



药芯焊丝的熔滴过渡特点与实心焊丝类似,但由于药芯焊丝的结构特点不同,它在以下几个方面不同于实心焊丝:
①熔滴的周向旋转特性。
②熔滴的非轴向过渡特性。
③药芯的滞熔特性。
④熔滴与熔渣分离过渡特性。
以O形截面的钛型药芯焊丝CO2气体保护焊为例,熔滴形成过程大致如下:药芯焊丝的结构为钢带在外,而药粉在内,因固体药粉绝缘,所以电弧的阳极只能落在焊丝的钢带上,阳极处的钢带首先熔化,其余滞后熔化。于是偏心的熔滴悬于焊丝端部。在熔滴下方还有滞后于钢带熔化的渣柱。随后电弧的阳极弧根推动熔滴围绕渣柱沿着焊丝端头的钢带筒壁急速旋转,同时电弧对熔滴具有排斥作用,于是形成了滴状非轴向排斥过渡。
这里所述的渣柱根据药芯焊丝品种的不同,渣柱长短也有差异。药芯熔点低者渣柱较短,药芯熔点高者渣柱较长。通常渣柱不影响正常的熔滴过渡,相反渣柱可作为熔滴过渡的导向通路,能够有利于熔滴过渡和减少飞溅。但渣柱过长,如插入熔池中也是不利的,能引起飞溅和夹渣等。
1.焊接参数对熔滴过渡的影响
焊接参数对药芯焊丝熔滴过渡有着重要影响。焊接参数中以焊接电流和电弧电压影响最大。下面介绍钛型药芯焊丝CO2焊时各种因素对熔滴过渡的影响。
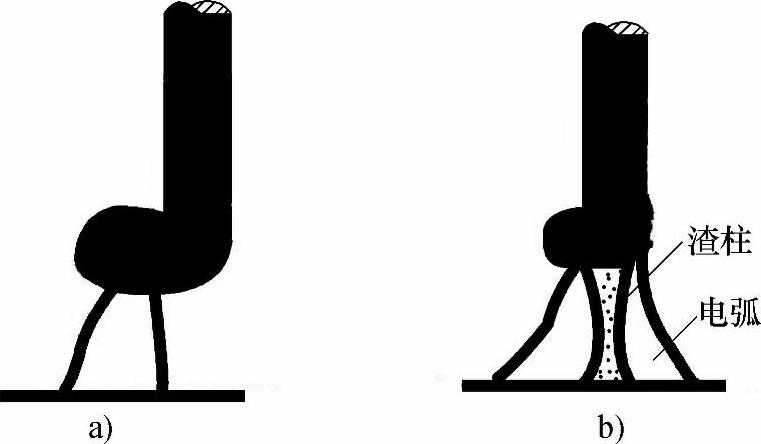
图5-58 钛型药芯焊丝的熔滴过渡
a)排斥过渡 b)细滴过渡
(1)焊接电流 焊接电流对熔滴过渡的影响十分显著。
1)大滴排斥过渡。焊丝直径为φ1.2mm、焊接电流较小(160~200A)、电弧电压较高(30V)时,弧长较长不易短路。因为是CO2气体保护,由于CO2高温分解是吸热反应,从而对电弧进行冷却,并使电弧收缩,同时弧根面积也缩小,使弧根直径小于熔滴直径,这时电弧斑点压力集中,阻碍熔滴过渡,使熔滴在长大的同时偏离焊丝轴线,直到其重力大于表面张力时,熔滴旋转着落下,这时熔滴直径较大,约为焊丝直径的2.5倍,如图5-58a和表5-23所示。
