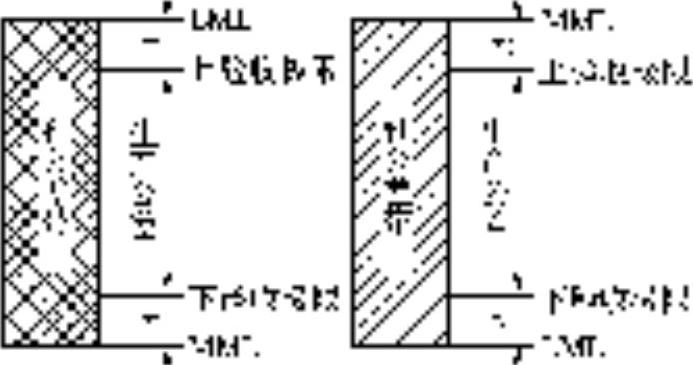
图2-1 内缩验收极限与安全裕度
表2-1 安全裕度与计量器具不确定度的允许值 (单位:mm)
(3)计量器具的选用方法
1)根据零件的公差值,查出安全裕度A和测量计量器具不确定度的允许值u1。
2)根据被测零件的尺寸范围,选用不确定度等于或小于u1的计量器具。计量器具的不确定度见表2-2和表2-3。
(4)确定零件的验收极限
1)孔的上验收极限=最小实体尺寸(最大极限尺寸)-A=最大实体尺寸+公差-A。
2)孔的下验收极限=最大实体尺寸(最小极限尺寸)+A。
3)轴的上验收极限=最大实体尺寸(最大极限尺寸)-A。
4)轴的下验收极限=最小实体尺寸(最小极限尺寸)+A=最大实体尺寸-公差+A。(https://www.xing528.com)
表2-2 千分尺和游标卡尺的不确定度
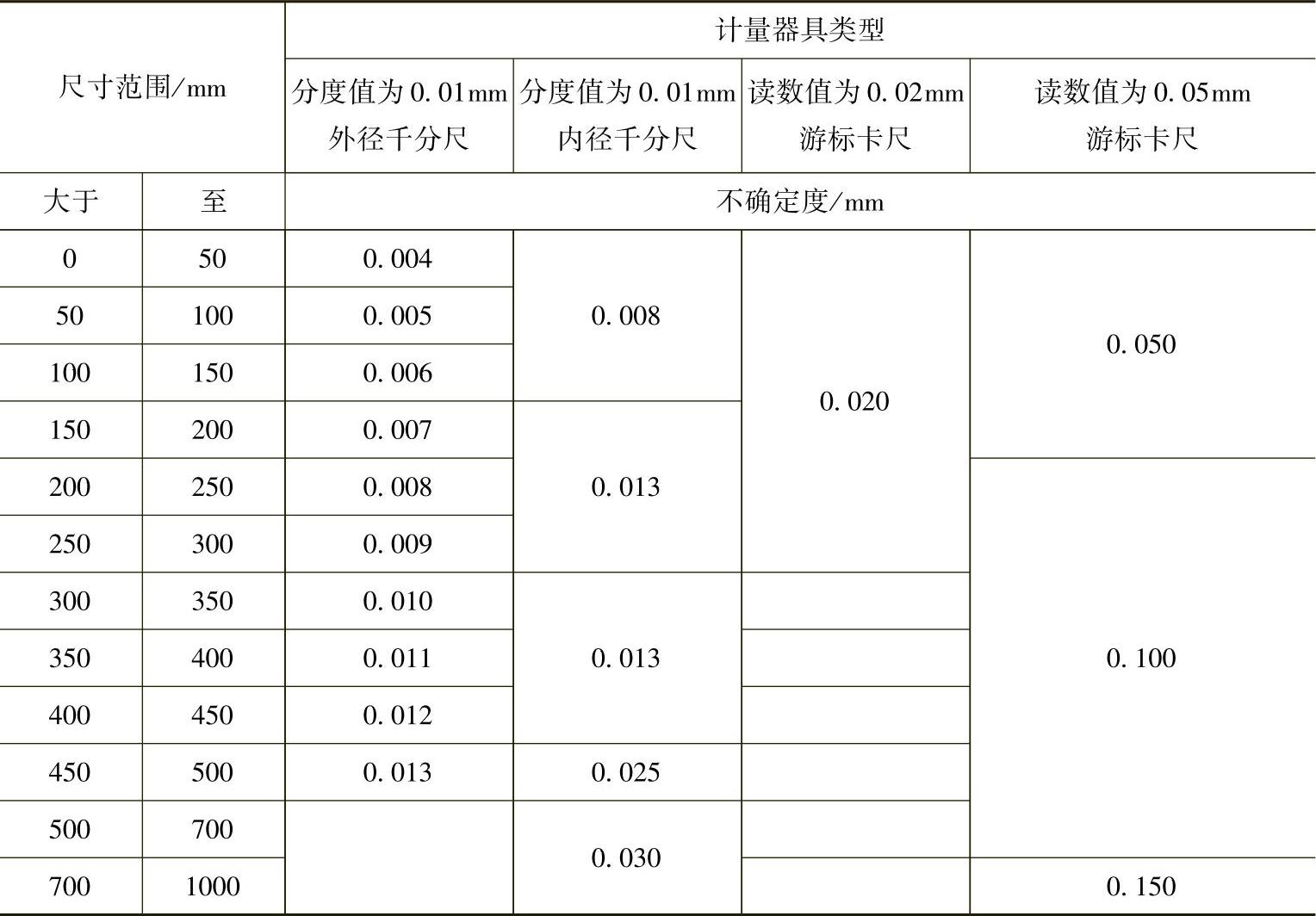
注:1.当采用比较测量时,千分尺的不确定度可小于表中规定的数值(但不低于表中数值的60%)。
2.当采用的计量器具不确定度达不到GB/T 3177—2009规定的u1值时,在一定范围内允许按所
