



各类民用机械设备、采矿挖掘机械等装备上的各种液压缸、气压缸(以下简称压力缸)及高压容器(钢瓶),结构形式多样,用途各有不同。它们的共同点主要是工作时承受内胀力,大多是采用高强度低合金结构钢、中碳优质结构钢或优质高强度有色金属材料等制造的。
压力缸的传统加工方法是金属切削,一般都按零件的最大外形尺寸加工到所需的尺寸精度。这种方法的加工周期长,电能消耗大,工时消耗多,生产率低,材料利用率低,成本高。
用压力加工技术来取代金属切削加工,特别是替换高精密的机械加工,是当代加工技术发展的目标之一。国内外都在不断地进行这些方面的研究工作。除了国内已有的热挤压工艺和强力旋压工艺以外,原苏联已研制成功一种最新颖的压力加工方法——摆辗挤压工艺,并已用于生产。
摆辗挤压工艺是挤压与摆辗两种工艺相结合的一种新技术。它可专门用来制造厚壁筒压力缸毛坯,与强力旋压工艺所制造的产品类似,但成形原理有所区别。
1.摆辗挤压装置
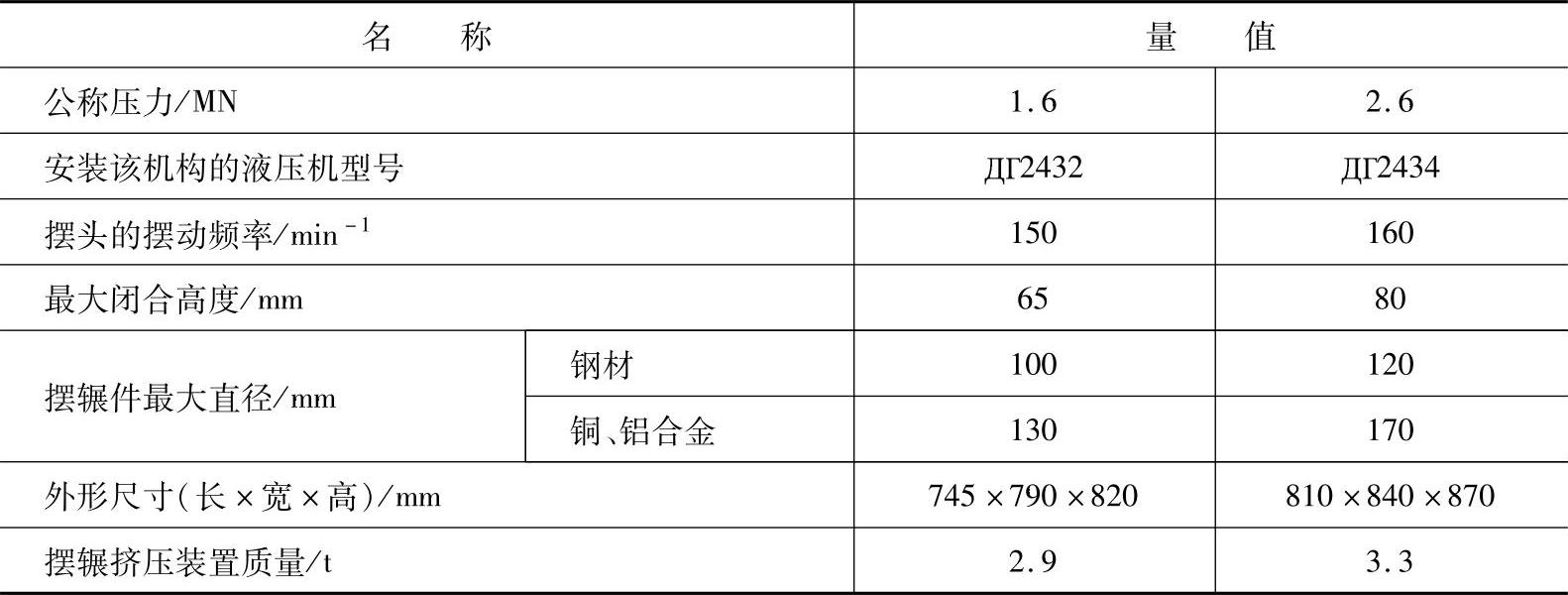
原苏联的伊热夫斯克机械学院(俄罗斯)在20世纪60年代初开始研究摆动辗压工艺,主要目标是在传统的液压机上实现摆辗工艺。全俄电工技术生产工艺设计院(圣彼得堡)在传统的液压机上研究了诸如法兰盘等零件的摆辗成形,并投入生产。他们所使用的摆动辗压装置的结构形式是将上模安装在液压机的活动横梁(滑块)上,并在活动横梁的带动下作进给运动。下模部分位于液压机的工作台上。全俄电工技术生产工艺设计院研制成功的摆动辗压装置就属于这一类,现已作为商品出售。该装置的主要技术参数见表6-11。
