



为提高TIG焊的效率,依靠增加电流的方法,受到钨极容量的限制。所以人们把注意力转向提高填充焊丝的熔化速度。于是出现了热丝TIG焊。简而言之,热丝TIG焊(Hot Wire TIG)是利用附加电流预先加热填充焊丝,以提高焊丝的熔化速度,增加熔敷金属量,达到高效率目的的一种TIG焊方法。其设备原理如图4-54所示。这种焊接方法的熔敷速度比通常的冷丝提高一倍以上。二者之间的熔敷速度的比较如图4-55所示。
预热焊丝用的电源可以是直流电源也可以是交流电源,由于流过焊丝的电流所产生的磁场影响,电弧会产生磁偏吹,在这种情况下,当加热电流不超过焊接电流的60%,电弧摆动幅度被限制在30°左右。为了使焊丝加热电流不超过焊接电流的60%,通常焊丝最大直径限为1.2mm。
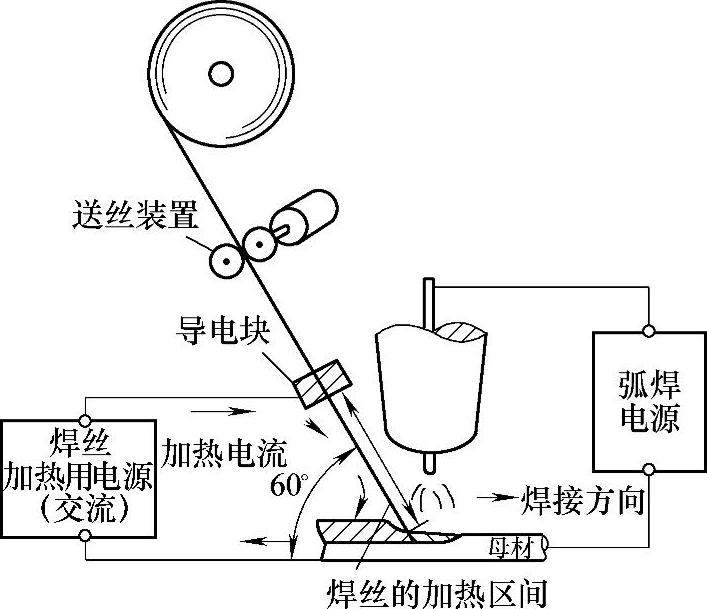
图4-54 热丝TIG焊的原理示意图
为了解决直流电源预热焊丝产生的磁偏吹,还可以采用脉冲热丝TIG焊。这种焊接工艺特点是在基值电流期间,在填充焊丝中通过电流预热焊丝,两脉冲电流期间,预热焊丝电流降到0,所以能够降低磁偏吹。焊接电流的峰值和焊丝预热电流交替出现,如图4-56所示。脉冲电流的频率可以达到100Hz左右。
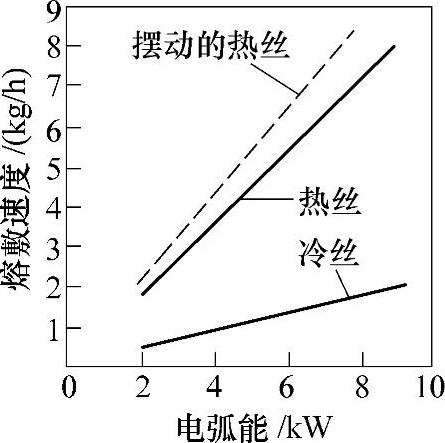
图4-55 热丝TIG焊的原理图(https://www.xing528.com)
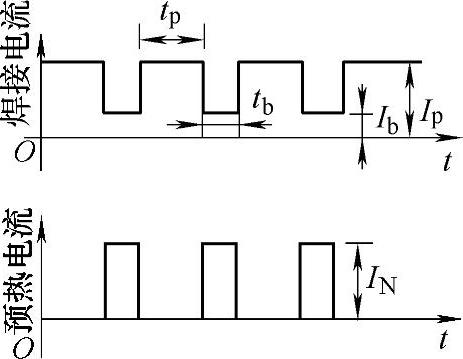
图4-56 脉冲热丝TIG焊电流波形
热丝TIG焊已成功地用于碳钢、低合金钢、不锈钢、镍和钛等。
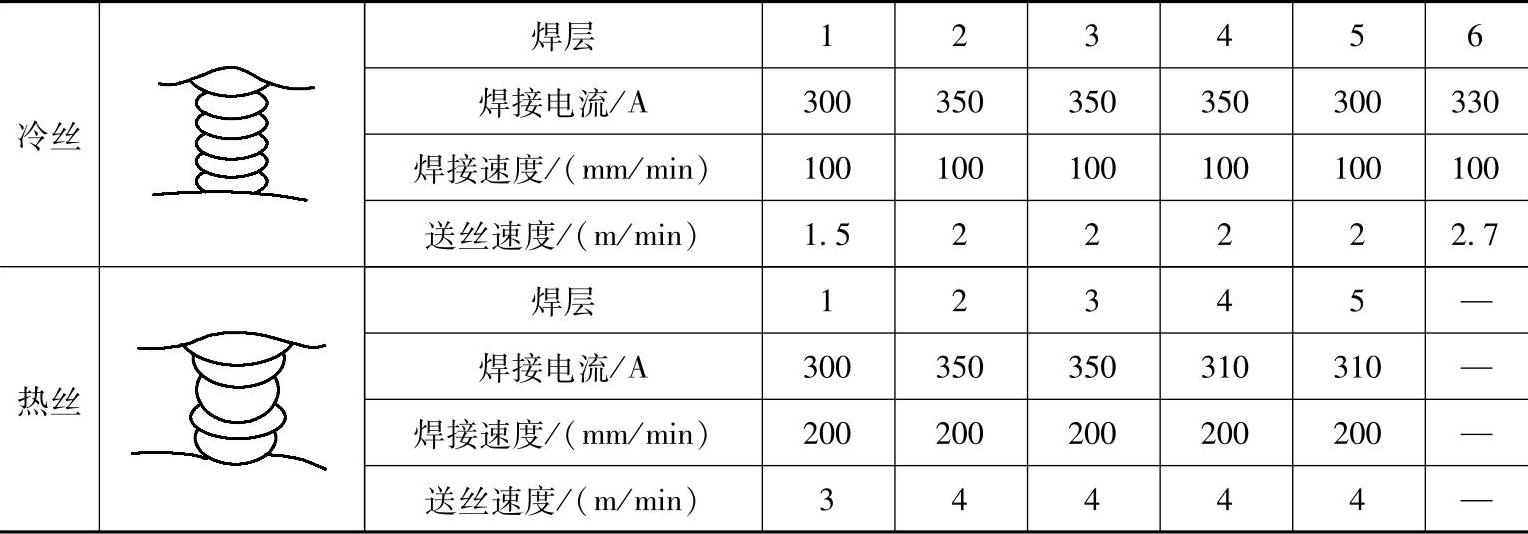
表4-29为使用两种不同TIG焊方法焊接窄间隙试样比较,热丝TIG焊焊接效率整整提高了一倍。此外热丝TIG法还可减少焊缝中的裂纹。可以预见,热丝TIG焊方法在海底管线、油气输送管线、压力容器及堆焊等领域中的应用将会进一步扩大,是一种很有发展前途的焊接方法。
表4-29 两种不同TIG焊方法焊接比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。