



粗丝CO2焊时,电弧和焊丝端头部分或全部潜入到熔池凹坑内的焊接方法称为潜弧焊,如图5-21中A区内低于PQ线的焊接参数区间。
粗丝CO2焊的熔滴过渡主要有潜弧射滴过渡、潜弧射流过渡和大滴排斥过渡三种形式。当电弧电压较高时,熔滴呈排斥过渡特点,这是由于CO2气体性质所决定的。在电弧的高温下CO2将发生如下分解:

该反应是吸热反应。从图5-11可知,不同温度时的CO2气体的解离度不同。当气体温度较低时,如3000K时解离度为50%;4000K时达95%;当气体温度更高时,CO2能够全部分解(如5000K)。显然随着解离度的增加,吸热反应也越剧烈。也就是说,在CO2分解的同时,将强烈地冷却电弧,弧柱被压缩则电流密度提高,则电弧强度E可以达到17.7V/cm,为氩弧的3倍。根据最小电压原理,电场强度E越大,对弧长的变化越敏感,这时电弧总是企图保持最小弧长,所以电弧只能发生在熔滴的底部与熔池的最近处。这时阳极斑点只占很小的熔滴表面(也称弧根)。相反,如果弧根增加,则弧长也要增大,这在电场强度E较大时将需要更大的能量,所以弧根难以扩大,弧根处是通过焊接电流的主要通道,在此处电流密度很大,产热很集中,该处金属被过热而产生大量金属蒸气,它总是垂直熔滴表面而发射,相反却对熔滴产生反作用力。同时电磁收缩力和带电质点的撞击力也作用在这里。