表5-23 药芯焊丝的熔滴过渡形式及条件
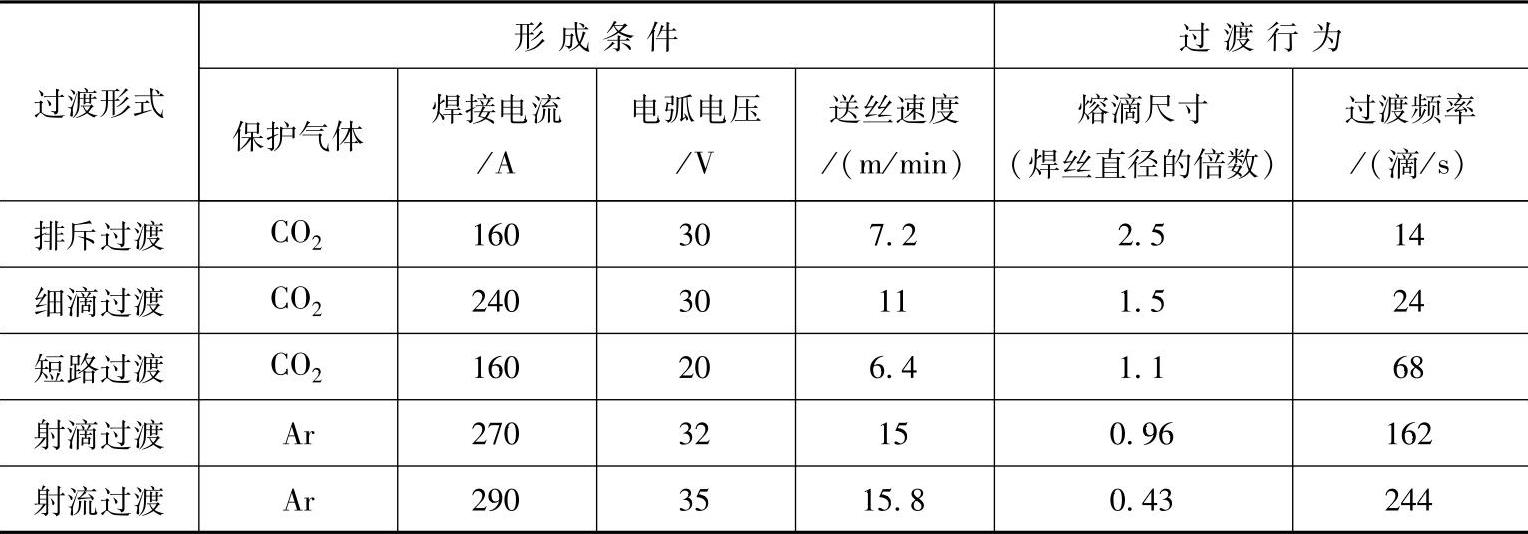
2)细颗粒过渡。随着焊接电流的增加,斑点面积也增加。当焊接电流达到240A时斑点面积增加,斑点直径大于焊丝直径时,电磁力改变了方向,由阻碍熔滴过渡到推动熔滴过渡,使熔滴过渡频率增加(为24滴/s),熔滴尺寸减小,熔滴直径为焊丝直径的1.5倍左右,这种形式为细滴过渡,如图5-58b所示。由于电弧只能在药芯焊丝薄钢带的筒壁上存在,所以电弧的阳极弧根随熔滴绕渣柱旋转,并附在渣柱壁上,这时其界面张力较小,使熔滴旋转的同时,还沿渣柱滑落到熔池中或者在电磁力作用下自由飞落到熔池中。由于电弧力的排斥作用较小,所以悬挂在焊丝端头上的熔滴偏离焊丝轴线不大,熔滴基本上落入熔池中而表现为飞溅小和过程稳定。在金属熔滴过渡过程中,部分药芯在电弧及过热熔滴的作用下也不断地熔化和伴随过渡。实际上细滴过渡是钛型药芯焊丝熔滴过渡的主要过渡形式。
3)短路过渡。在小电流和低电压时(160A,20V,CO2气体保护),因弧长较短,熔滴极易与熔池短路。这时熔滴在表面张力作用下向熔池铺展,同时在焊丝与熔滴之间形成缩颈,在此处通过的焊接电流逐渐增大,该缩颈在电磁收缩力作用下,加速压缩和减小缩颈尺寸,直至拉断,完成短路过渡过程。此时熔滴直径较小,约为焊丝直径的1.1倍,过渡频率较大,为68滴/s。前面已介绍过,通常实心CO2焊短路过渡是十分稳定的过渡形式,而药芯焊丝却不然,由于渣柱的存在,往往在短路小桥爆断时产生飞溅,所以药芯焊丝CO2焊的短路过渡过程并不是最好的过渡形式。
