



(1)焊接残余应力 焊接残余应力是在焊缝及其附近由焊接的热应力、组织应力和约束应力共同作用而产生的。一般来说,在焊缝中心平行于焊缝方向上有较大的残余拉应力(大到接近于σs),而有约束应力时,垂直焊缝方向上残余拉应力增大,残余应力分布如图2-42所示。
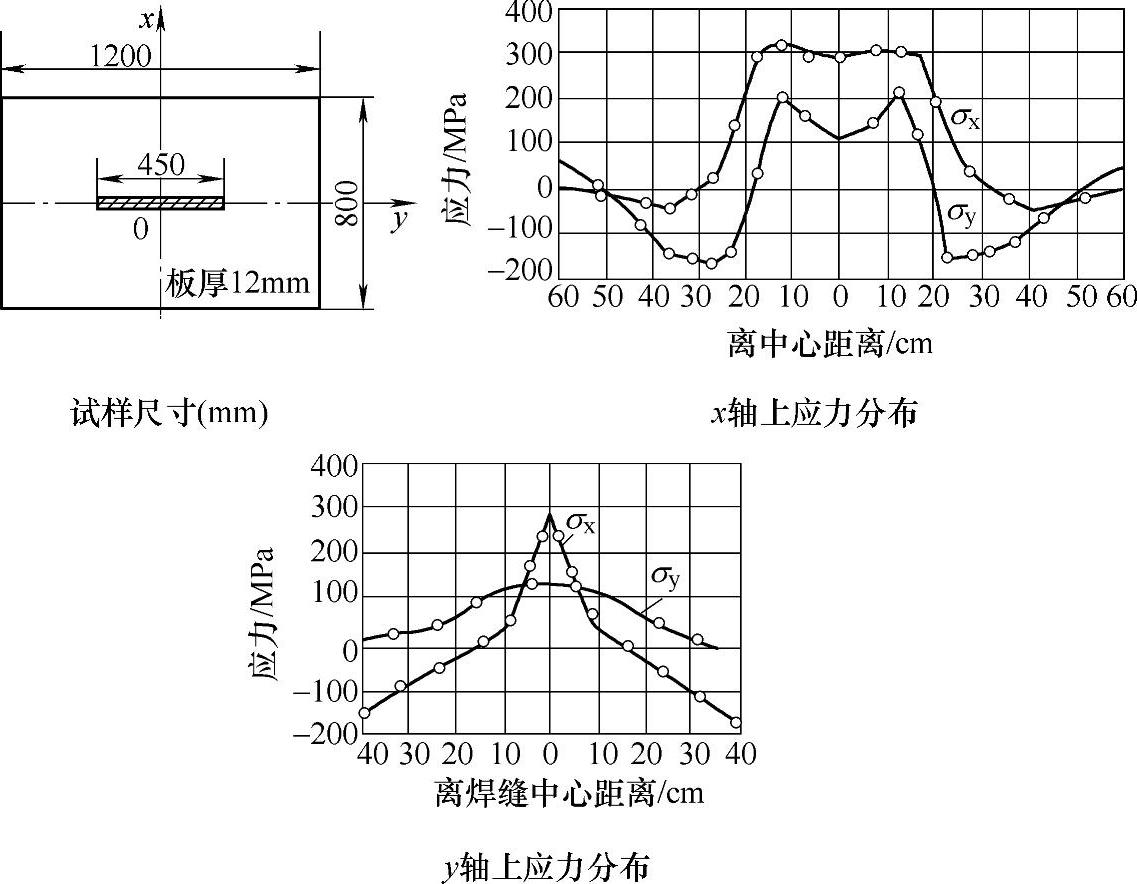
图2-42 焊缝在约束情况下的残余应力
(2)热处理残余应力 热处理残余应力也是由热应力和组织应力叠加的结果。热应力是由于不同温度处的膨胀量不同而形成的,它在冷却初期和末期正好相反(图2-43);而组织应力是由于不同相的比容不同而引起的,在冷却过程中,表面发生相变与其后的心部发生相变时的组织应力正相反(图2-44)。零件在整体淬火后的残余应力(热应力和组织应力共同作用的结果),如图2-45所示。当冷却速度加大或工件直径加大时,虽然表面残余压应力增大,但同时内部残余拉应力也增大,这易造成开裂事故。
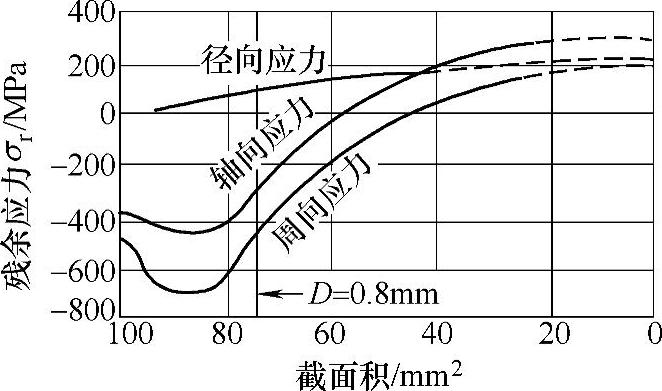