这三种力同时作用在较小的弧根面积上,产生强烈的排斥作用,这种排斥力统称为斑点压力Fs。由于斑点压力很集中,它很难与焊丝轴线一致,所以常常排斥焊丝端头的熔滴,使之偏离焊丝轴线,并且上翘到重心之上(见图5-48),这种熔滴过渡形式称为排斥过渡,由于斑点压力与重力Fg不在同一轴线上,形成力偶使熔滴以旋转方式向下飞落。
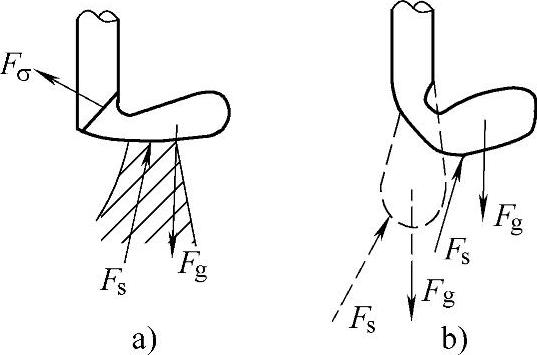
图5-48 排斥过渡时熔滴受力特点及其形态
a)熔滴受力特点 b)熔滴上翘示意图
Fg—重力 Fs—斑点压力 Fσ—表面张力
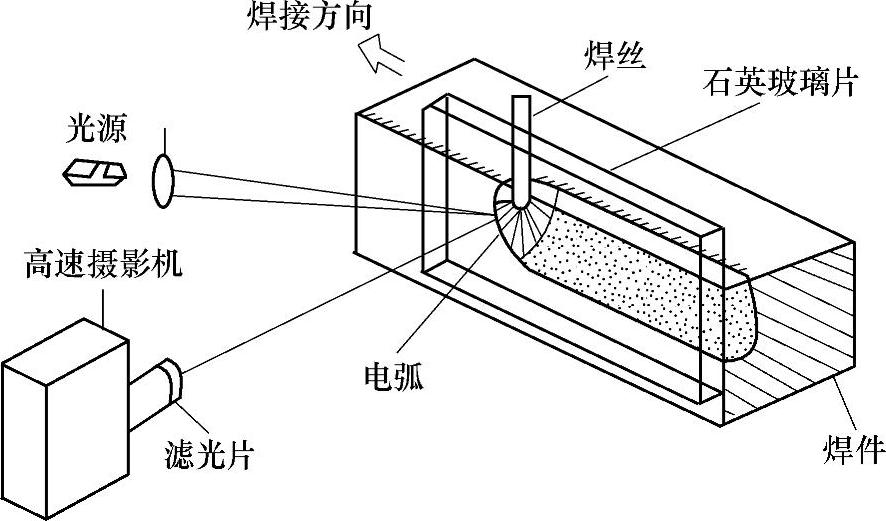
图5-49 直接成像法示意图
但是,随着电弧电压的降低,上述情况发生明显的变化。尤其是在粗丝CO2焊时,由于电流较大而产生较大的电弧压力,使得电弧常常潜入熔池中,难以看清楚熔滴过渡状况,为了查明这种情况下的电弧及熔滴过渡状况,采用了如下的测试方法,将石英玻璃与钢板的端面贴紧,电弧在其界面加热,并潜入钢试件一侧,所形成的熔池和熔滴过渡形态便可以通过石英玻璃直接观察到。还可利用高速摄影机透过石英玻璃用直接成像法拍照,如图5-49所示。熔滴过渡的高速摄影图像如图5-50所示。熔滴过渡的示意图如图5-51所示。