



1.尺寸偏差
某一尺寸减去其基本尺寸所得的代数差称为尺寸偏差。孔用E表示,轴用e表示。偏差为代数差,可以为正值、负值或零,在进行计算时,必须带有正、负号。
偏差有以下几种:
(1)极限偏差 极限尺寸减其基本尺寸所得的代数差称为极限偏差。由于极限尺寸有最大极限尺寸和最小极限尺寸之分,对应的极限偏差又分为上偏差和下偏差。
1)上偏差:最大极限尺寸减其基本尺寸所得的代数差称为上偏差。
孔的上偏差以ES表示,轴的上偏差以es表示,公式表示为
ES=Dmax-D
es=dmax-d
2)下偏差:最小极限尺寸减其基本尺寸所得的代数差称为下偏差。
孔的下偏差以EI表示,轴的下偏差以ei表示,公式表示为
EI=Dmin-D
ei=dmin-d
(2)实际偏差 实际尺寸减其基本尺寸所得的代数差称为实际偏差。由于实际尺寸可能大于、小于或等于基本尺寸,因此实际偏差可能为正、负或零值,不论书写或计算时必须带上正负号。
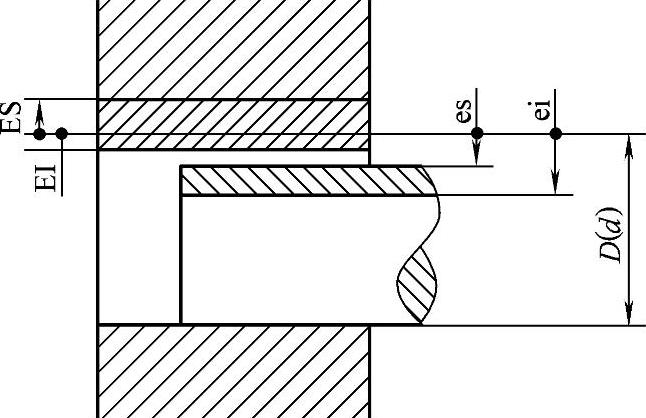
图3-5 极限偏差
偏差计算举例如下:
[例1] 某孔直径尺寸为ϕ60mm,最大极限尺寸为ϕ60.048mm,最小极限尺寸为ϕ60.009mm,求孔的上、下偏差。
ES=Dmax-D=(60.048-60)mm=+0.048mm
EI=Dmax-D=(60.009-60)mm=+0.009mm
[例2] 计算轴ϕ40+0.018-0.012mm的极限尺寸,若该轴加工后测得实际尺寸为ϕ40.012mm,试判断该零件是否合格。
dmax=d+es=(40+0.018)mm=40.018mm
dmin=d+ei=[40+(-0.012)]mm=39.988mm
由于ϕ39.988mm<ϕ40.012mm<ϕ40.018mm,因此该零件合格。
2.尺寸公差
公差定义:尺寸公差是允许尺寸的变动量。尺寸公差简称公差。
公差表示一批零件尺寸允许变动的范围,这个范围大小的数量值就是公差。公差数值等于最大极限尺寸与最小极限尺寸代数差的绝对值。所以它是绝对值,不是代数值,零公差、负公差的说法都是错误的。
