



电弧是导通电流的导体,任何导通电流的导体周围都要产生磁场,电流与磁场的方向由右手定则确定,如图2-69a所示。同理电弧周围也产生磁场。这种自身磁场可产生电磁收缩力,影响熔滴过渡和熔池深度,使电弧具有刚直性等,如图2-69b所示;另一方面在一定条件下会带来磁偏吹现象,使电弧不稳,影响焊接过程及焊缝成形等。
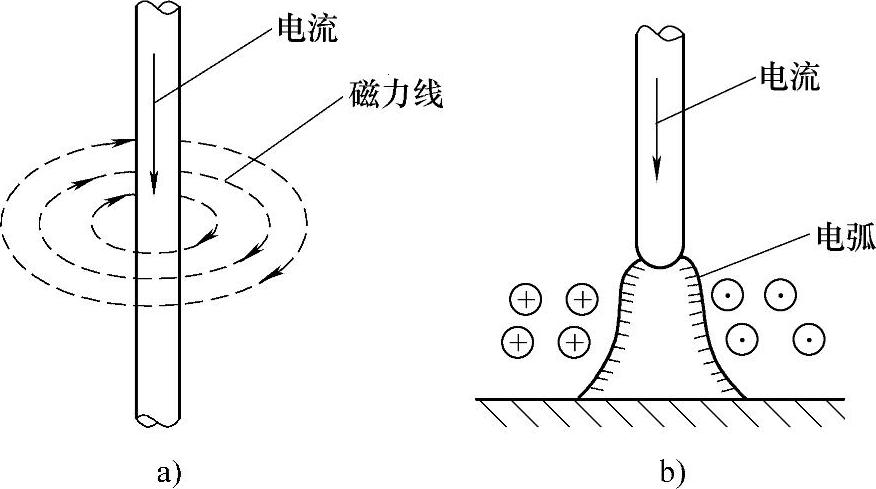
图2-69 电流导体和电弧周围的磁场
a)一般导体 b)电弧
1.电弧刚直性
所谓电弧的刚直性,即电弧作为一个柔软导体抵抗外界机械干扰,力求保持焊接电流沿焊条轴向流动的性能,而这种性能是由电弧自身磁场决定的。前面已经谈过电磁收缩力的产生机理。这种电磁力作用是产生电弧刚直性的主要原因,如图2-70所示。当电流通过电弧空间流动时,带电粒子的流动在电磁力的作用下,有尽量向1—0方向集中的倾向。即沿2—2′和3—3′运动的带电粒子都将受到自身磁场所产生的F力的作用,将它们推向0A。因此当电弧受风等某种机械作用,欲使电弧偏离焊丝轴向时,电弧的自身磁场则有抵抗这种干扰的能力,使电弧尽量保持沿焊条的轴线方向,除电弧自身磁场作用外,电弧的等离子流力、高速气流和周围气体的冷却作用,也有助于电弧刚直性的提高,在一般焊接过程中电弧自身磁场的作用是主要的。