用的计量器具的不确定度数值u′1,重新计算出相应的安全裕度A′(A′=u′1/0.9),再由最大实
体尺寸和最小实体尺寸分别向公差带内移动A′值,定出验收极限。
举例:已知一套筒零件图样中标注的外圆尺寸为Φ2500-0.46mm,内孔尺寸为Φ 150+0.160mm,试选择计量器具和确定验收极限。
解(1)选择测量Φ2500-0.46mm外圆的计量器具和确定验收极限
1)确定安全裕度A和计量器具不确定度允许值u1。Φ2500-0.46mm外圆公差值为0.46mm,查表2-1,0.46mm在0.320~0.580mm公差范围内,该公差范围内的安全裕度A=0.032mm,计量器具的不确定度允许值u1=0.9A=0.029mm。
2)选择计量器具。外圆的尺寸为250mm,查表2-2,250mm在200~250mm尺寸范围内。在不确定度小于u1的计量器具中,应选不确定度接近u1值的计量器具,故应选读数值为0.02mm的游标卡尺。
3)确定验收极限:
上验收极限=最大实体尺寸-A=250mm-0.032mm=249.968m;
表2-3 比较仪和指示表的不确定度
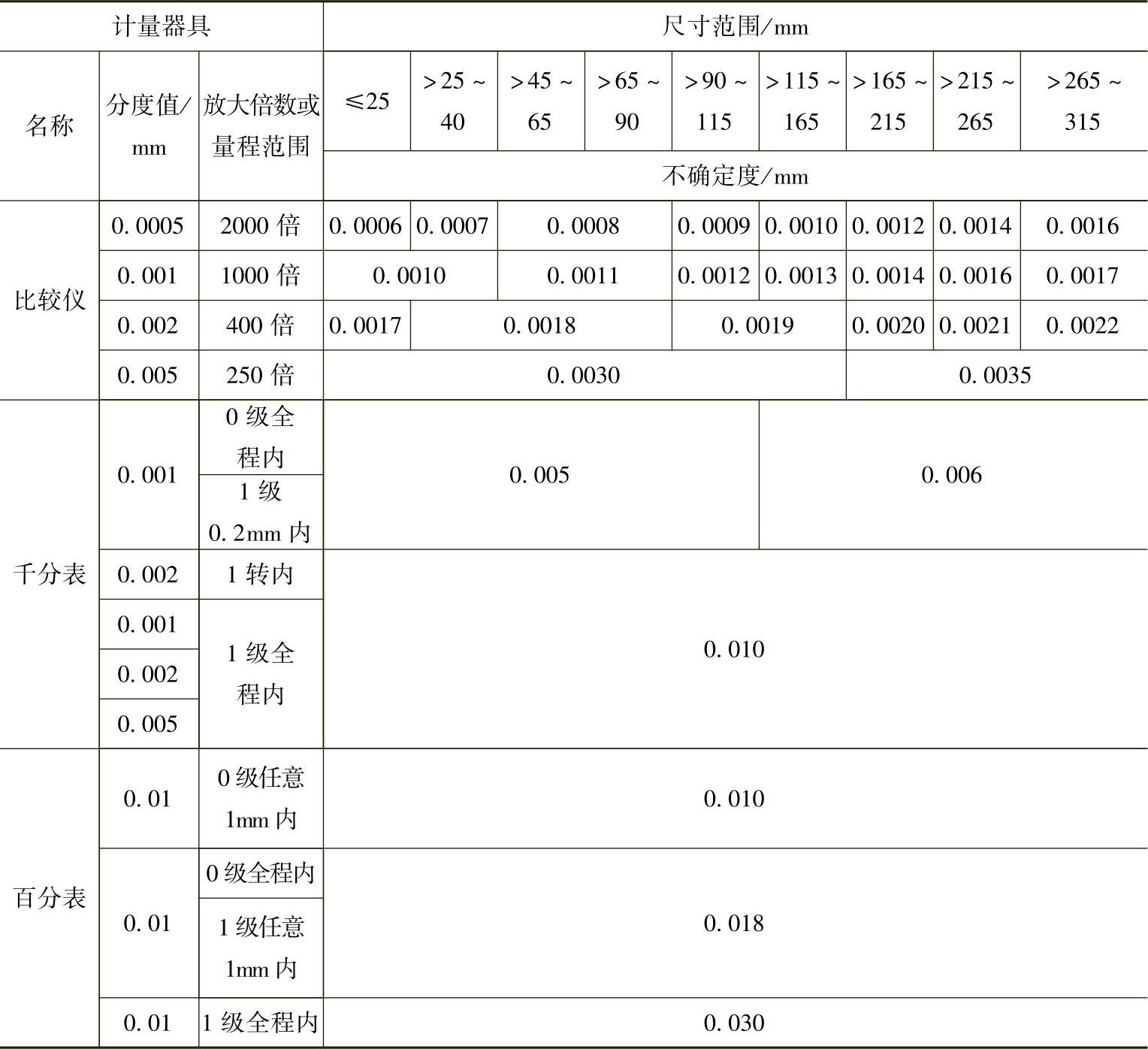
注:测量时使用的标准器具由4块1级(或4等)量块组成。
下验收极限=最大实体尺寸-公差+A=250mm-0.46mm+0.032mm=249.572mm。
(2)选择Φ150+0.160mm内孔的计量器具和确定验收极限
1)确定A和u1。Φ150+0.160mm孔的公差为0.16mm,查表2-1,0.16mm在0.100~0.180mm公差范围内,所以A=0.010mm,u1=0.9A=0.009mm。
2)选择计量器具。孔的尺寸为150mm,查表2-2,150mm在100~150mm尺寸范围内。在该尺寸范围,分度值为0.01mm内径千分尺的不确定度为0.008mm,小于并最接近于计量器具不确定度的允许值u1,符合要求。故选此千分尺。
3)确定验收极限:
上验收极限=最大实体尺寸+公差-A=150mm+0.16mm-0.01mm=150.15mm
下验收极限=最大实体尺寸+A=150mm+0.01mm=150.01mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。