公差表达式:
孔公差用TD表示:TD=Dmax-Dmin=ES-EI
轴公差用Td表示:Td=|dmax-dmin=es-ei
公差的大小表示对零件加工精度高低的要求。不能根据公差的大小去判断零件尺寸是否合格。上、下偏差表示每个零件实际偏差大小变动的界限,是判断零件尺寸是否合格的依据,与零件加工精度的要求无关,但是上、下偏差之差的绝对值(公差)是与精度有关。公差是误差的允许值,是由设计确定的,不能通过实际测量得到。
尺寸公差计算举例如下:
[例3] 求孔Φ 50+0.10+0.02mm的尺寸公差。
解1:根据公式:TD=Dmax-Dmin=0.10-0.02mm=0.08mm
解2:根据公式:ES=Dmax-D
EI=Dmin-D
得Dmax=D+ES=(50+0.10)mm=50.10mm
Dmin=D+EI=(50+0.02)mm=50.02mm(https://www.xing528.com)
尺寸公差得:TD=Dmax-Dmin=50.10-50.02mm=0.08mm
[例4] 一轴尺寸为ϕ50mm,最大极限尺寸为49.991mm,尺寸公差为0.025mm,求最小极限尺寸、上偏差和下偏差。
解:根据公式得
dmin=dmax-Td=(49.991-0.025)mm=49.966mm
es=dmax-d=(49.991-50)mm=-0.009mm
ei=dmin-d=(49.966-40)mm=-0.034mm
3.零线与尺寸公差带图
为了说明尺寸、偏差和公差之间的关系,一般采用极限与配合示意图来表示,如图3-6所示。这种示意图是把极限偏差和公差部分放大而尺寸不放大画出来的。从图中可直观地看出基本尺寸、极限尺寸、极限偏差和公差之间的关系。
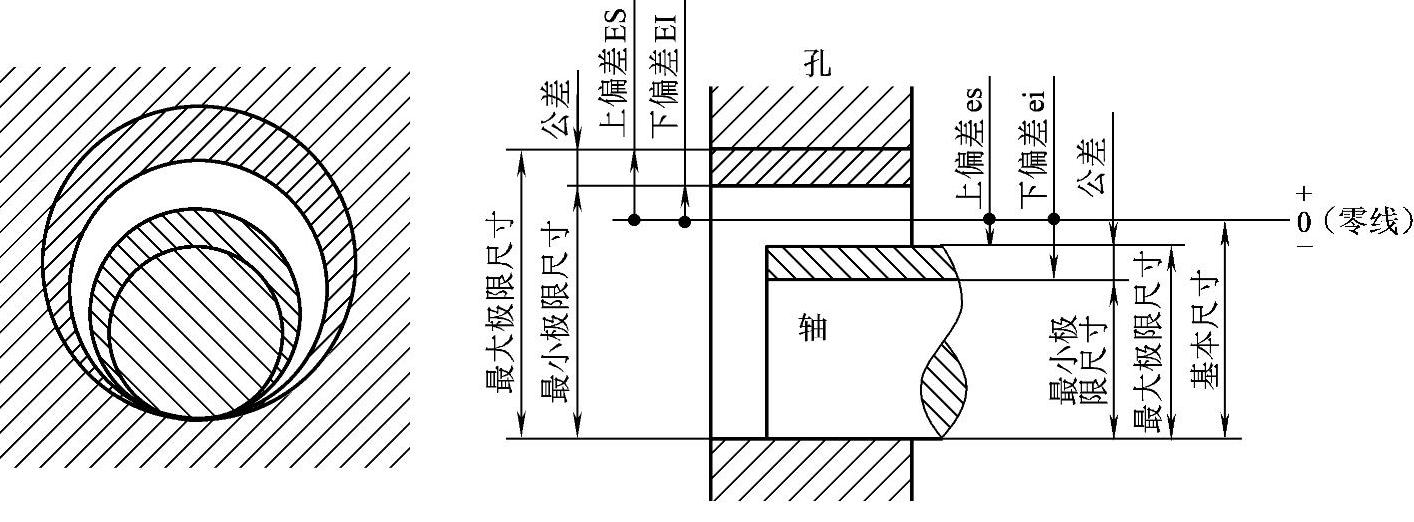
图3-6 极限与配合示意图