焊接电流和电弧电压波形如图5-52所示。从这些图中可以看到小电流时(在φ1.6mm焊丝、350A、35V时)具有较小的电弧压力,如图5-50a及图5-52a所示,焊丝端头部分潜入熔池,熔滴尺寸较大,熔滴过渡大都为瞬时短路和自由过渡,少量为正常短路,其焊接电流和电压波形如图5-52a所示。随着焊接电流的增加,(在430A、37V时)熔滴细化,焊丝端头进一步潜入熔池,瞬时短路次数减少,而以自由过渡为主,如图5-50b和图5-52b所示。当焊接电流增加到515A时,焊丝端头到熔滴进一步细化,焊丝端头全部潜入更大的空腔中,基本上不发生短路,熔滴大都沿焊丝轴向自由过渡,如图5-50c、图5-51b和图5-52c所示。
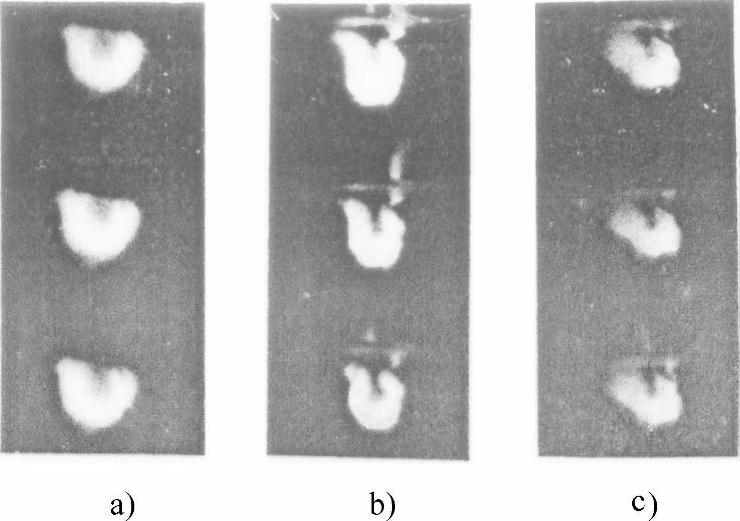
图5-50 CO2焊射滴过渡时的高速摄影图像
a)350A35V b)430A37V c)515A40V
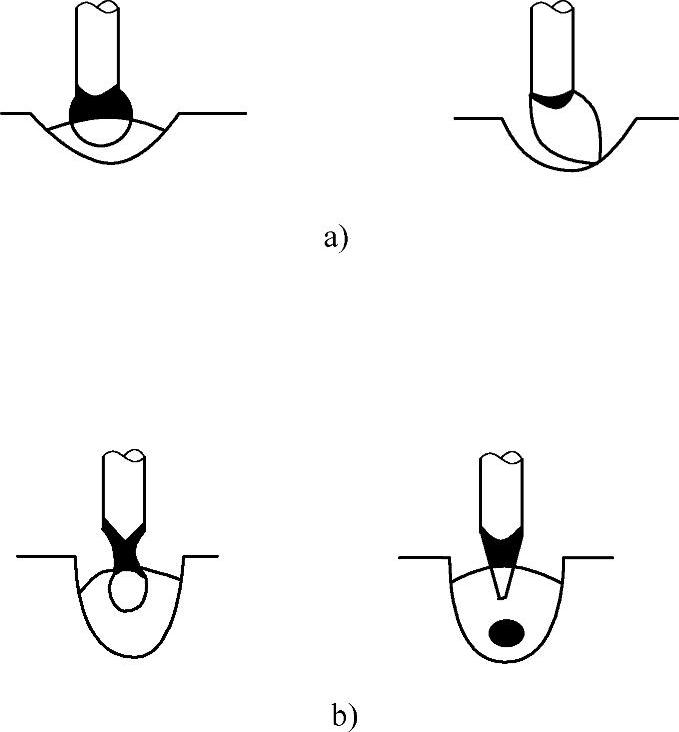
图5-51 CO2焊潜弧时熔滴过渡示意图
a)小电流 b)大电流
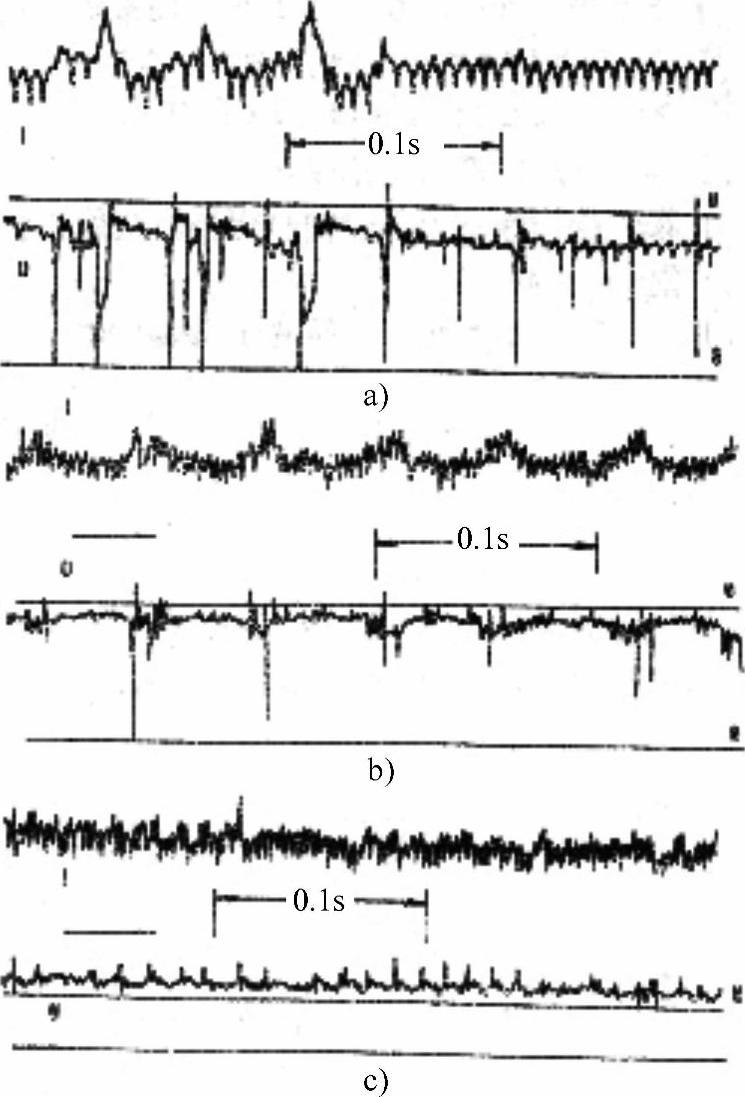
图5-52 CO2焊射滴过渡时的焊接电流和电弧电压波形图
a)350A,35V,26m/h b)430A,37V,26m/h c)515A,40V,25m/h