利用这种装置可摆辗盘类零件,如法兰盘、齿环等,也可以进行齿轮类零件的加工,还可以用来与其他设备一起建立生产流水线。这种装置在加工法兰盘时具有下列优点:
1)金属利用系数可达0.8。
2)摆辗精度可以达到IT9~IT12。
3)在液压机上安装这种装置只需要15~20min。
4)与传统的冷锻工艺相比,变形力大大减小,只有其1/10~1/5。
5)每小时可以生产100件摆辗件,大大提高了劳动生产率,节材、节能。
表6-11 摆辗挤压装置的主要技术
国内某大学也开展了用普通液压机作摆辗加工的试验研究。他们的试验是在3150kN四柱式液压机上安装了一套摆辗装置,除对液压机的泵站进行一些修改外,原液压机的主缸、机身、顶出缸等都得到充分的利用。整个装置是一个独立体系,其主要技术参数如下:
最大辗压力 1600kN
最大辗压工件直径 200mm
摆头倾角 3°
摆头转速 150r/min
进给量 1~3mm/r
电动机功率 30kW
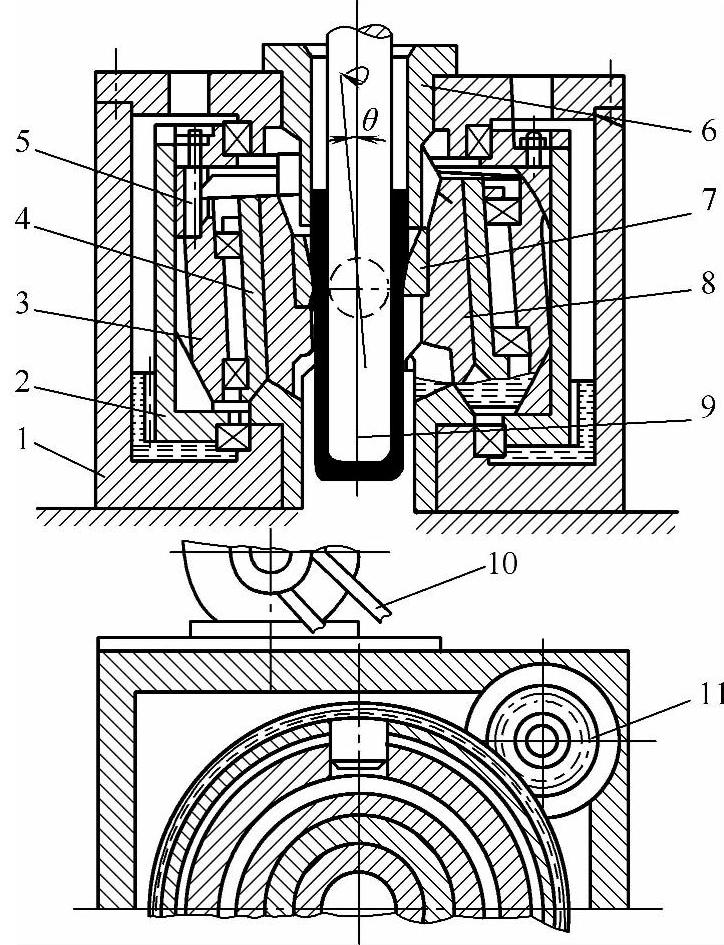
图6-54 生产液压缸类零件的液压机摆动辗压装置
1—箱体 2—旋转体 3—球形座 4—外圈 5—调节螺栓 6—导向套 7—凹模芯块 8—内圈 9—挤压凸模 10—传动带 11—齿轮轴