(3)表面化学处理引起的残余应力 渗碳和氮化,由于心部和渗层的比容不同,渗层中由于碳和氮等的含量高,故淬火时比容变化大,所以组织应力是表面为残余压应力,再加上热应力也是表面压应力,叠加结果是表面残余压应力更大,如图2-46、图2-47所示。
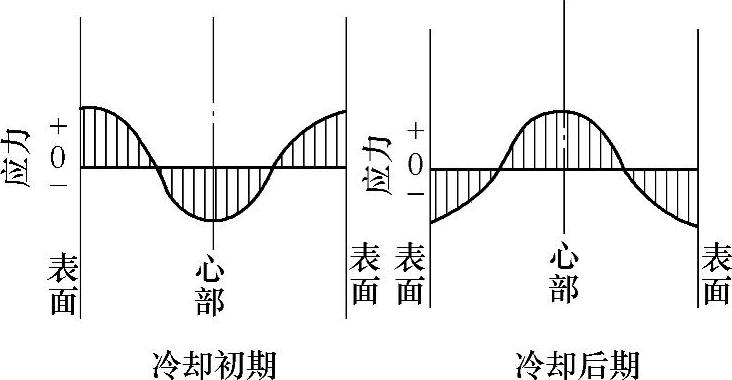
图2-43 热应力分布示意图
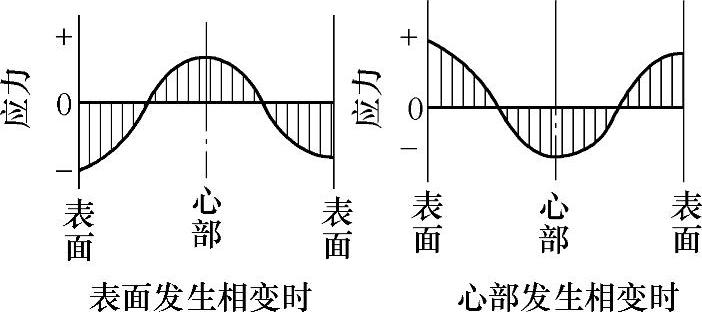
图2-44 组织应力分布示意图
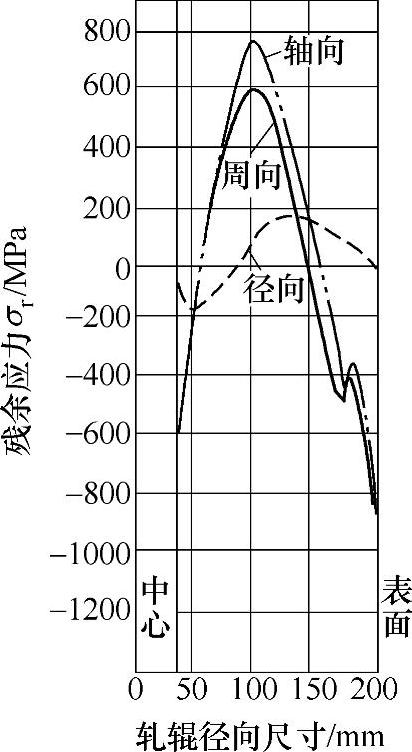
图2-45 锻钢轧辊淬火残余应力(辊径405mm,中心孔径75mm)
 (https://www.xing528.com)
(https://www.xing528.com)
图2-46 渗碳淬火的残余应力分布(D表示有效渗碳层深度)
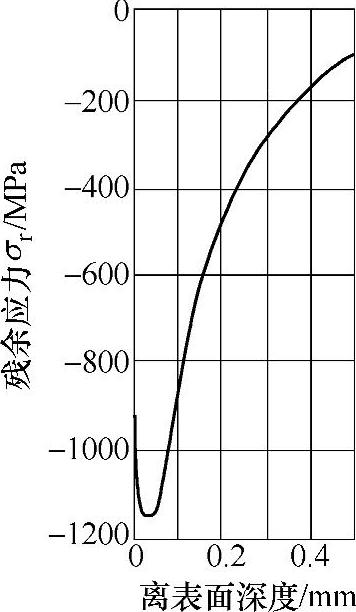
图2-47 氮化的残余应力分布