由于电弧具有这种刚直性,所以当焊条与焊件有一定的倾角时(见图2-71)电弧仍能保持沿焊条的轴线方向,而不是始终垂直于焊件表面。由于电弧自身磁场强度决定于产生此磁场的焊接电流大小,所以一般情况下焊接电流越大,电弧周围的冷空气流越大,电弧越受拘束,电弧的刚直性越大。保护气体的种类对电弧的刚直性也有影响,如CO2、H2、N2、He等气体均有利于提高电弧的刚直性。
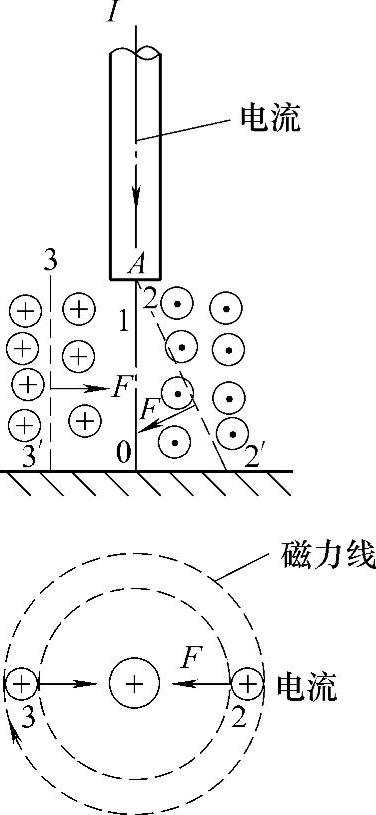
图2-70 自身磁场保持电弧刚直性的作用
2.电弧偏吹
从上面电弧自身磁场保持电弧刚直性的原理可以知道,只有在电弧周围磁场强度是均匀的,即磁力线的分布沿电弧轴线是均匀的时候,电弧才能保持轴向对称位置。如果由于某种原因,这种磁力线分布的均匀性受到破坏,使电弧四周受力不均匀,将使电弧偏向一侧,如图2-72所示,这种自身磁场不对称电弧受磁力作用促使电弧偏离焊条轴线的现象称为电弧偏吹(简称磁偏吹)。空间磁力线密集的地方对电弧产生推力,将其推向磁力线稀疏的地方。下面结合实例来分析磁偏吹的现象。
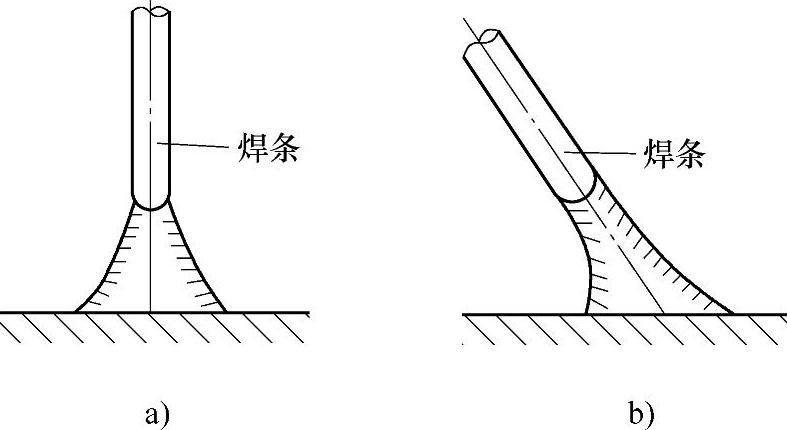
图2-71 焊条倾斜时电弧刚直性的表现
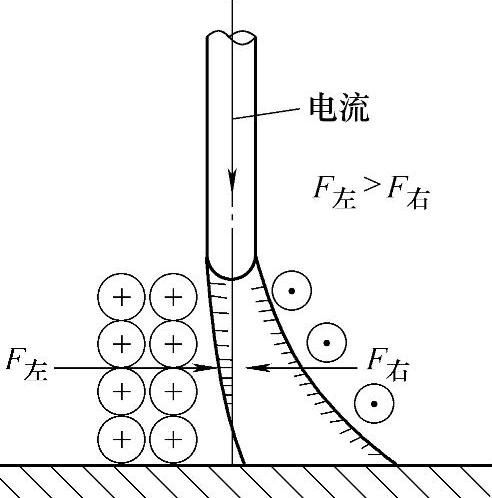
图2-72 电弧偏吹起因示意图