图6-54是安装在公称压力为3000~4000kN液压机上的摆辗装置,它可以用来生产液压缸类零件。这种装置的摆动部分紧固于液压机的工作台上,挤压凸模9固定在液压机的活动横梁上。由于活动横梁具有往复运动的功能,所以可以保证在摆动辗压时管坯的进给。管坯放置在凹模芯块7内,由导向套6定位。箱体1内装有外周为直齿的旋转体2,并由内圈8、外圈4和凹模芯块构成组合模具固定在球形座3上。旋转体2与球形座3组成一对球面运动副。电动机通过传动带10带动齿轮轴11转动,使安装有凹模芯块7的球形座3产生圆形轨迹摆动,从而使管坯壁部发生变形。调节螺栓5可改变凹模芯块7的轴线相对于机身轴线的倾角,调节范围为0°~10°。
摆角的大小可由下式计算后调整
θ=arctan(S/R) (6-17)
式中 θ——凹模轴线相对于机身轴线的夹角(°);
R——调节螺栓到冲头的轴线距离(mm);
S——调节螺栓的调节量(mm)。
凹模芯块工作锥面锥角之最佳值为0.25~0.35rad,大致为45°~63°,这时变形力最小。凹模芯块轴线相对机身轴线的最佳角度为0.026~0.035rad,即4.68°~6.3°。
 (https://www.xing528.com)
(https://www.xing528.com)
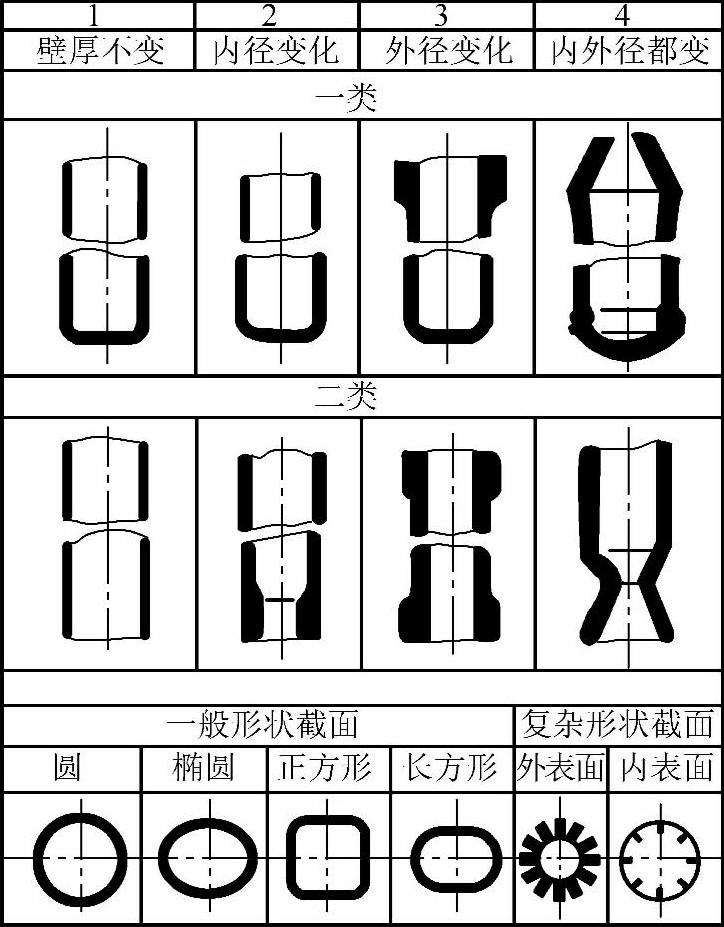
图6-55 在液压机上摆辗挤压生产的管状零件
2.摆辗挤压成形工艺