(1)零线 它是在公差配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线称为零线。通常以零线为基准确定偏差,并表示基本尺寸。偏差由此零线算起,习惯上,零线沿水平方向绘制,在其左端画出表示偏差大小的纵坐标并标上“0”和“+”“-”号,在其左下方画上带单向箭头的尺寸线,并标上基本尺寸值零线以上为正偏差,零线以下为负偏差,如图3-7所示。
(2)尺寸公差带 公差带是由代表两极限偏差或两极限尺寸的两平行直线所限定的区域称为尺寸公差带。取基本尺寸为零线(零偏差线),用适当的比例画出以两极限偏差表示的公差带,称为公差带图,如图3-7所示。在公差带图中,零线水平放置,取零线以上为正偏差,零线以下为负偏差。偏差以微米(μm)为单位。
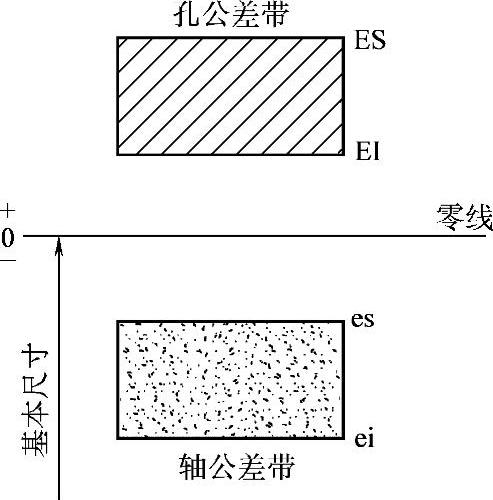
图3-7 尺寸公差带图
公差带的大小取决于公差的大小,公差大的公差带宽,公差小的公差带窄;公差带相对于零线的位置取决于某一极限偏差。公差和极限偏差的大小都是根据使用性能由设计确定的。
4.基本偏差和代号
(1)基本偏差 国家标准《极限与配合》中所规定的,用以确定公差带相对于零线位置的上偏差和下偏差,称为基本偏差。
基本偏差一般为靠近零线的那个偏差,如图3-8所示。当公差带在零线的上方时,其基本偏差为下偏差EI,因为下偏差靠近零线;当公差带在零线的下方时,其基本偏差为上偏差ES,因为上偏差靠近零线。当公差带的某一偏差为零时,此偏差自然就是基本偏差。有的公差带相对于零线是完全对称的,则基本偏差可为上偏差,也可为下偏差。
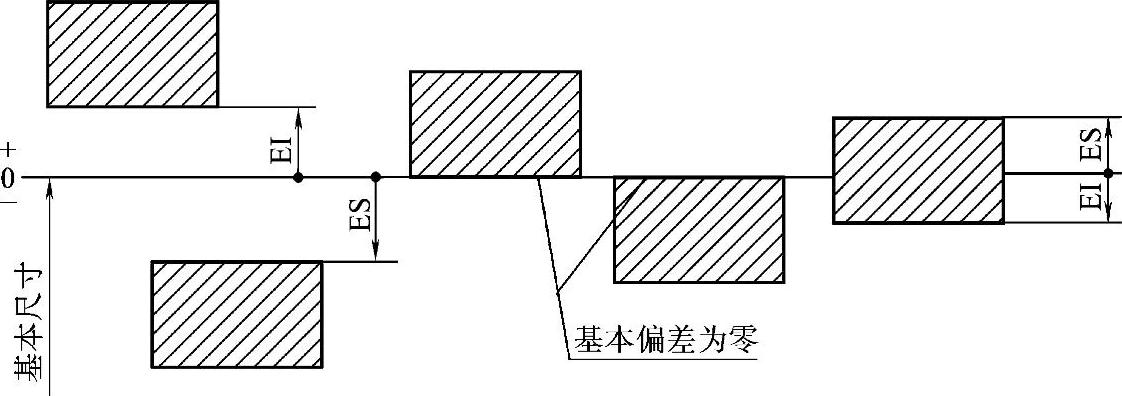
图3-8 基本偏差
例如Φ 40+0.018-0.018mm,它的基本偏差可为上偏差+0.018mm,也可为下偏差-0.018mm。
