



直流TIG焊时使用直流TIG焊电源,此时对于焊接电源的极性选择十分重要,一旦接错,焊接过程无法顺利进行,造成钨极严重烧损,电弧极不稳定。根据极性不同,可分为直流正极性(DCSP)和直流反极性(DCRP)。
1.直流正极性
直流正极性时焊件接电源输出端的正极,焊枪接输出端的负极(美国文献称为DCEN接法,简称EN)。由于钨极为阴极,在电弧燃烧过程中,钨极处于高温状态,呈热电子发射状态,也称为热阴极,发射电子带走了一部分能量,使得钨极被冷却,也就是钨极本身产热较少,所以允许较大的焊接电流。
直流TIG焊正极性时,电弧静特性如图4-16所示。可以看到,电弧静特性大体上分两段,其中I<50A时为下降特性(也称为负阻性),当I>50A时为平特性。同时随着弧长的增大,电弧电压也增加。

图4-16 TIG焊正极性时的电弧静特性(L为弧长)
根据电弧静特性来选择电源外特性。通常电源外特性斜率小于电弧静特性斜率才能保证电弧稳定燃烧。所以焊接电流较大时,应选择下降外特性或陡降外特性。而焊接电流较小时,因电弧静特性为负阻性,所以必须选择陡降外特性电源。从焊接参数稳定性方面来看,通常选用恒流源(陡降电源外特性),但不得带外拖,这是为了避免弧长改变时引起焊接电流变化和防止偶尔短路烧损钨极。
前面已经介绍了直流TIG焊时引弧较困难。常用的引弧方式有两种:一种为接触引弧,常用于小电流时;另一种为激发引弧。