摆动装置的摆头以较高的摆动频率持续地作用在坯料上,使模具较多地承受了很大的不均匀弯曲应力及脉动应力,因而在设计模具时,都是将复杂的形状安排在固定模上。
摆辗挤压分冷、热摆辗挤压两种。
由于热摆辗挤压需要增加加热设备及模具的冷却装置,所以在液压机上安装摆辗装置最宜于冷摆辗挤压。利用不同结构的模具可以实现开式摆辗挤压和闭式摆辗挤压。开式摆辗挤压中摆头和凹模的最大尺寸不超过摆辗挤压件横截面尺寸的0.2~0.3倍,闭式摆辗挤压中的摆头和凹模的尺寸要大些,其最大尺寸不超过摆辗挤压件横截面尺寸的0.7~1.2倍。如图6-55中所列管件,均可采用摆辗挤压成形。管子横截面可以是圆形的、椭圆形的、正方形的、矩形的,也可以是带有外齿形的或内齿形的,还可以在摆辗挤压时使外径变化而内径不变化,或外径不变化而内径变化,或内、外径都变化(壁厚不变),也可以摆辗挤压成形带底的管状容器。
图6-56所示为普通液压机上通过摆辗装置进行管子扩口加工。管子安装在具有回转运动的下模中,与下模一起绕机身轴线转动。上模部分是具有锥角为2α的锥形摆头,在液压机的活动横梁(滑块)的带动下作进给运动。通过电动机使摆头绕自身的轴线转动,这样摆头的转动与凹模的回转在空间描绘出一个圆锥形包络面,这一包络面即与管件扩口所需要的形状相等。摆头相对于凹模的轴线倾斜角θ为
θ=γ+α (6-18)
式中 θ——摆角(°);
γ——工件的角度(°);
α——摆头的顶锥角(°)。