(2)基本偏差代号 根据实际需要,国家标准对孔和轴各规定了28个基本偏差,分别用一个或两个拉丁字母表示。大写字母表示孔的基本偏差,小写字母表示轴的基本偏差。为了不与其他代号相混淆,在26个字母中去掉了I、L、O、Q、W(i、l、o、q、w)5个字母,又增加了7个双写字母CD、EF、FG、JS、ZA、ZB、ZC(cd、ef、fg、js、za、zb、zc)。这样,孔和轴各有28个基本偏差代号,见表3-1。
表3-1 孔和轴的基本偏差代号

(3)基本偏差系列图 基本偏差系列中的H(h)其基本偏差为零,JS(js)与零线对齐,上、下偏差均可作为基本偏差。A~H(a~h)其基本偏差的绝对值逐渐减小;J~ZC(j~zc)为逐渐增大。
从基本偏差系列图3-9可知:孔的基本偏差系列中,A~H的基本偏差为下偏差,J~ZC的基本偏差为上偏差;轴的基本偏差中a~h的基本偏差为上偏差,j~zc的基本偏差为下偏差。公差带的另一极限偏差“开口”,表示其公差等级未定。
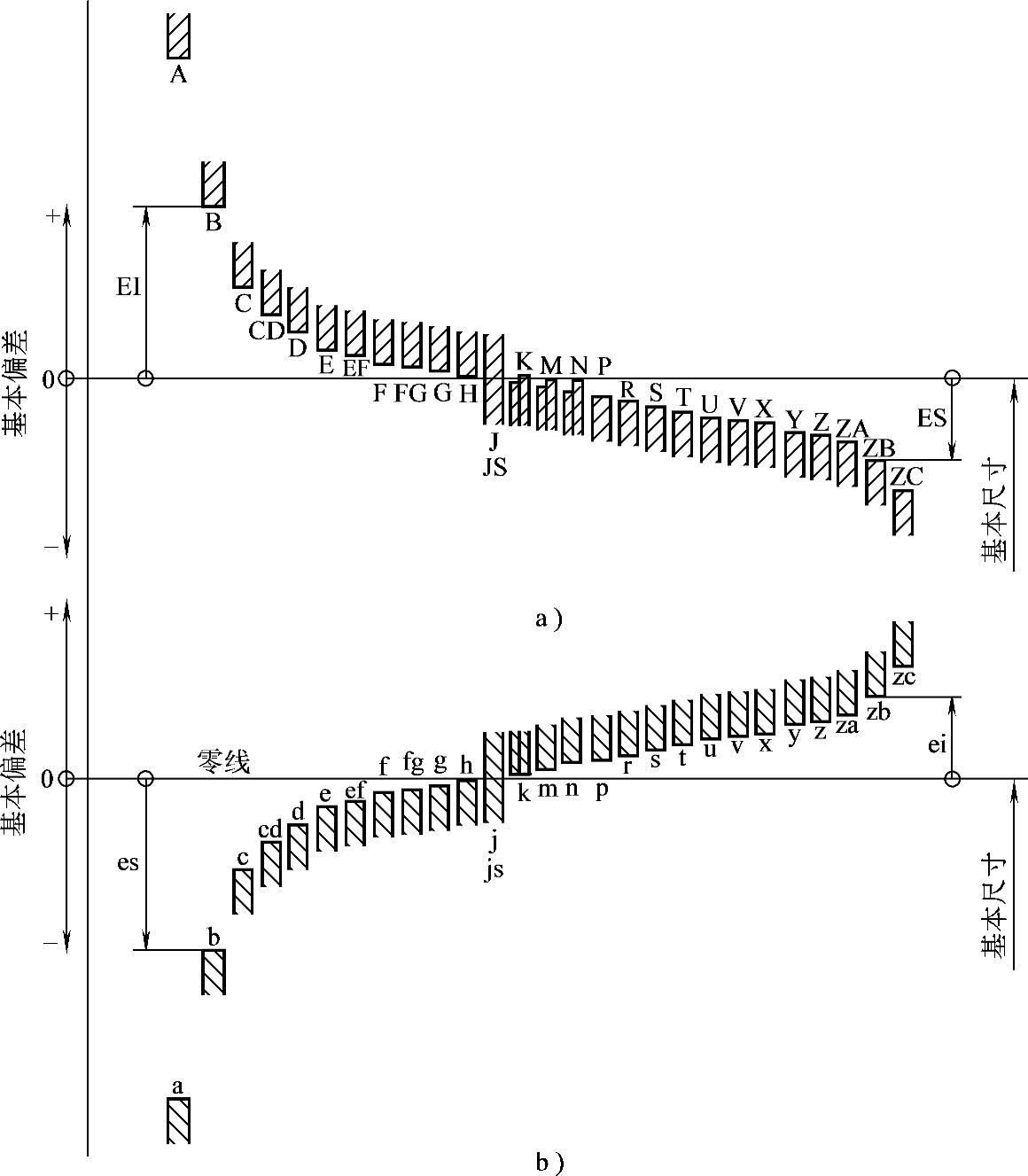
图3-9 基本偏差系列
a)孔的基本偏差系列 b)轴的基本偏差系列
5.标准公差
标准公差是由国家标准规定的,用于确定公差带大小的任一公差。公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT表示国际公差,数字表示公差等级代号。IT01精度最高,其余精度依次降低,IT18精度最低。可以看出当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。为了使用方便,国家标准把≤500mm的基本尺寸范围分为13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出(见表3-2)。
表3-2 标准公差数值表(摘自GB/T 1800.1—2009)

注:1.公称尺寸大于500mm的IT1~IT5的标准公差数值为试行的。
2.公称尺寸小于或等于1mm时,无IT14~IT18。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。