(1)导线接线位置引起的磁偏吹 焊接时不仅焊接电流通过焊条与电弧在空间产生磁场,通过焊件的电流在空间也会产生磁场。当焊条垂直于焊件时,由于电流通路在电弧处相互垂直,则在电弧左侧的空间,为两段导体周围产生的磁力线叠加(见图2-73),提高了该处磁力线密度,而电弧右侧的空间只有电弧本身产生的磁力线,因此磁力线密度比左侧的小,这样在电弧周围磁力线密度分布就不均匀,使磁力线密度大的地方产生对电弧的推力,并指向磁力线密度小的地方,使电弧偏离焊条轴向,形成电弧的磁偏吹。如果焊条向右方倾斜,如图2-73b所示,调整一下电弧左右两侧空间大小,使两侧磁力线密度趋向平衡,则可以减小电弧偏离焊条轴线的程度,亦即减小磁偏吹。电弧长度减小,磁偏吹现象也减弱,因为电弧长度减小,磁场对电弧作用的合力也减弱。
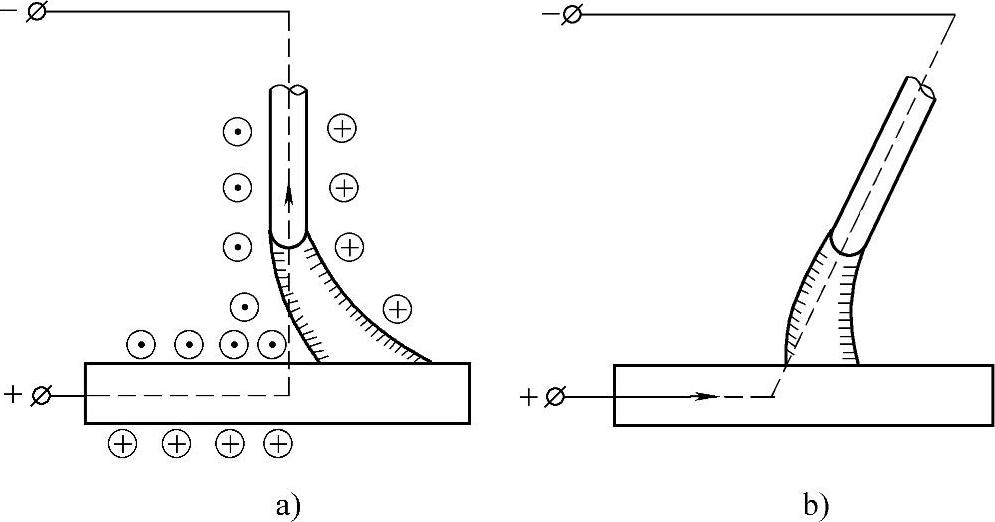
图2-73 导电接线位置产生的磁偏吹(https://www.xing528.com)
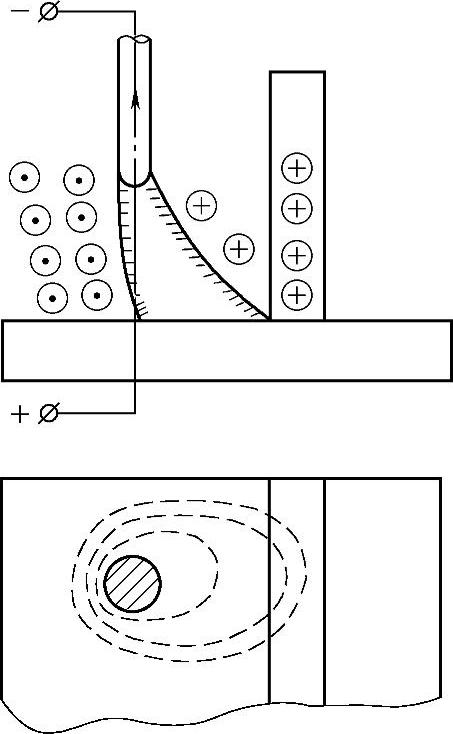
图2-74 电弧一侧近处有铁磁物质引起的磁偏吹
(2)电弧附近的铁磁物质所产生的磁偏吹 当电弧的一侧放置一块钢板(良导磁体)时,则电弧偏离焊条轴线指向钢板,如图2-74所示。因为在电弧一侧放置钢板后,钢板是良导磁体,磁力线将力求走磁阻小的通路,使较多的磁力线集中到钢板中,电弧空间右侧的磁力线密度显著降低,破坏了空间磁力线分布的均匀性,电弧偏向有钢板的一侧,看上去好像是钢板吸引了电弧,实质上电弧是被另一侧较强的磁场推了过去,电弧一侧放的钢板越大或距离越近,引起磁力线密度分布不对称越加剧,电弧的磁偏吹就越厉害。