这样,上模(摆头)一开始就与管坯局部接触,并在压力的作用下产生局部连续变形,从而得到具有锥角为2γ的管口。这种装置还可完成收口工艺,只需将上模改变为向内凹的形式即可。注意θ角不能太小,最佳值为15°。在θ角小的情况下收口时,容易起皱。

图6-56 在液压机上进行摆辗扩孔
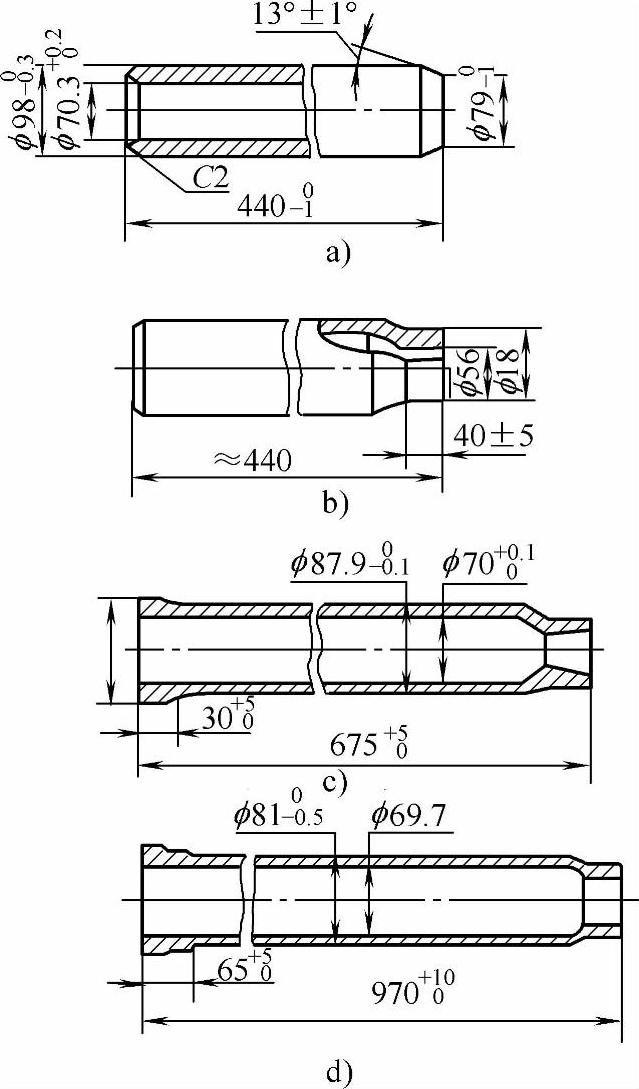
图6-57 35Cr钢缸体的工艺流程图
制造压力缸的摆辗挤压工艺比强力旋压工艺优越。首先它可以节省价格昂贵的旋压设备投资;特别是可以生产高精度、低表面粗糙度的摆辗挤压件。一般外径极限偏差达±0.3mm,内径极限偏差达±0.1mm、长度极限偏差达±5mm。外表面粗糙度Ra为1.6μm,内表面粗糙度Ra为0.32μm,直线度误差为每500mm不大于0.15mm。
3.压力缸缸体摆辗挤压工工艺的应用实例
图6-57为35Cr钢缸体(毛坯为热处理状态)的工艺流程图。热轧钢管的直径为φ102mm,壁厚为17mm,经过车削,制成图6-57a所示的毛坯。为了便于凸模工作,用滚压凹模将钢管端部缩颈(第一工步,见图6-57b)。在第二、三工步中(见图6-57c、d),管壁变薄的变形程度分别为39%及41%(总变形程度为64%),每一滚压周期的送进量是2~5mm。
冷摆辗挤压适用长而壁薄的压力缸(见图6-58)。每次壁厚的挤压变形程度可达60%~65%,凹模的最佳工作锥角是0.25~0.35rad,此时的变形力最小。凹模轴线相对于加工轴线的最佳倾角θ为0.026~0.035rad。工序间进行磷化处理。挤压凸模、摆辗凹模用Cr12MoV、4Cr4WMoVSi模具钢制造,其热处理硬度相应为58~62HRC及62~64HRC。