(2)电弧电压 电弧电压是配合焊接电流决定电弧长度的因子。电弧电压对电弧稳定性、飞溅、焊缝成形和焊接气孔等影响很大。提高电弧电压,电弧长度增加,焊缝就变宽,而熔深及余高随之减少。
电弧电压过高时,弧长过长,飞溅增多,合金成分的氧化烧损增大,气体保护不良而产生气孔。相反,电弧电压过低时,焊丝易插入熔池形成固体短路而破坏焊接过程的稳定性。
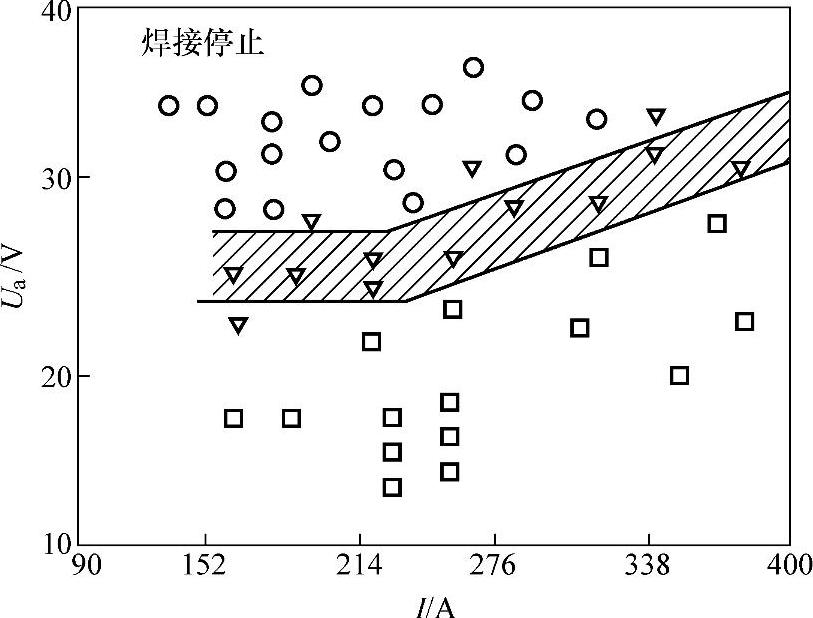
电弧电压还对熔滴过渡有较大的影响。图5-59给出了焊接电流和电弧电压对YJ501—1型φ1.6mm的钛型药芯焊丝CO2焊熔滴过渡形式的影响,并显示出稳定的细滴过渡的参数范围(阴影区),可见焊接电流的适用范围很宽,而电弧电压的可调范围较小,且随着焊接电流的增大,电弧电压应适当提高。在细滴过渡区之上为大滴过渡区,而低于细滴过渡区为短路过渡区。此外还可以看到细滴过渡区电弧电压的可调范围很窄,约为5V以下。
(3)电流极性 在相同的焊接条件下,改变电流极性将影响熔滴过渡。在直流反接时,焊丝为阳极则电弧对熔滴的排斥作用减弱,熔滴细化,过渡频率提高;直流正接时,焊丝为阴极,则电弧中的正离子撞击熔滴,使熔滴承受较大的斑点压力,所以熔滴粗大,过渡频率降低,甚至降低电弧稳定性。这一现象与实心焊丝的情况类似。
(4)保护气体 为降低成本,在实际应用中常常使用廉价的CO2气体作为保护气。药芯焊丝CO2焊的熔滴过渡特点已在前面介绍,主要特点是CO2气体在电弧高温作用下将分解成CO和O2,它是吸热反应,也就是CO2分解过程中将对电弧产生冷却作用,使电弧收缩而对熔滴产生排斥作用。