因为接触引弧易烧损电极端头,而引起钨夹渣缺陷,所以大都采用激发引弧。激发引弧有两种形式:一种为利用高频振荡器引弧;另一种为利用高压脉冲引弧器引弧。
(1)高频电压振荡引弧器 这是一种传统的引弧器,目前在国内外的TIG焊机上仍有大量的应用。其主要原理如图4-17所示。其中T为高漏抗的升压变压器,可将二次线圈电压升到2000~3000V,然后对电容C1进行充电,它的端电压逐渐升高,到某一数值时,火花放电器F的钨极间隙被击穿,此时,C1、火花放电器与电感L1形成振荡电路。其振荡频率f可根据下式计算:

式中 C1——振荡电容量;
L1——振荡线圈电感。
通常振荡频率为150~260kHz。
振荡电压的波形如图4-17b所示。振荡回路产生的高频电压通过L2耦合线圈输送到焊接回路。振荡回路中存在着电阻,所以C1、L1的振荡是衰减的,但由于变压器T不断给C1充电,故可使振荡不断继续下去。电容器C2可以起到隔离作用,使工频高压不会进入焊接回路,对操作者构成威胁。高频振荡回路中的火花放电器的放电间隙有一定要求,应保持在1mm左右,间隙过大,间隙不易击穿,振荡难以进行;间隙过小,振荡幅度过小,输出电压不高,引弧效果不好。根据引弧效果可以适当调整间隙距离。在使用过程中,火花放电器的钨极表面经常被烧损或者被弄脏,需要定期用砂纸清理钨极的下端面。

图4-17 高频高压脉冲引弧器原理及波形图
