



1.熔化极氩弧焊的原理
熔化极氩弧焊在焊接原理上与CO2焊类似,也是采用熔化极(焊丝)作为电弧的一个极,从焊枪喷嘴中喷出的气体对焊接区及电弧进行保护,熔化焊丝的金属从焊丝端部脱落过渡到熔池,并与母材熔化金属共同形成焊缝,如图6-1所示。
熔化极氩弧焊与CO2焊的差别主要表现在焊接用保护气体不同,于是熔化极氩弧焊的冶金特点、电弧行为及焊缝成形特点等都与CO2焊不同,本章将主要针对熔化极氩弧焊进行叙述。
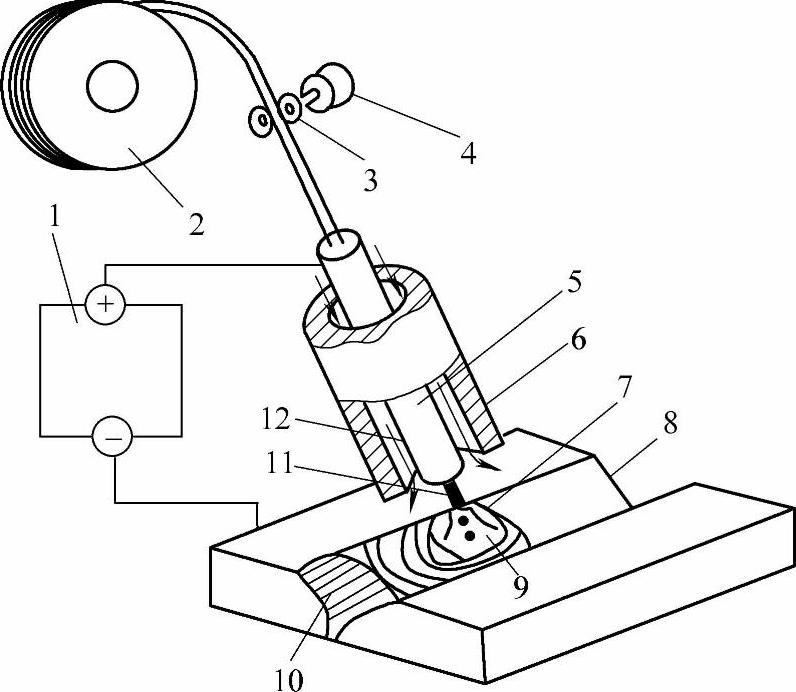
图6-1 熔化极氩弧焊原理图
1—焊接电源 2—焊丝盘 3—送丝轮 4—送丝电动机5—导电嘴 6—喷嘴 7—电弧 8—母材 9—熔池
10—焊缝金属 11—焊丝 12—保护气
2.熔化极氩弧焊方法的分类
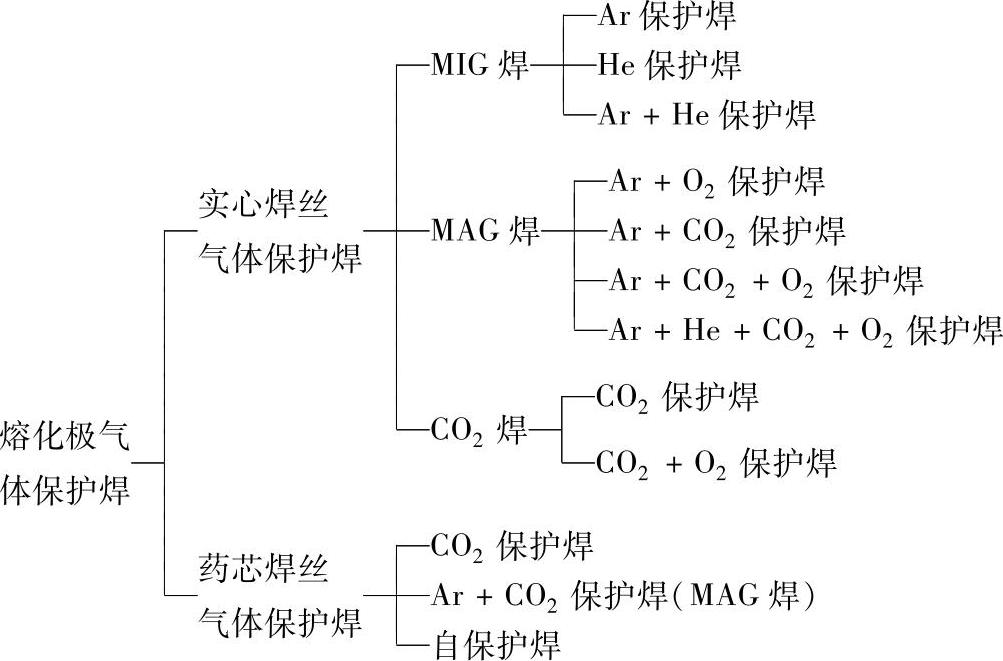
熔化极气体保护焊方法由于焊丝和保护气体不同,将对电弧的电特性、热特性、焊丝熔化、焊缝成形以及焊接冶金等有较大的影响。根据焊丝与保护气体的不同,又可以把它分成以下几种方法,见表6-1。按焊丝种类可分为实心焊丝和药芯焊丝。用实心焊丝的惰性气体保护(Ar或He)电弧焊方法称为熔化极惰性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实心焊丝的富Ar混合气体保护焊,简称MAG焊(Metal Active Gas Arc Welding)。用实心焊丝的CO2气体保护焊(包括CO2和CO2+O2混合气体),简称CO2焊。用药芯焊丝时,大多采用气体保护,利用CO2气体保护也称CO2焊。但为了区分所用焊丝的不同,对于利用药芯焊丝的CO2焊还可称为药芯焊丝CO2焊。同样利用Ar+CO2混合气体保护时,还可称为药芯焊丝MAG焊。为了满足野外焊接的需要,药芯焊丝还可制成无气体保护的自保护焊丝,称为自保护药芯焊丝电弧焊。
表6-1 熔化极气体保护焊方法的分类
