



1.图样分析
1)如图5-33所示,ϕ206+0.0450mm孔与M115×8内螺纹轴线在同一平面内,公差为0.05mm。
2)ϕ75+0.060mm、ϕ206+0.0450mm两孔的尺寸精度较高,表面粗糙度值均为Ra1.6μm。
2.工艺分析
1)与ϕ75+0.060mm孔相配的零件上也带有螺纹,为保证装配技术要求,要在车削ϕ75+0.060mm孔后,装入与其相配的零件,紧固后再加工M115×8螺纹孔。
2)为保证ϕ206+0.0450mm孔的对合质量,在加工定位槽及对合面时,要保证ϕ206+0.0450mm的尺寸要求,注意校正以保证对合面及定位槽的对分要求。
3)ϕ206+0.0450mm是一个对合孔,要在上盖和下座装配好后再进行车削。
4)各工序加工过程中,应注意校正平衡,确保工件车削时运转平稳。
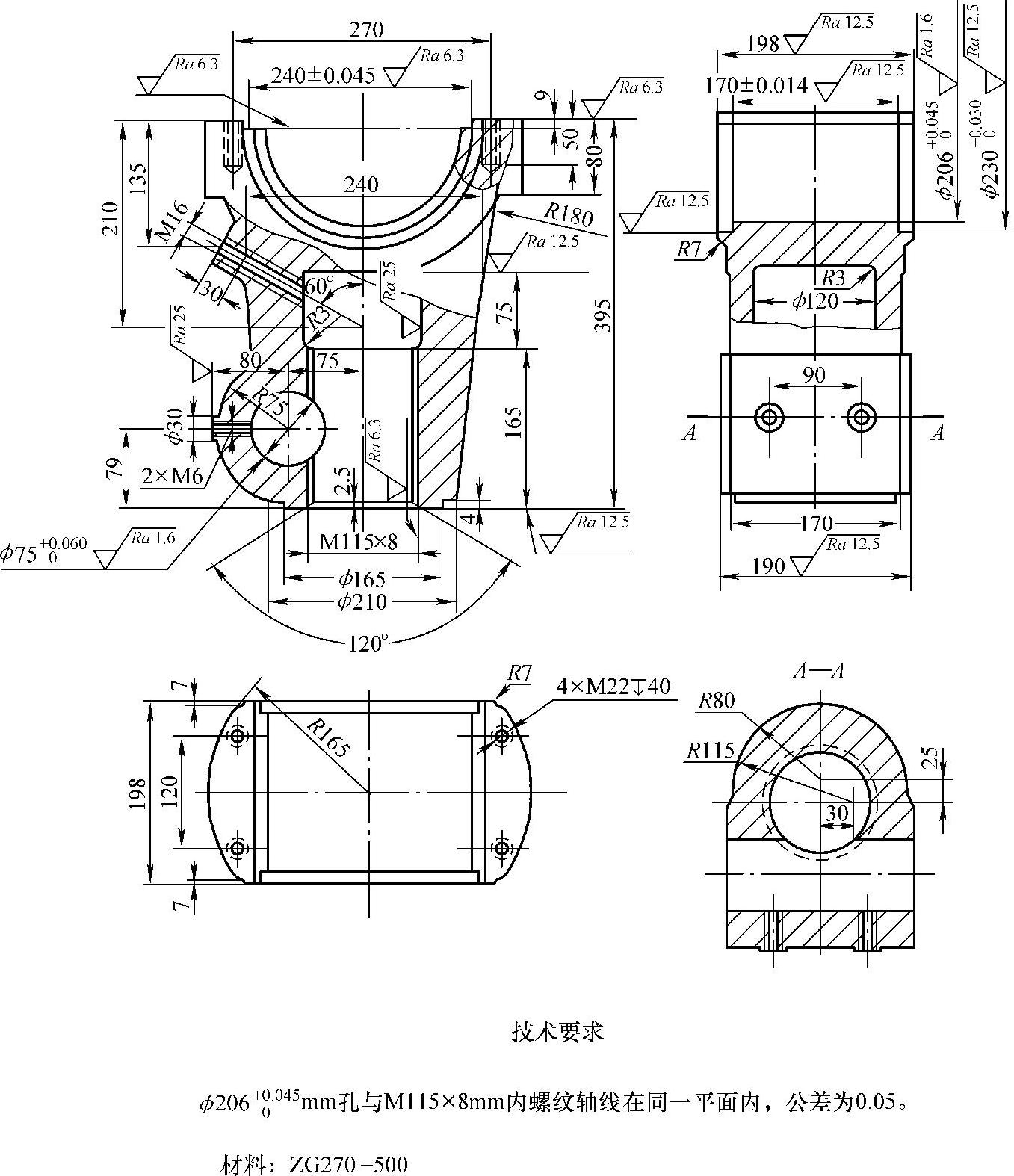
图5-33 冲床连杆
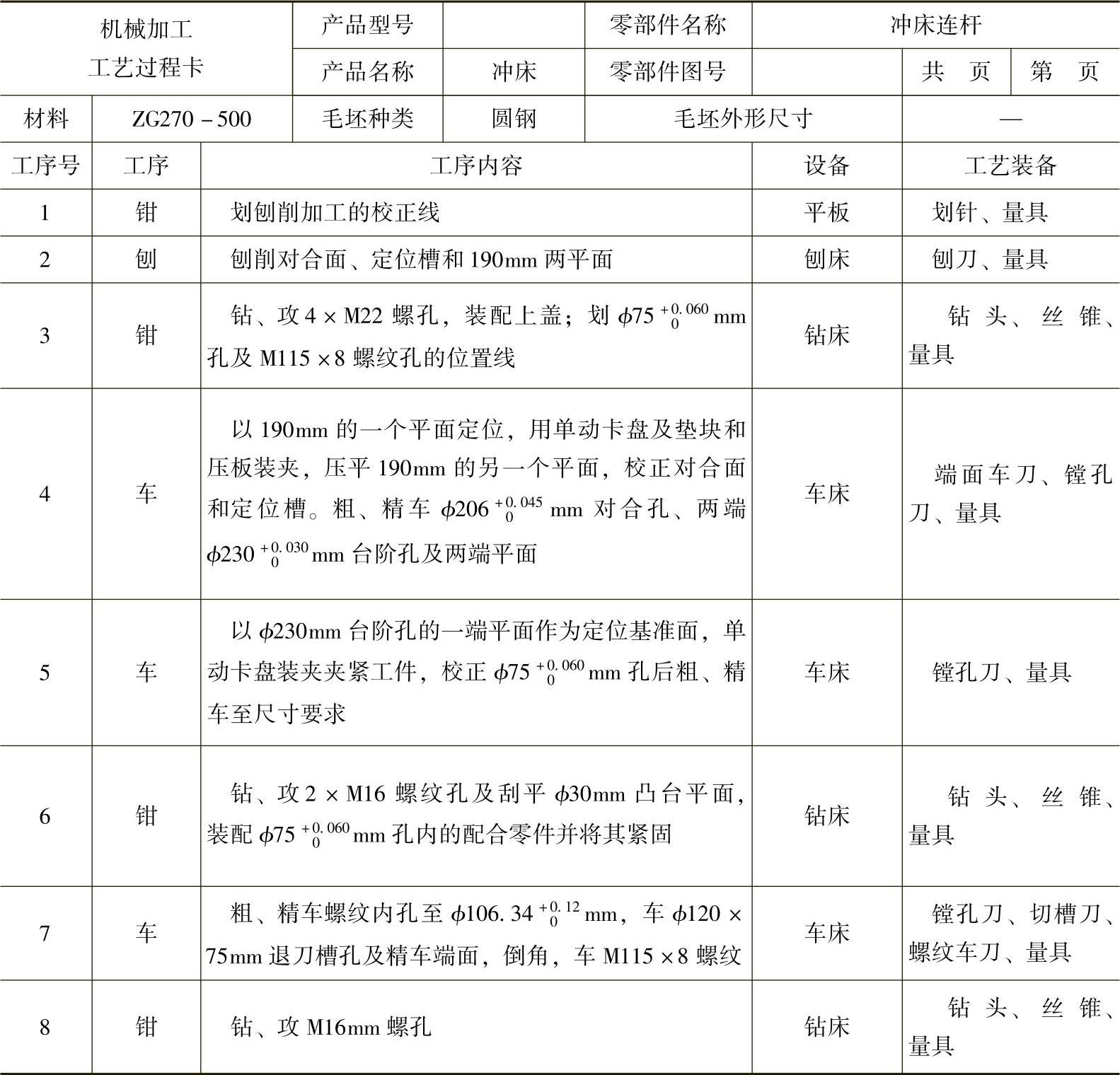
3.零件的加工工艺(https://www.xing528.com)