a)原理图 b)波形图 F—火花放电器 L1—振荡线圈 L2—耦合线圈 T—高压变压器 C1、C2—电容
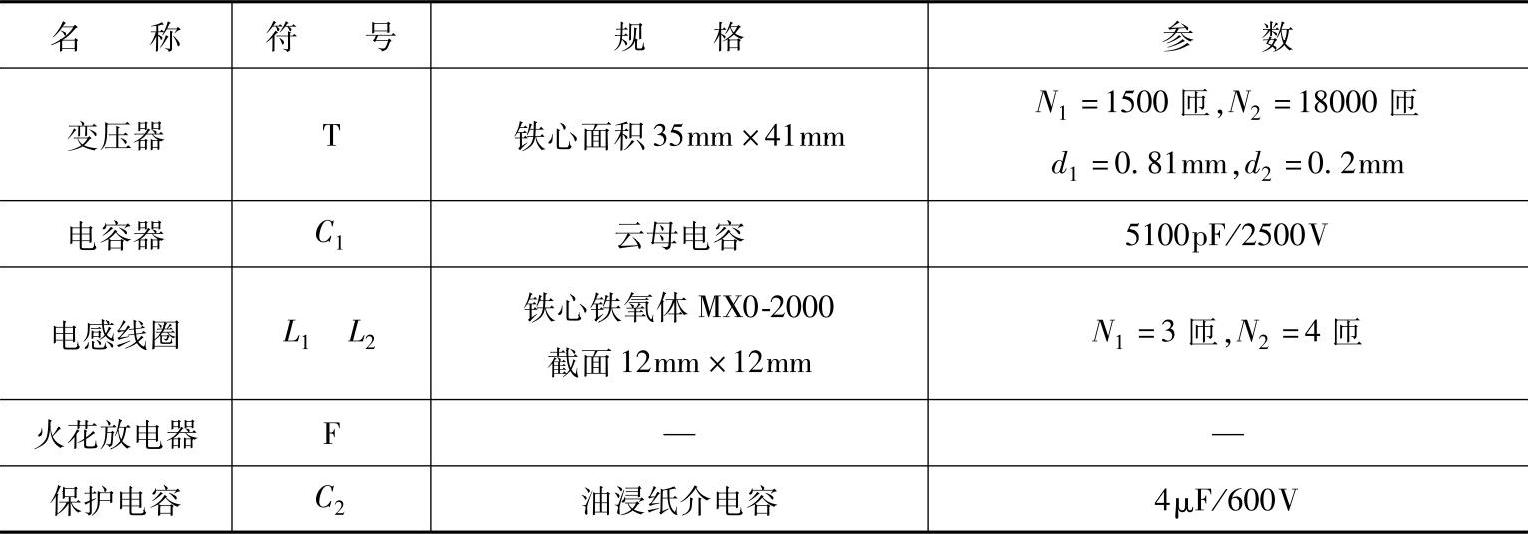
高频高压振荡引弧器的主要技术数据见表4-9。
高频高压振荡引弧器与焊接主回路有并联接法和串联接法两种联接方法,如图4-18所示。串联的引弧效果较好,应用较多。
表4-9 高频高压振荡引弧器的主要技术数据
 (https://www.xing528.com)
(https://www.xing528.com)
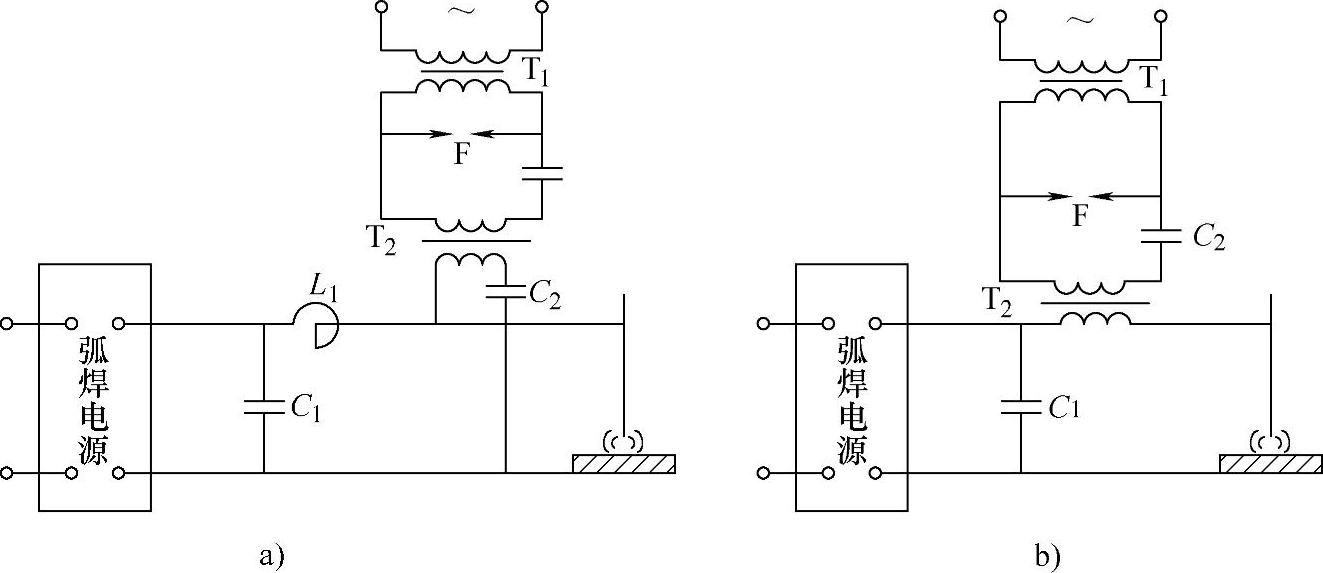
图4-18 高频高压振荡引弧器接法
a)并联接法 b)串联接法
这种引弧器的最大缺点是对电网或其他的电器设备电磁干扰太大,要采取严格的屏蔽措施。
(2)高压脉冲发生器 这是一种工频高压脉冲发生器,输出800V的高压脉冲来击穿电弧间隙。其原理图如图4-19a所示。
电网电压升压后经全波整流、电容滤波达到1100V电压,当焊接电流达到幅值时,晶闸管VH1、VH2触发而导通,此时储存在电容C1的能量经此脉冲输送到焊接回路进行引弧,引弧脉冲相位如图4-19b所示。电容C1放电后,T2一次线圈产生反向脉冲使晶闸管VH1、VH2关断,于是C1又一次开始充电,经过1/50s等待下一个触发脉冲到来时,C1上的充电电压又将达到最大值。如果第一次电弧没有引燃,则晶闸管再次触发,从而提供第二个引弧脉冲,直到电弧引燃为止。这种引弧器的效果不如前者,然而不会引起电磁干扰。