然而改用Ar气体作为保护气体,因Ar是单原子惰性气体和具有较大的相对原子质量,Ar原子惯性大,不易扩散,使电弧具有保温作用,所以电弧的电场强度较低。这样一来,在Ar保护条件下,电弧易扩大和上爬,使得弧根面积扩大,包围着熔滴的大部分表面,甚至全部表面。这一现象也与实心焊丝氩弧焊类似。改变电磁力的方向并产生了等离子流力,而有利于熔滴过渡。在表5-23中,Ar作为保护气体时,用φ1.2mm的药芯焊丝、270A、32V会出现射滴过渡,如图5-60a所示。从其形态可以看到熔滴细化。熔滴直径接近焊丝直径(为焊丝直径的0.96倍)。熔滴脱落过程中始终抱着渣柱,并沿着焊丝轴向向下滑进熔池中,过渡频率高达162滴/s。
进一步提高焊接电流为290A,电弧电压为35V,将出现射流过渡。如图5-60b所示,熔滴直径进一步细化,熔滴直径为焊丝直径的0.43倍,过渡频率为244滴/s。大多数为每次过渡1滴,但也偶尔有过渡两滴的情况。这时熔滴过渡速度往往比射滴过渡更快些。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-59 焊接电流、电弧电压对熔滴过渡的影响分布示意图
▽—细滴过渡 ○—大滴过渡 □—短路过渡
2.药芯焊丝的粉芯成分对熔滴过渡的影响
熔滴过渡形式还决定于药芯焊丝的基本类型。根据药芯焊丝的基本类型分述如下。
(1)钛型药芯焊丝 钛型药芯焊丝主要是用金红石、碳酸盐造渣,属于TiO2-SiO2渣系。TiO2可调整渣的熔点和粘度,TiO2使熔渣具有短渣性质,适合于全位置焊。另外,钛是一种稳弧元素,使电弧稳定。为了改善熔渣的流动性,还必须加入硅酸盐等酸性氧化物,这样能降低表面张力,能形成稳定的非轴向的细颗粒过渡。一些药粉熔化后以渣的形式覆盖在熔滴表面上,还有少量的药粉形成保护气,此外还有一些未熔化的药粉从焊丝端头喷射出来,流向熔池,通过高速摄像机观察可以看到渣柱,这些药粉进入熔池后被熔化和发生冶金反应,形成保护性渣层,如图5-61a所示。