可见,焊接电流对熔滴过渡有很大影响,随着焊接电流的增加,熔滴过渡频率也增加,而熔滴尺寸却减少,如图5-53所示。但是对于焊丝直径小于2mm时,无论怎样增加电流,在能保持正常焊接的前提下难以实现稳定的射流过渡。不同直径焊丝射滴过渡的电流范围见表5-22。电流过大时,由于电弧力也过大,强烈地扰动熔池,破坏正常焊接过程,所以不宜使用。
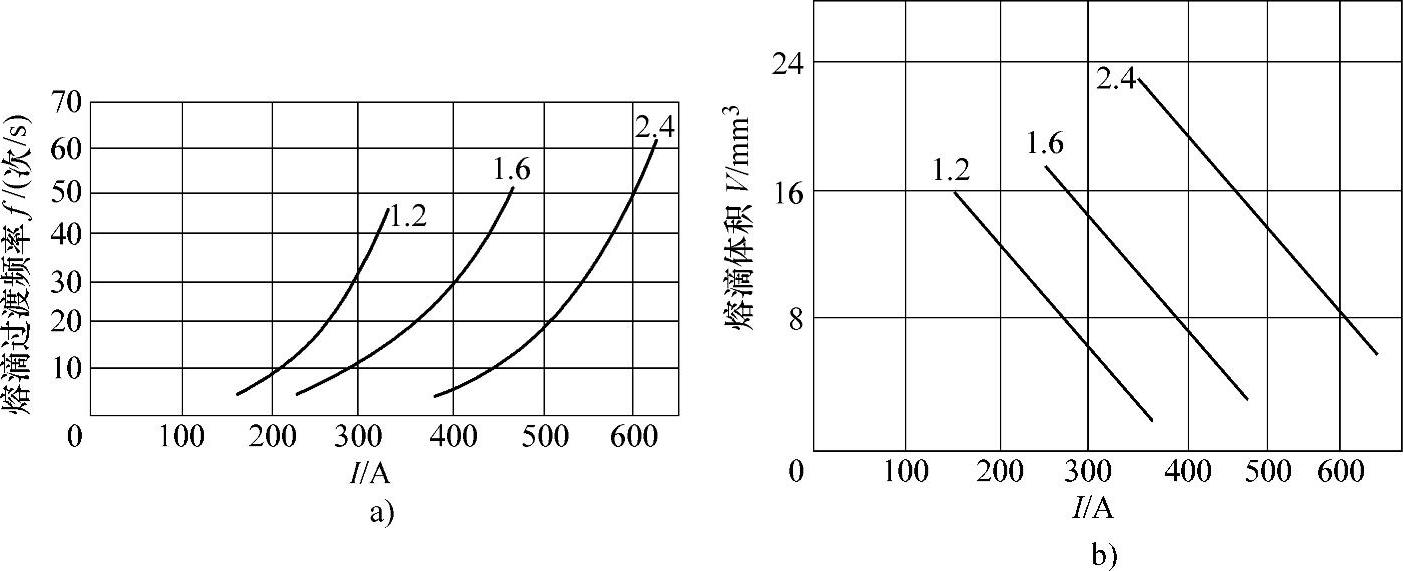
图5-53 不同焊丝直径时焊接电流与熔滴过渡频率(https://www.xing528.com)
a)熔滴过渡频率 b)熔滴体积
表5-22 潜弧CO2焊射滴过渡的电流范围

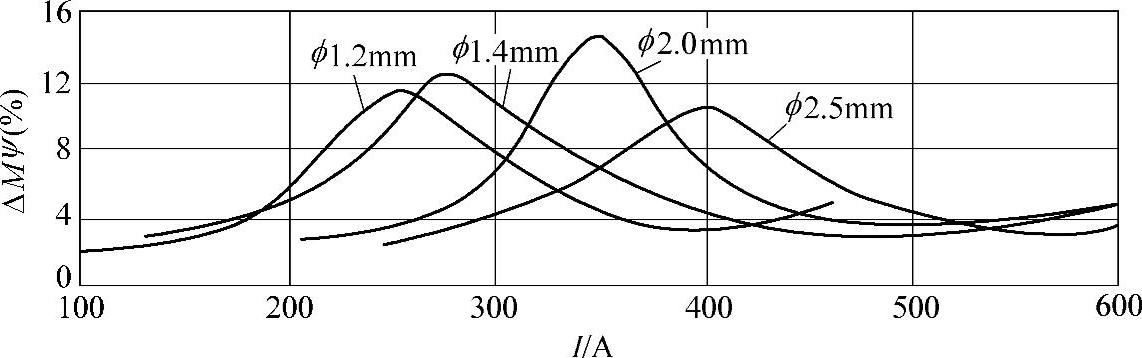
图5-54 焊接电流对金属飞溅率的影响
在射滴过渡的规范区间内,随着焊接电流的增加,不但熔滴细化,而且飞溅率也明显降低,如图5-54所示。这时因为随着焊接电流的增加,弧根面积扩大,则熔滴过渡时轴向特点增强,大部分熔滴落入熔池而不会成为飞溅损失。为此还要注意电弧电压的选择,在保证不短路的情况下,应尽量减小弧长(即电弧电压)。它有以下两个作用:一是熔滴飞落的距离短,则偏离轴线的距离也小;另一个是弧长减少,有利于电弧下潜和熔滴上的弧根面积扩大以及进一步增强轴向性。