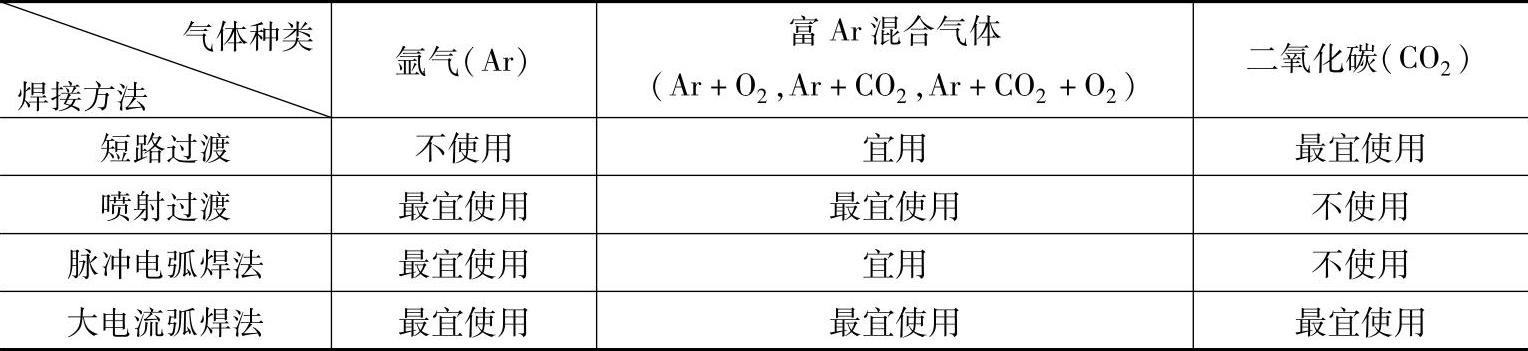
熔化极气体保护焊方法根据其保护气体的不同,可有不同的熔滴过渡形式,见表6-2。表6-2中短路过渡法及喷射过渡法已在前面介绍过了。脉冲电弧焊方法是由脉冲电源向电弧提供某种波形的脉冲电流,它可以在喷射过渡临界电流以下的较小平均电流时获得稳定的焊接过程,适宜焊接薄板及空间位置焊缝。
表6-2 焊接方法与保护气体种类的关系
 (https://www.xing528.com)
(https://www.xing528.com)
大电流弧焊法是用于厚板的高效率焊接法。最近几年发展较快,通常使用直径为3.2mm以上的粗丝和500A以上的大电流的气体保护焊称为大电流弧焊法。包括MIG焊焊接铝及铝合金、铜及铜合金和不锈钢等以及MAG焊和CO2焊焊接各种钢材等。
本章将以MIG焊和MAG焊为主,叙述喷射过渡法、脉冲射流过渡和大电流弧焊法的工艺理论与实践。
3.熔化极氩弧焊的特点
(1)主要优点
1)MIG焊使用惰性气体作为保护介质,几乎可以焊接所有金属,如可以焊接铝及铝合金、铜及铜合金、钛及钛合金等有色金属,还可以焊接不锈钢、合金钢及碳钢等黑色金属。
2)MIG焊使用熔化极作为填充焊丝和电极,所以电流密度大、热效率高、焊缝熔深大和生产效率高,这方面优于TIG焊。
3)与CO2焊相比较,MIG焊电弧稳定、熔滴过渡更规律、几乎无飞溅,焊接成形美观,适于焊接重要产品。
4)MIG焊焊铝及铝合金等金属,由于有阴极清理作用,不需要附加焊剂,并可以使用与母材同等成分的焊丝作为填充材料。
(2)主要缺点
1)气体成本略高。与CO2焊相比,Ar气的价格较高而生产效率略低。
2)焊接准备工作要求更高,对油、锈和水分更加敏感。
3)在航天与核电领域,为了确保焊接可靠性,仍然以TIG焊为主。若应用高效MIG焊还需要做更深入的研究。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。