高压脉冲发生器除可以用于引弧外,在正常焊接时,当采用EP极性时(铝为负半波时)也需要外加高压脉冲,这也可以由高压脉冲发生器提供。
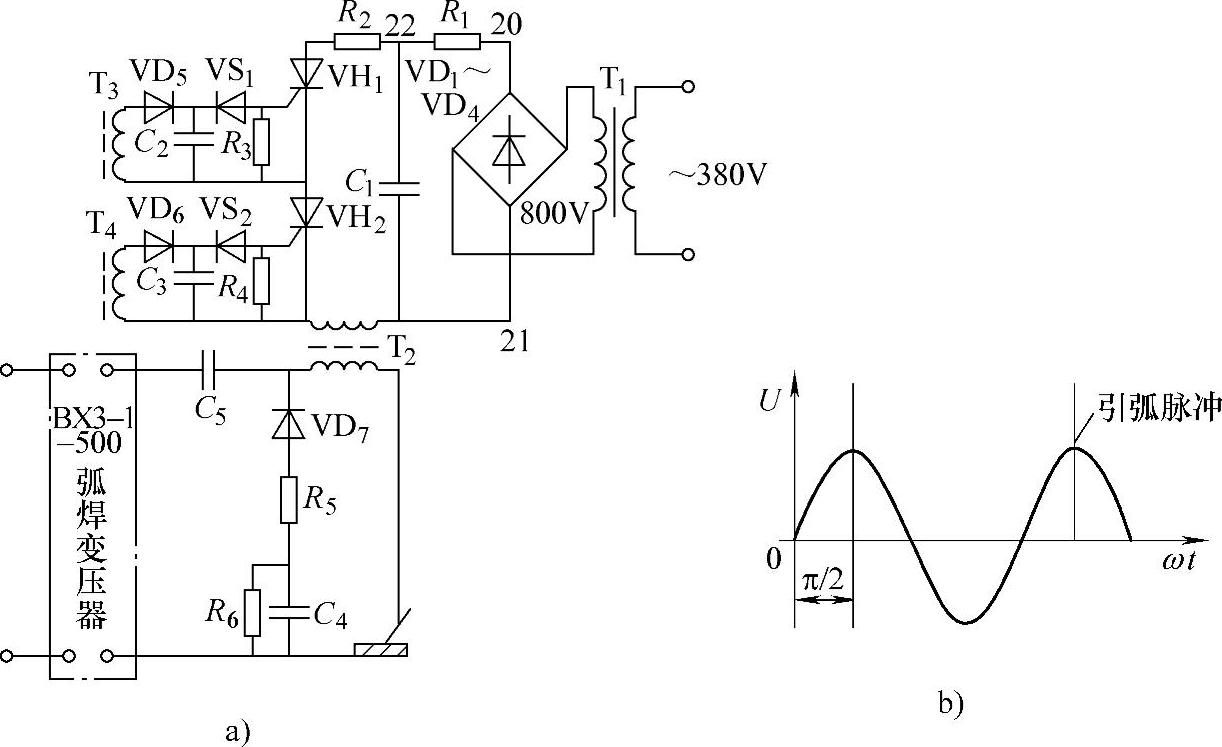
图4-19 脉冲引弧电路及引弧脉冲相位
a)并联接法 b)串联接法
激发引弧对于逆变焊机和焊接机器人等设备极易造成干扰。为了保证设备的安全工作,这时常常使用接触引弧。为了减小或防止钨极烧损,出现了一种小电流接触引弧法。接触式引弧将钨极与焊件短路,然后迅速地将钨极提起,整个动作好似擦火柴一样。这种方法简单,不需其他附加装置,然而它仅仅用于小电流的直流TIG焊。大电流时采用此法钨极烧损严重,会改变钨极端部的几何尺寸。为了解决这个矛盾可以在焊接电源上增加控制电路,在引弧瞬间降低焊接电流,一旦电弧引燃后焊接电流便自动恢复到预定值。具有这种控制方法的焊机的电弧静特性如图4-20所示。这种引弧方法不适宜交流TIG焊,因为无法引燃电弧,并且有时当钨极抬起瞬间电弧吹力会破坏保护气流,将焊件表面弄脏。
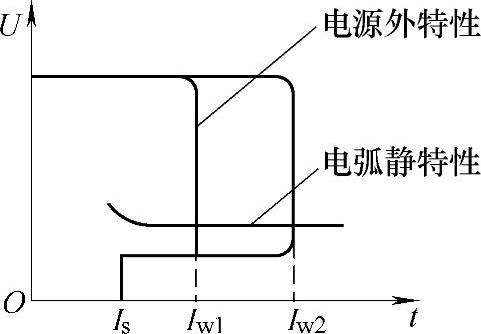
图4-20 接触引弧时减小短路电流的电弧静特性
2.直流反极性