电弧电压与焊接电流的大小有关,随着焊接电流的增加,电弧电压大致成比例增加。以φ1.6mm焊丝为例,保持潜弧状态时不同焊接电流所对应的电弧电压区间如图5-55所示。在焊接电流增加时(保持尽量低的电弧电压),熔池的凹坑深度也增加,则可见弧长(指在焊件表面以上的外露电弧长度)也减少,这对减少飞溅十分有利。
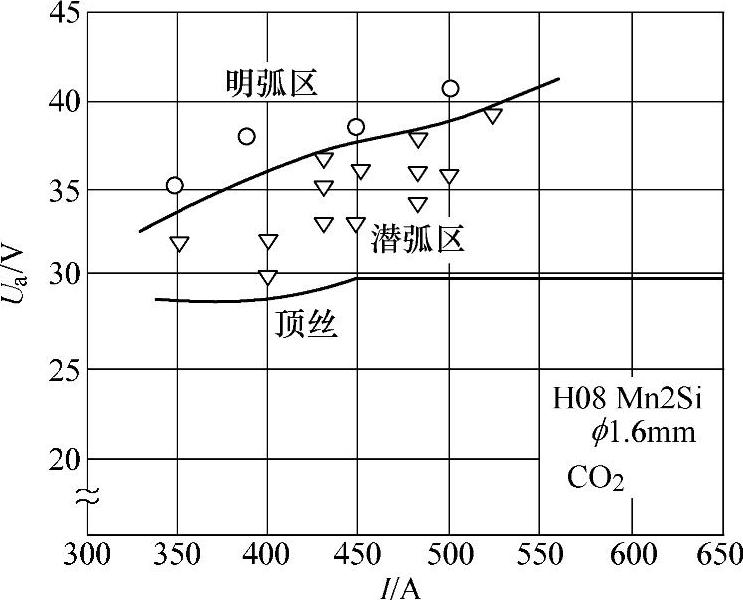
图5-55 CO2焊潜弧时电弧电压与焊接电流的参数区间
短路过渡CO2焊对电源动特性要求很高。而射滴过渡时因为熔滴过渡以自由过渡为主。但由于在较小电流时仍有瞬时短路发生和在较大电流时尽管电源动特性对焊接过程影响不大,但考虑到偶尔短路可能造成很大飞溅,所以电源具有较大电感仍是十分必要的。
CO2气体保护焊射滴过渡时,由于焊接电流很大,电流密度也很高,所以焊丝的熔化系数远远超过焊条电弧焊。还可以看到焊丝直径越细,焊丝的熔化系数越大(见图5-56)。在射滴过渡时,熔敷速度也很高,所以这种方法很适合于中厚板的填充焊缝和角焊缝。
由于射滴过渡时焊接电流较大,所以焊缝的熔深与熔宽都较大(见图5-57)。这表明熔池体积很大,因此射滴过渡不能用于空间位置焊缝。
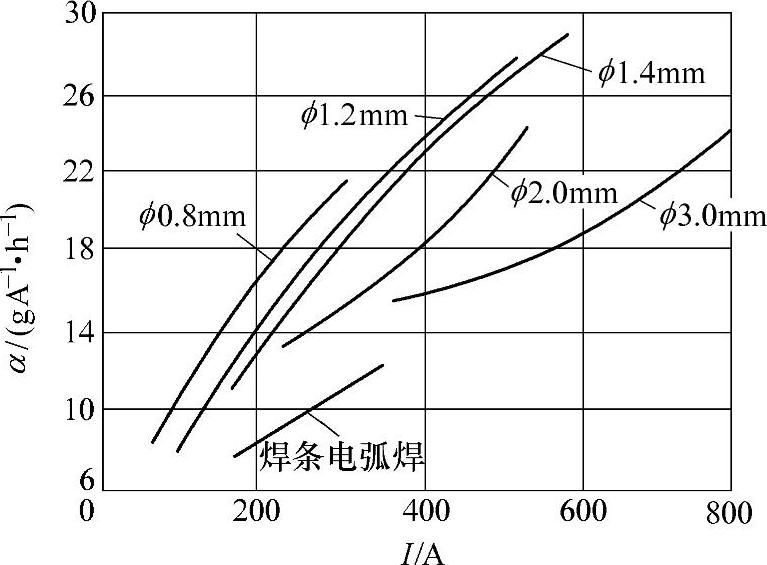