当焊接电弧走到钢板的端部时,也容易发生电弧向钢板一侧的磁偏吹现象,如图2-75所示。这是因为电弧到达钢板端头时导磁面积发生变化引起的。靠近端部导磁面积小,电弧加热过的焊缝靠近电弧的部分温度很高,可能在居里点以上而导磁性不好,结果都使靠近焊件边缘的地方通过的磁力线密度增加,也造成了空间磁力线密度的不均匀,故产生指向焊件内侧的磁偏吹,这种磁偏吹对坡口中心的电弧尤其明显。
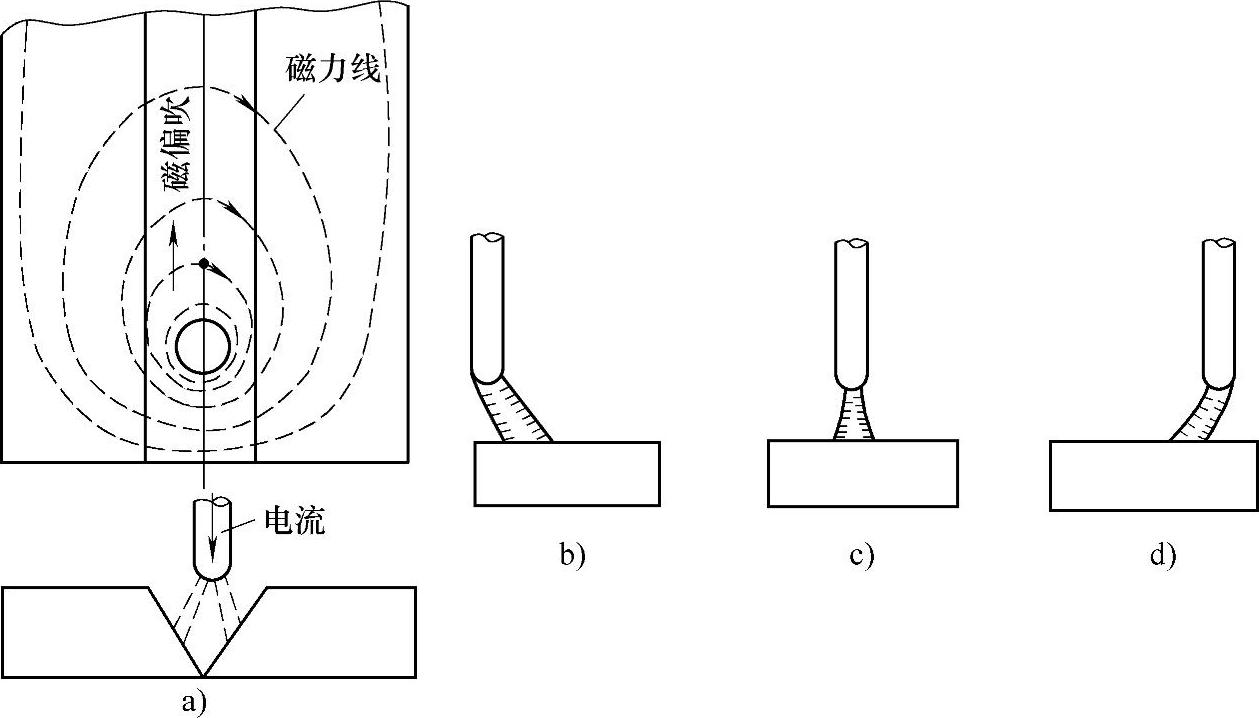
图2-75 电弧在钢板一端的磁偏吹
(3)交流电弧的磁偏吹 前边介绍的是直流电弧磁偏吹的情况,交流焊接电流的方向在不断地变化,同时电弧自身引起的磁场方向也在不断地变化,而电流导体受磁场作用力的方向与直流一样是不变的,如果在电弧空间周围磁场与直流一样,分布不均匀,也引起磁偏吹,磁偏吹的方向也与直流相同。实际经验证明:交流电弧的磁偏吹比直流电弧弱得多,如在直流焊接情况下150A的电流就会出现磁偏吹问题,而交流焊接电流为300A时磁偏吹现象也不明显。造成这种现象的原因之一是交流引起的磁场是在不断地改变方向,变化的磁力线在母材中引起的涡流损失增加,这个涡流电流有抵消形成磁场的作用,使合成的磁场变弱。