(2)碱性药芯焊丝 它也是一种熔渣型药芯焊丝,药芯的主要成分为碳酸盐、氟化物和硅酸盐等,因此熔渣的碱度较高。这种焊丝一方面有良好的去硫脱氧能力,并获得较好的力学性能;另一方面由于表面张力大和CO2气体分解而产生对熔滴的排斥作用,使得熔滴过渡在大电流时为非轴向大滴状排斥过渡,而在小电流时为不规则的短路过渡。此外还有许多未熔化的药粉从焊丝端头喷向电弧,呈明显的指状(也称渣柱),如图5-61b所示。该渣柱常常成为熔滴的过渡桥梁,所以又称为渣桥。其作用与焊条电弧焊类似,形成渣壁过渡。
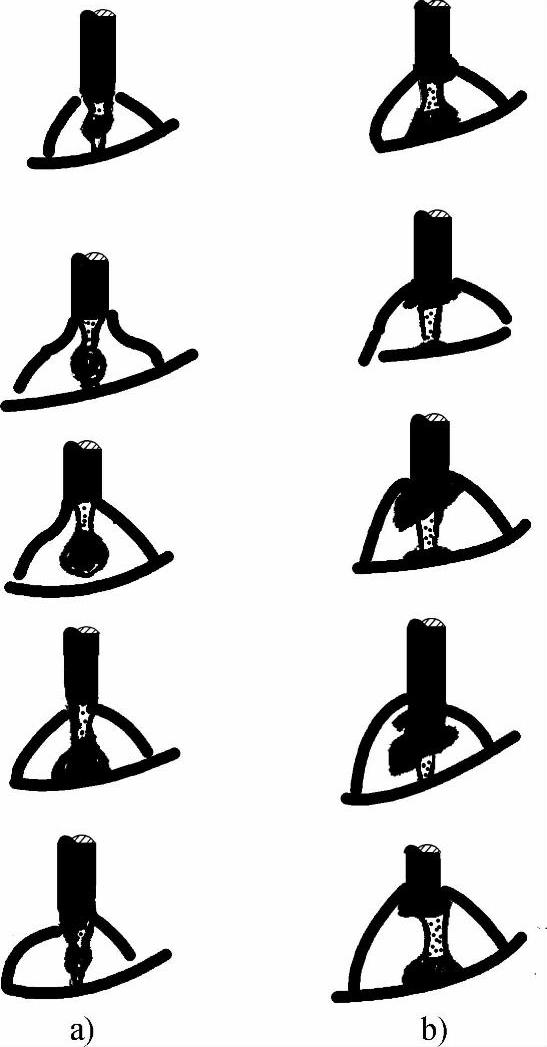
图5-60 Ar气保护药芯焊丝的熔滴过渡
a)射滴过渡 b)射流过渡
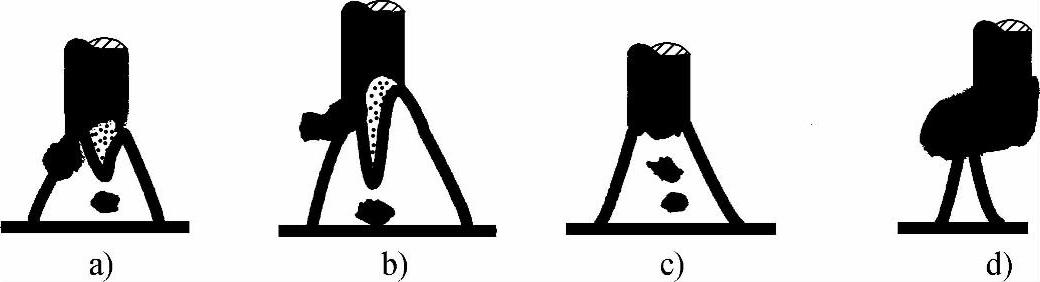
图5-61 不同类型药芯焊丝的熔滴过渡形式
a)钛型 b)碱性 c)金属粉芯型 d)自保护型
碱性药芯焊丝的焊缝含氧量低,所以焊缝的塑性、韧性和抗裂性都较好。其主要问题是为熔滴呈大滴排斥过渡,飞溅较大,焊缝表面凸起。
(3)金属粉型药芯焊丝 这种焊丝中含有大量的铁粉、铁合金和其他金属粉,为了改善焊丝的工艺性能,还加入了少量的非金属矿物粉。该焊丝具有实心焊丝的特点,在小电流时可以实现稳定的短路过渡,而大电流时为轴向喷射过渡,如图5-61c所示。在细焊丝(φ1.2mm)、大电流(350A)时,可以得到高熔敷率和平滑、美观的焊缝,焊缝表面熔渣很少,减少了清渣的麻烦。
