



车削薄壁工件时,因变形而易引起振动,而振动又将加剧工件的变形,两者是相互关联的。完全消除振动非常困难,但采取必要措施来减少或消除局部振动却是可行的。
1.调整车床
适当调整主轴、床鞍、刀架等转动和滑动部位的间隙,使之处于最佳运转状态。加强工艺系统(包括工具、夹具、刀具)的刚性。
2.使用吸振材料
用软橡胶片、软胶管、泡沫塑料等吸振材料,填充或包裹工件后进行车削,有减振甚至消振的作用。
薄壁工件内孔已精加工完毕,精车外圆前可将预先准备好的软橡胶片卷成筒状,如图2-27所示,塞入工件孔内。当工件旋转时,在离心力的作用下软橡胶片将紧贴孔壁,通过阻尼减振并防止振动的传播。
若薄壁工件的外圆已完成精车,需继续精加工内孔时,则用医用橡胶管均匀地绕在工件外圆上,也能获得减少振动的效果,如图2-28所示。
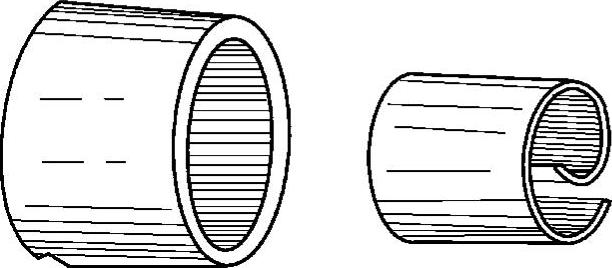
图2-27 放入工件中的软橡胶片
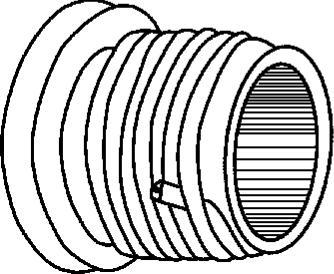
图2-28 绕在工件上的橡胶管(https://www.xing528.com)
3.填充低熔点物质
生产中一些带有薄翅、薄齿、薄叶片的零件,车削这类零件时,因受切削力的影响,不仅会出现振动,甚至还可能发生崩角、缺边等现象。若采用填充的方法,则有助于消除上述缺陷。通常可选用硫黄、石蜡、铅、锡等低熔点物质作为填充物。使用时先加热使其熔化,再将熔化的填充物灌入待加工工件的薄翅、薄齿或薄叶片之间的空隙部位,使其填实形成整体,便于顺利车削。加工完毕再次升温,清除填充物,如图2-29所示。
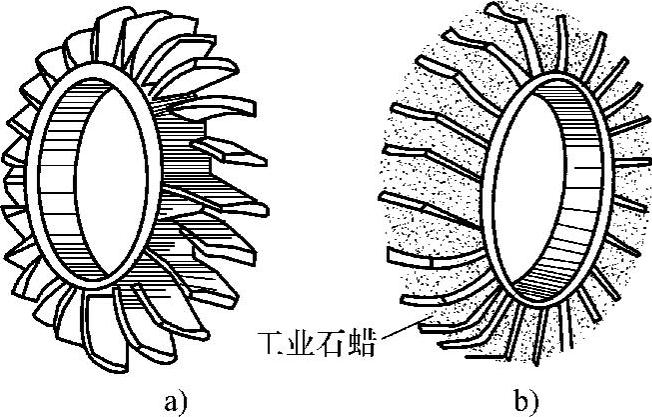
图2-29 填充低熔点物质
a)填充前 b)填充后
4.选择适当的刀具及最佳刀具角度
1)选择适当的主偏角。主偏角过小时,切削面积增大易产生振动。车内孔时主偏角不能过大(不能大于90°),否则切削不稳定易产生振动。
2)选择较小的刀尖圆弧半径及修光刃,以减少工件加工中的振动。
5.选择合理的切削用量
车削薄壁工件时,一般应选择较低的切削速度、较小的背吃刀量和较大的进给量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。