图5-56 CO2焊时焊接电流对焊丝熔化系数的影响
对于φ1.6~φ2.0mm的粗丝CO2焊,在射滴过渡的基础上进一步增大电流,也能够提高焊丝的熔化速度,同时还能产生更大的下掘力,由于电流密度过大,下掘力集中,造成熔池的强烈扰动,而破坏焊缝成形。如果使用更粗的焊丝(φ3~φ5mm)CO2焊时,在大电流和低电压条件下,也能产生电弧下潜现象,电弧全部潜入熔池凹坑内,焊丝端头呈铅笔尖状,也就是成为射流过渡。由于这时焊丝直径较大,电流密度相对较小,所以电弧力能较均匀地作用在熔池表面上,这时熔池稳定和焊缝成形良好。
那么电弧为什么能下潜呢?下潜条件有哪些呢?这也是人们十分关心的问题。
潜弧一般发生在CO2气氛中、粗焊丝、大电流和低电压条件下。由于阴极斑点在氧化性气氛中总是集中在熔池底部,有利于电弧热和电弧力对熔池金属的加热和下掘作用。在粗焊丝和大电流情况下,电流密度较小,使得电弧力能对熔池形成较均匀和稳定的压力,将熔池中的液体金属排出并形成空腔。同时由于电弧在CO2气氛中的电场强度较大和较低的电压都能使得焊丝端头到熔池的距离即弧长缩短,从而形成焊丝端头紧紧跟进凹坑内而形成潜弧现象。
潜弧之后,电弧热能更有效地熔化母材,电弧力直接在熔池底部,并与熔池金属静压力平衡,于是潜弧状态仍能继续保持。换句话说,潜弧现象是一个比较稳定的状态。