药芯焊丝的成分对气体保护药芯焊丝熔滴尺寸的影响如图5-62所示。从图5-62可见,它们的共同特点是随着焊接电流的增大,熔滴尺寸减小。总的来看,碱性药芯焊丝的熔滴较大,而钛型药芯焊丝的熔滴较小。在大电流时金属粉型药芯焊丝的熔滴最小。
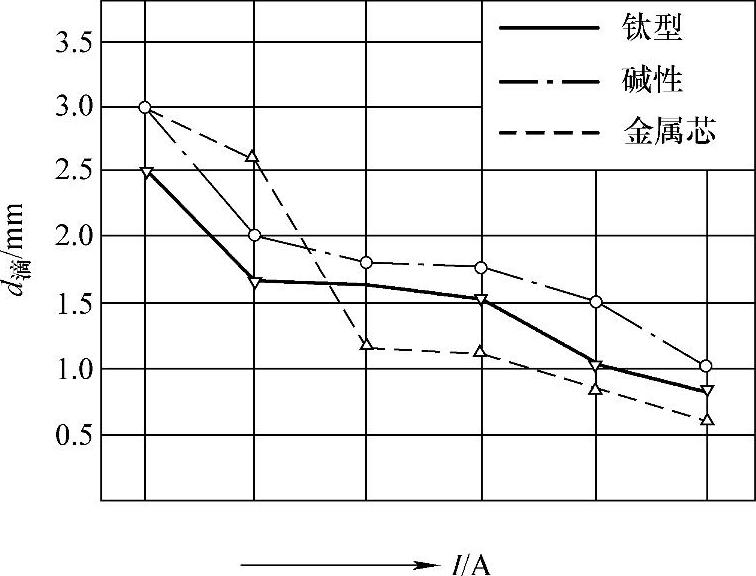
图5-62 药芯成分对气体保护药芯焊丝熔滴尺寸的影响
金属粉型药芯焊丝与熔渣型药芯焊丝和实心焊丝相比,焊丝熔敷速度可提高10~20%,如图5-63所示,焊接飞溅小,焊接烟尘也小,焊缝成形较好。
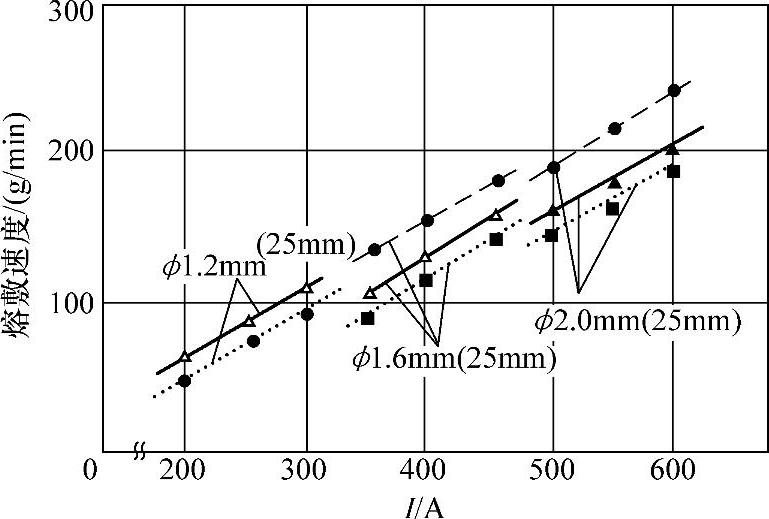
图5-63 药芯焊丝与实心焊丝的熔敷速度比较
●—金属粉型药芯焊丝 ▲—熔渣型药芯焊丝 ■—实心焊丝( )为焊丝伸出长度
(4)自保护药芯焊丝 自保护型药芯焊丝因为不需要外加保护气体,所以在高层建筑、输油管道和海洋平台等领域有十分广泛的应用前景。
不加气体保护的焊接,焊接处必然要承受空气的侵袭,从而影响焊接质量。为此要排除空气的影响。首先是采取脱氮和脱氧措施;其次是在药粉中加入一些在焊接时能汽化和分解的材料,释放出的气体用来屏蔽空气。常用的材料有大理石、萤石、铝粉和镁粉等。早期的自保护药芯焊丝是氟化物-Al-Mg渣系,有的还加入BaF2等。这种药芯焊丝的熔滴过渡形式与CO2焊和碱性焊条电弧焊类似,能够实现在小电流时的短路过渡和大电流时呈现大滴排斥过渡的特点。在焊丝端头常常形成漂浮的“靴状”大熔滴,如图5-61d所示。这里还应强调一点的是,自保护药芯焊丝不能采用无爆炸短路过渡形式,因为这时难以产生足够的保护气体和熔渣,所以不能实现可靠的自保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。