(4)切削加工残余应力 切削加工残余应力与切削工具、切削工艺参数、被切削材料及冷却条件有关。加工表面附近有较大的残余拉(或压)应力,从表面向里逐渐减小,并趋于零。磨削时一般表面为残余拉应力。但对有些材料、某些工艺参数,可能为表面残余压应力。一般当砂轮太硬或钝了,进给量太大,冷却条件又比较差时,往往产生很大表面拉应力。图2-48及图2-49分别为铣削和磨削加工时的残余应力分布的情况。
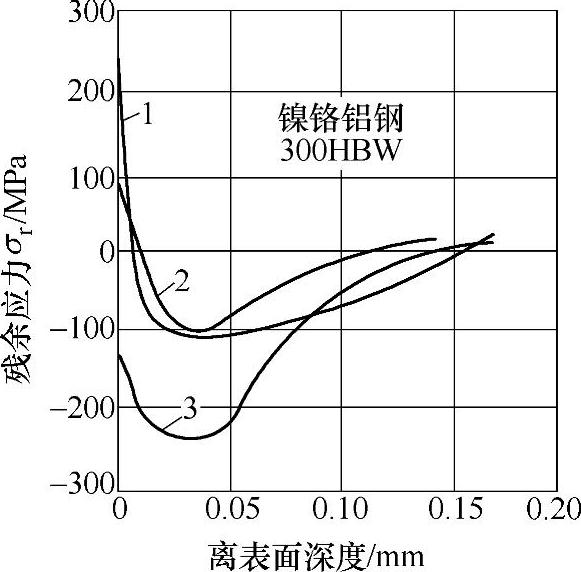
图2-48 铣加工表面残余应力
1—端面铣(低速) 2—滚铣(高速) 3—侧刃铣(低速)
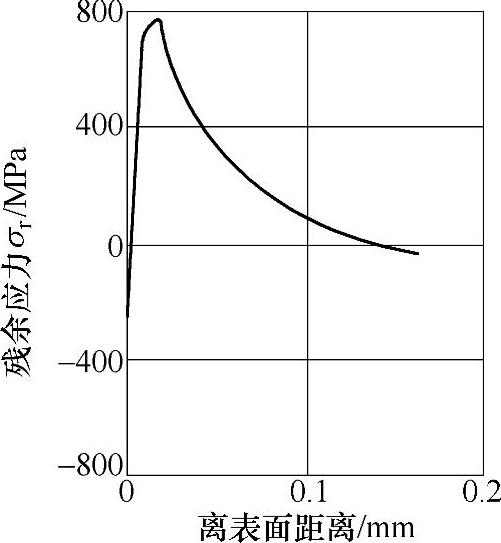
图2-49 砂轮太硬时的磨削应力
其他如电镀镍和铬等高熔点金属时,表面有残余拉应力,而电镀锡和镉等熔点较低的金属时,表面有残余压应力,电火花加工可产生很大表面拉应力,冷校直可产生局部残余拉应力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。