热摆辗挤压适用短而壁厚的压力缸(见图6-59)。每次壁厚的挤压变形程度可达70%~80%,模具采用二硫化钼水基润滑。挤压凸模及摆辗凹模用W6Mo5Cr4V2或4Cr5W2VSi模具钢制造,其热处理硬度分别为50~52HRC和52~54HRC。
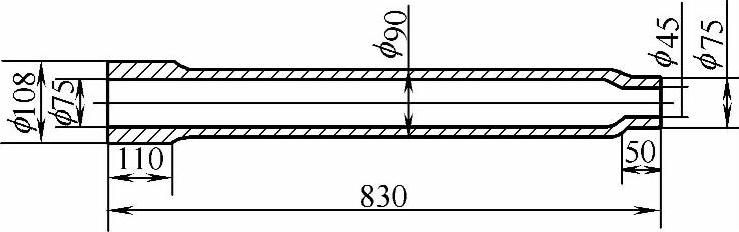
图6-58 冷摆辗挤压工艺制造的压力缸
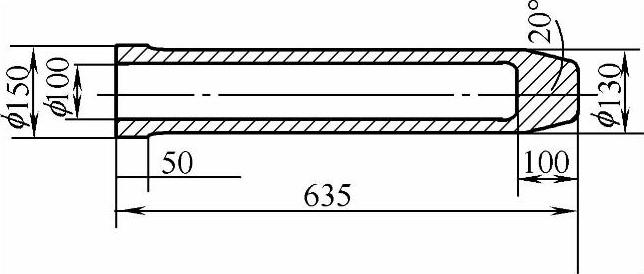
图6-59 热摆辗挤压工艺制造的压力缸
以上两种不同的压力缸(No.1和No.2)分别采用冷、热摆辗挤压工艺与金属切削工艺的经济效果比较见表6-12。
表6-12 冷、热摆辗挤压工艺与金属切削工艺的经济效果比较
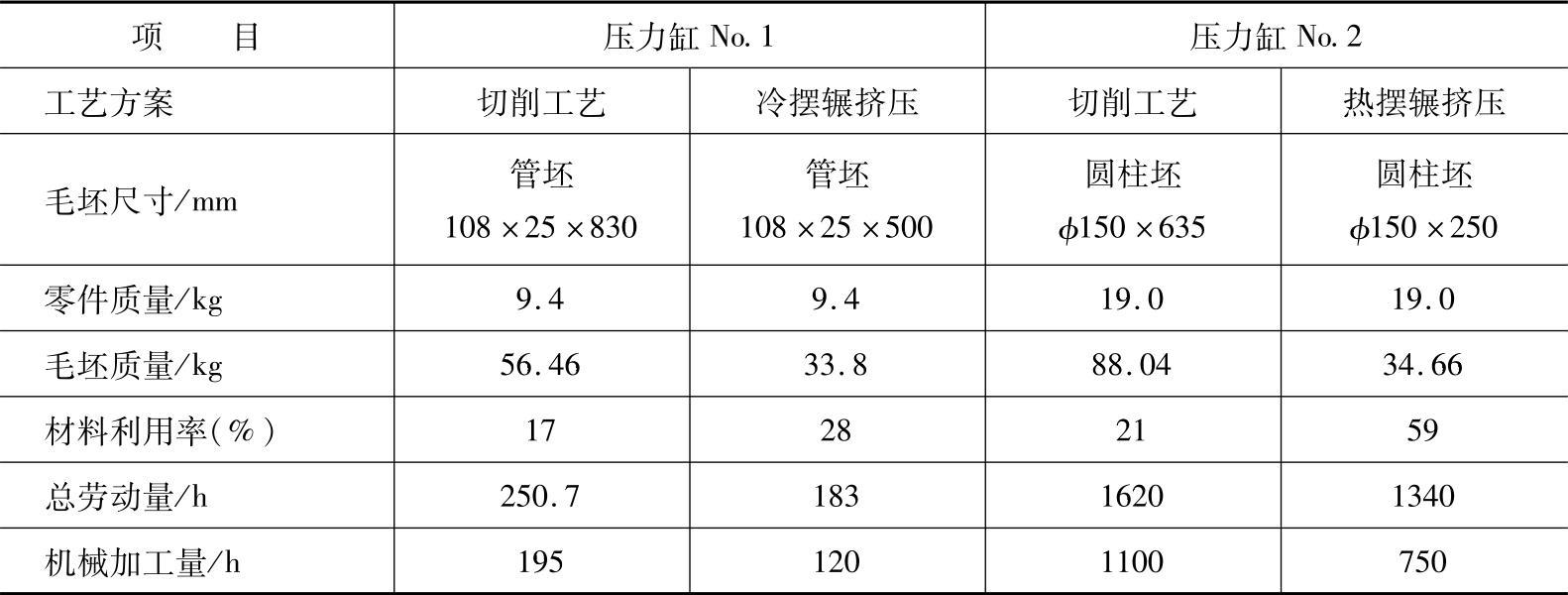
由表6-12可见,摆辗挤压制造压力缸的经济效果是十分显著的。
此外,摆辗挤压还有如下两个特点:
1)由于毛坯在加工过程中发生强化,所以,可用低合金钢及碳钢代替合金钢。
2)摆辗挤压容易保证产品的内在质量,因为有夹层、微裂的材质会在摆辗挤压过程中被撕裂破坏,挤不成产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。