另外,因交流电流和磁场都是变化的,不均衡磁场对电弧的作用力也是同相位进行变化,磁场强度与焊接电流大小成比例,不均衡磁场对电弧磁偏吹的作用力也与焊接电流成比例。正弦波焊接电流在1/2半波内焊接电流由零增到最大值。电弧偏离焊条轴线到最大值需要一定的时间,而焊接电流达到最大值时(1/2半波处)立刻减小,造成磁偏吹的力也减小,电弧来不及偏离到最大值也要随着磁偏吹力的减小而回到焊条轴线位置。因此交流电弧磁偏吹现象比直流电弧显著减弱。
生产中经常遇到磁偏吹现象,磁偏吹严重时使焊接过程不稳定,操作难以控制,焊缝成形不良。磁偏吹可用下列办法消除和减少:
1)在可能时用交流电源代替直流电源。
2)尽量用短弧进行焊接,电弧压得越低,磁偏吹越小。
3)对于长的和大的焊件可以采用两边连接地线的方法。
4)若焊件有剩磁,焊前要设法消除,避免铁磁物质的影响。
5)尽量用厚药皮焊条代替薄药皮焊条和调整焊枪或焊条角度。
6)使用脉冲焊。
(4)平行电弧间的磁偏吹 两个平行电弧,根据焊接电流方向的不同,相互间可能产生吸引或排斥,同样是电弧空间磁力线相互增强或相互减弱造成的,如图2-76所示。
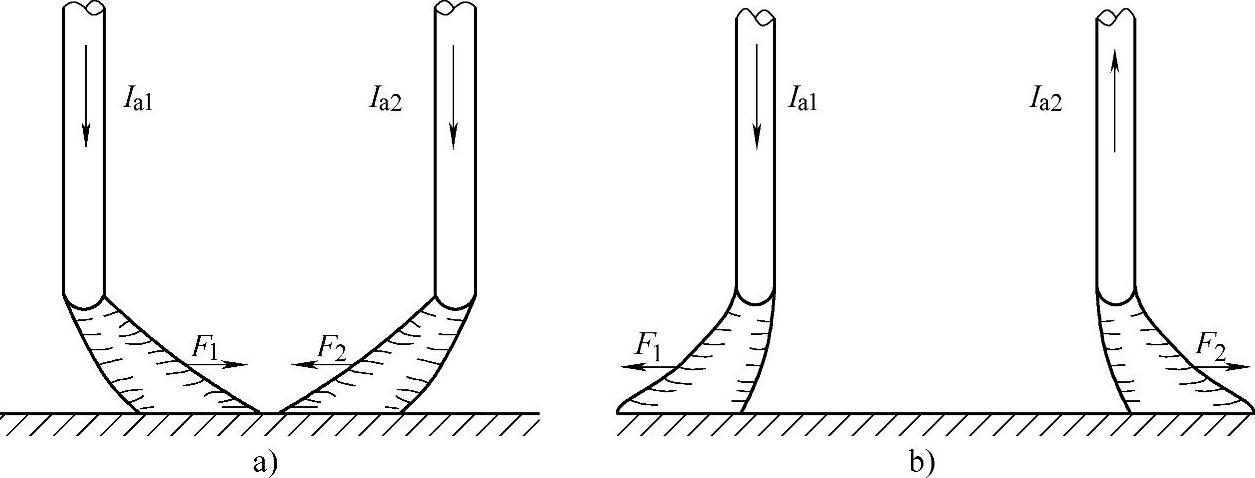
图2-76 平行电弧间产生的磁偏吹
a)同向电流的电弧互相吸引 b)反向电流的电弧互相排斥
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。