



【摘要】:对有害的残余应力可用加热、加静载或动载的方法使残余应力减小或重新分布。回火温度在200~400℃间,残余应力会急剧衰减。加静载(或动载) 加静载使有残余应力部位发生屈服而使残余应力松驰。加动载可消除残余应力。对中碳钢而言,ΔT=200℃,此法一般可降低残余应力30%。焊接件焊前预热可有效地降低残余应力。400℃预热可使残余应力减少50%,但严重恶化工人操作时的劳动条件。
对有害的残余应力可用加热、加静载或动载的方法使残余应力减小或重新分布。
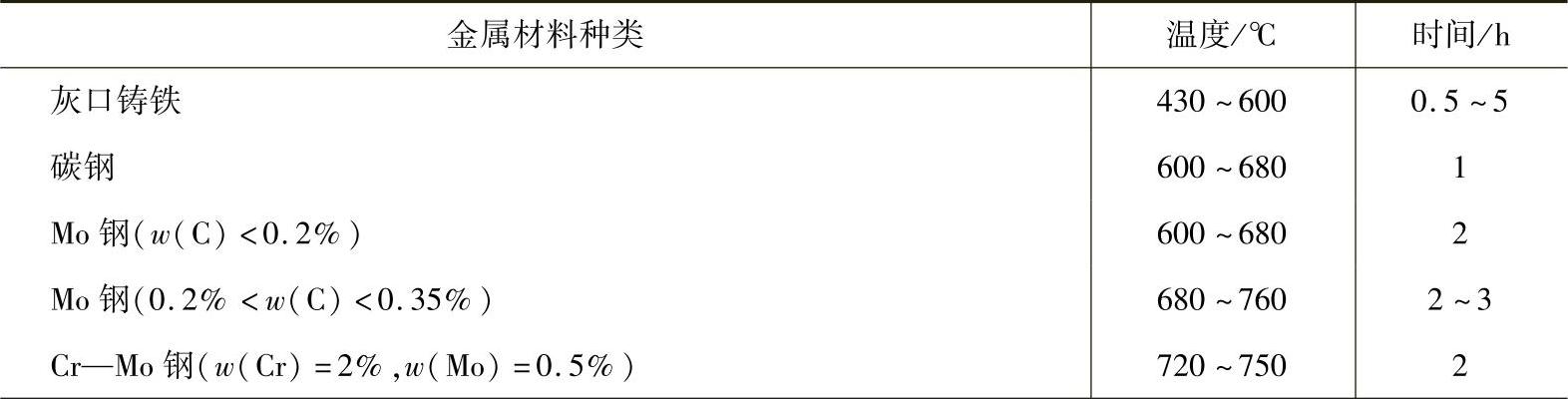
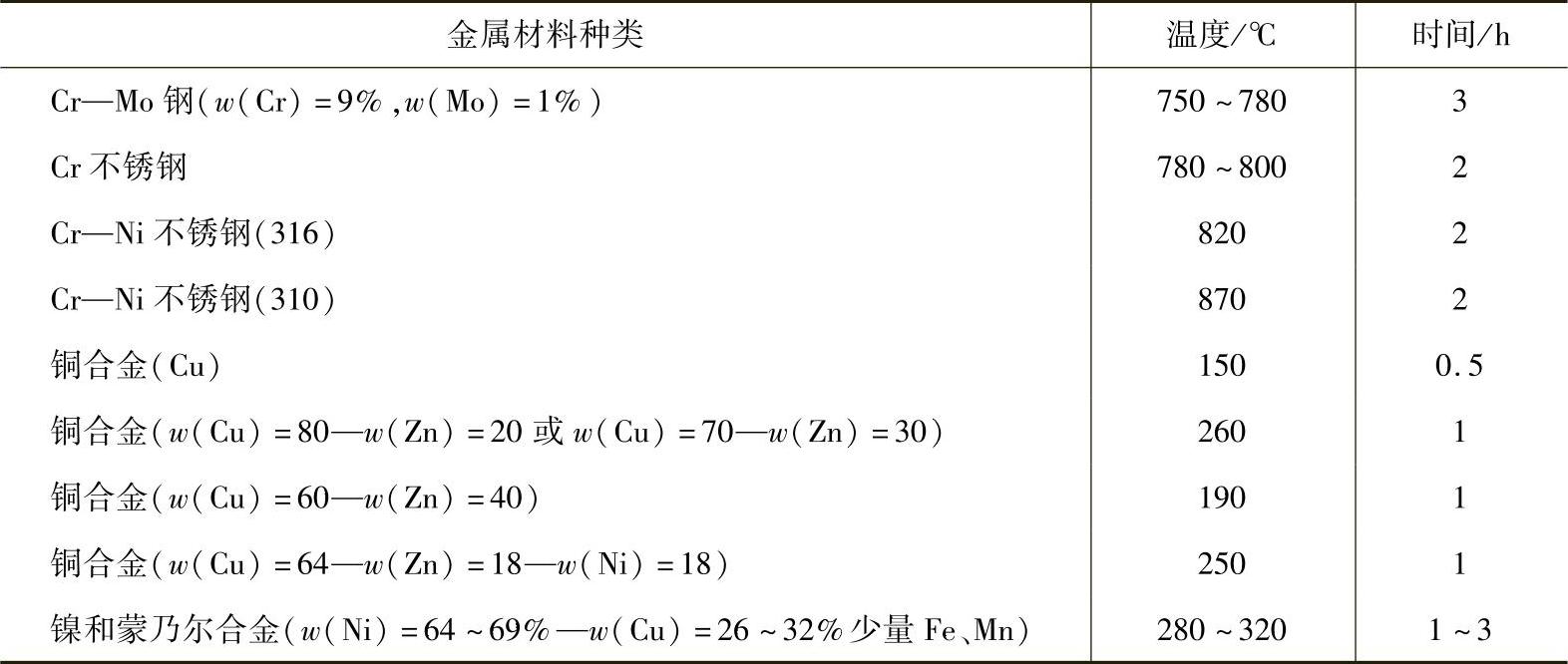
(1)去应力退火 把材料加热到一定温度,使残余应力超过当时材料的σs而使材料发生塑性变形。这样减小残余应力乃致残余应力消失,各种材料的去应力退火工艺见表2-6。
表2-6 去应力退火的温度及保温时间
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
焊接件的去应力退火温度为600~650℃。
(2)回火或自然时效处理 回火时由于组织的变化以及加热时临界切应力的降低,使残余应力消除或重新分配。回火温度在200~400℃间,残余应力会急剧衰减。大铸件为了保证加工精度,一般采取自然时效,自然时效可使残余应力降低10%。
(3)加静载(或动载) 加静载使有残余应力部位发生屈服而使残余应力松驰。加动载(振动或锤击)可消除残余应力。振动法主要用于铸件和焊接件;锤击法主要用于焊接件,边焊边锤击焊接金属,使横向有塑性伸长,可部分消除残余应力。
(4)火焰烘烤法 火焰烘烤法是消除焊缝残余应力的一种方法,在焊缝两侧用火焰加热,并随即喷水冷却,造成一个热应力场(焊缝受压应力,而火焰加热区受拉应力)叠加在焊接残余应力场上,使残余应力减小,其效果好坏决定于加热区与焊缝区的温差ΔT。对中碳钢而言,ΔT=200℃,此法一般可降低残余应力30%。
焊接件焊前预热可有效地降低残余应力。400℃预热可使残余应力减少50%,但严重恶化工人操作时的劳动条件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。