冲床连杆的车削加工工艺过程见表5-5。
表5-5 冲床连杆车削加工工艺
特别注意:
1)在工序4中,车台阶孔时应先将车刀伸入孔内,先车削ϕ206+0.0450mm对合孔,然后再车削ϕ230+0.030mm台阶孔及两端平面,以便于控制尺寸(170±0.014)mm。
2)车削M115×8螺纹时,工件的安装找正方法如图5-34所示。
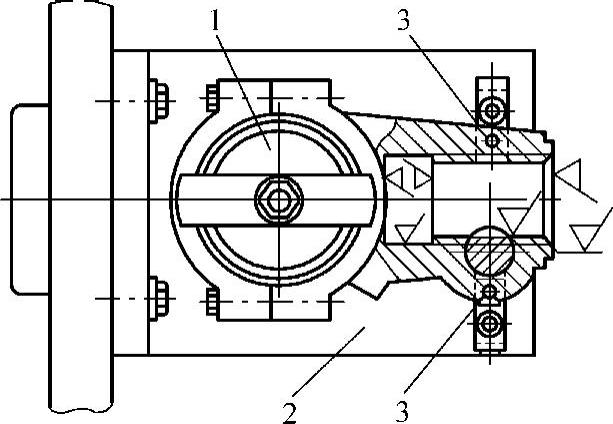
图5-34 用花盘角铁安装连杆
1—定位心轴 2—角铁装置平面 3—可调支承螺钉
用花盘角铁装夹工件,在角铁上安装用于定位连杆孔ϕ206+0.0450mm的圆柱心轴,心轴直径为ϕ206+0.020-0.002mm。调整校正定位心轴,使心轴轴线正处于车床回转中心至角铁装置平面的对分垂直线上,并保证角铁的装置平面至车床回转中心的距离等于198mm/2,也就是连杆厚度的一半。然后,按划线再找正M115×8内螺纹的中心线及圆周线,调整角铁上的两个可调整螺钉,将工件安装牢固,校正平衡后进行车削加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。