直流反极性时焊件接电源输出端的负极,焊枪接输出端的正极(美国文献称为DCEP接法)。直流反接时电弧对母材表面的氧化膜具有阴极清理作用,这种作用也称为“阴极破碎”或“阴极雾化”作用。产生这种作用的主要原因是反接时焊件发射电子,而Al2O3和MgO的逸出功分别为3.9V和3.31V,其逸出功分别小于纯Al(4.25V)和纯Mg(3.78V),所以从氧化膜发射电子最容易。通常称这种现象为电弧有自动寻找氧化膜的特点,详见2.4.5节。
另一方面,反接时钨极为阳极,其任务是接收电子及其携带的大量能量。因而钨极易产生过热,甚至熔化。
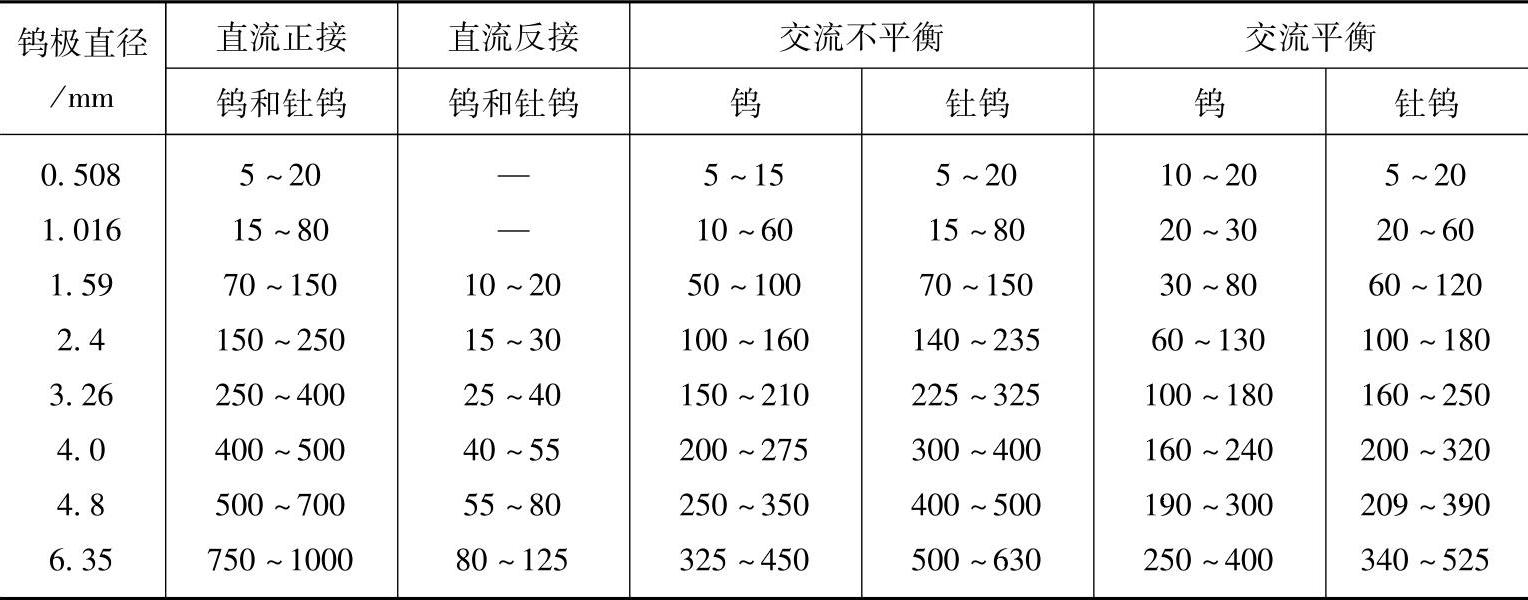
电极的极性不同时直接影响钨极的受热情况和钨极的电流容量。钨极接负时,因钨极发射电子带走能量对钨极有较强的冷却作用,所以此时电流容量大;而钨极接正时,则允许电流容量小,而交流介于两者之间。在不同极性的条件下,不同成分与直径钨极的电流容量见表4-10。
表4-10 不同直径钨极使用的电流范围 (单位:A)
尽管焊件为负极时,阴极产热量大,但是由于电弧自动寻找氧化膜的结果使得电弧热量分散,所以得到的焊接熔宽大而熔深浅。因此,直流TIG焊反极性很少用于焊铝,直流反极性只用于厚度小于3mm的铝、镁及其合金的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。