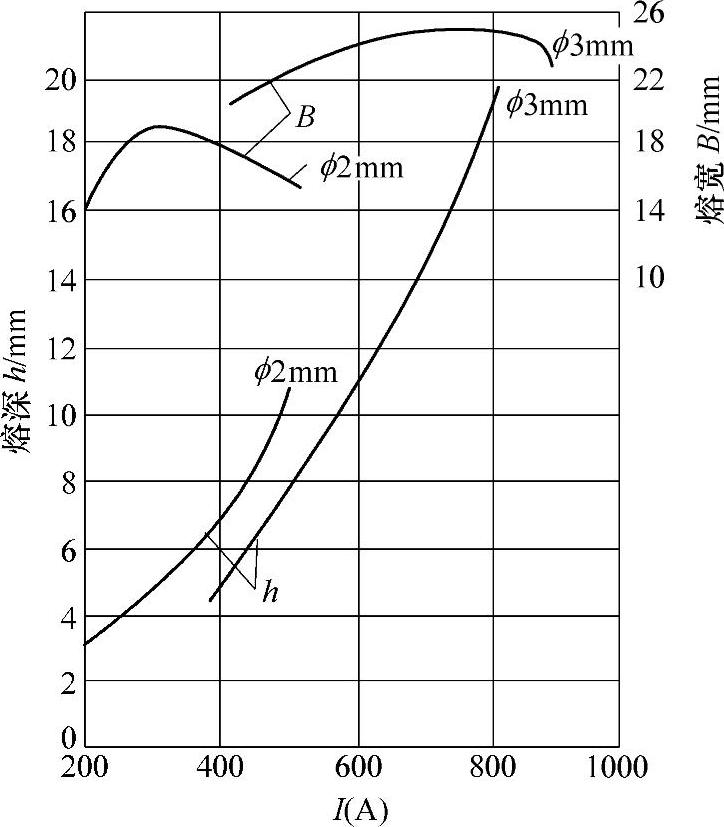
图5-57 不同焊丝直径时焊接电流对焊缝熔深和熔宽的影响
潜弧状态下,在电弧空腔中充满了金属蒸气,使电弧电场强度降低,有利于电弧上爬。这点很像氩气保护的情况,由于电弧上爬而引起跳弧,从而产生射滴过渡和射流过渡。但是它们又是不同的,严格地讲,CO2焊潜弧状态是一个准稳态。也就是说空腔中的气氛是不稳定的,CO2和金属蒸气的浓度是变化的,所以潜弧焊的熔滴过渡形式也在变化着,主要是在射滴过渡和射流过渡形式上变换,但也有时出现较大熔滴。因为潜弧焊时熔滴过渡变成以射滴过渡为主,有利于熔滴过渡的稳定,焊接飞溅减少了。这时,飞溅主要是因为短路而引起。这些飞溅大部分被凹坑的四壁所捕获。所以潜弧焊时飞溅明显减少。同时因为电流较大,而提高了焊丝熔化速度和增加了熔深,也就是提高了焊接效率。正因为如此,粗丝CO2焊常常利用大电流潜弧焊方法进行焊接。
这里还应说明一点,在潜弧射滴过渡时能形成深“U”形焊缝形状,而射流过渡时为梨形焊缝。试验表明,前者比后者更好些,后者容易引起裂纹和缩孔等缺陷,而射滴过渡的焊缝成形比较理想。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。