



图5-35所示的拨叉属于叉架类零件,其外形不规则,加工精度要求较高,确定正确合理的装夹方法和加工工艺十分重要,否则不仅车削不能顺利进行,而且工件的质量难以保证。
下面介绍拨叉零件的技术要求和加工工艺。
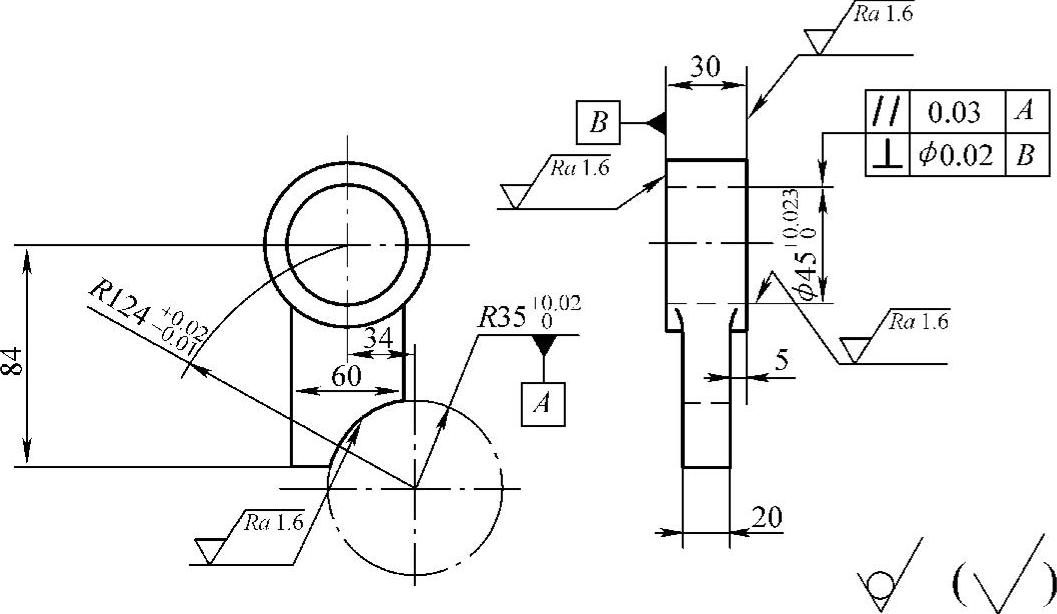
图5-35 拨叉
1.图样分析
1)ϕ45+0.0230mm孔尺寸精度要求较高,且相对于基准A的平行度公差为0.03mm,相对于基准B的垂直度公差为ϕ0.02mm。
2)R124+0.02-0.01mm尺寸公差为0.03mm,其形状为部分圆弧。
3)拨叉的两个平面及R124+0.02-0.01mm表面的表面粗糙度值均为Ra1.6μm。
2.工艺分析
1)R124+0.02-0.01mm圆弧表面位置特殊,断续车削加工起来比较困难,是拨叉零件的加工难点。
2)车削时应用单动卡盘装夹、找正后粗、精车ϕ45+0.0230mm内孔及两端,作为加工R124+0.02-0.01mm圆弧表面的定位基准。
3)在花盘上装夹ϕ45+0.0230mm定位销,要求能保证R124+0.02-0.01mm圆弧表面的加工精度。方法是:在定位销中心钻一个通孔,用于装夹定位,并保证定位圆柱销中心线与花盘端面垂直,然后找正圆柱销的正确位置,先在主轴孔中插入ϕ30mm测量心轴,用千分尺测量定位圆柱和心轴之间的距离,测量数值应等于定位圆柱半径、工件尺寸半径R124mm和心轴半径之和,即22.5mm+124mm+15mm=161.5mm。测量完后,紧固定位圆柱,卸下心轴。(https://www.xing528.com)
4)以工件内孔ϕ45+0.0230mm定位,装入定位圆柱,以表面粗糙度值为Ra1.6μm的端面为基准靠在花盘端面上,校正R35+0.020mm待加工面后,用压板压紧工件,进行动平衡配重后,粗、精车R124+0.02-0.01mm的圆弧表面,如图5-36所示。
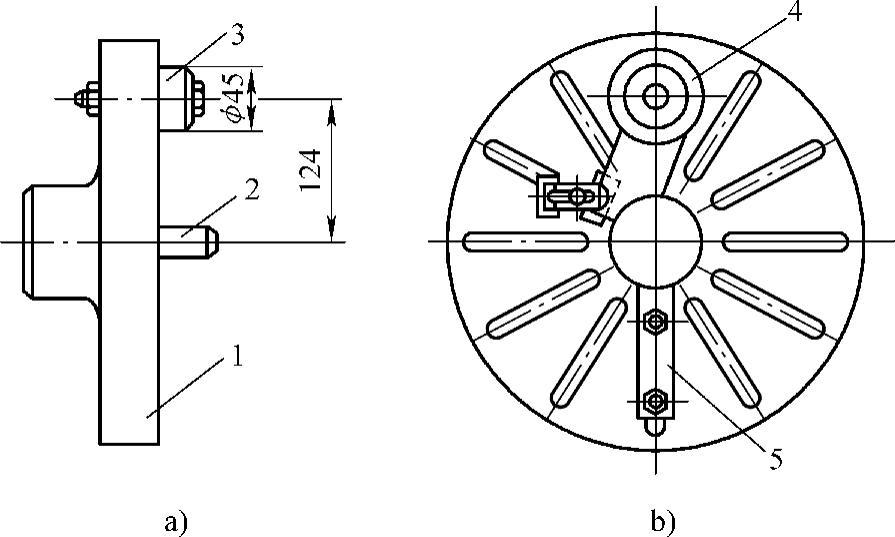
图5-36 拨叉零件的安装定位
1—花盘 2—心轴 3—定位销 4—工件 5—测量块
3.零件的加工工艺
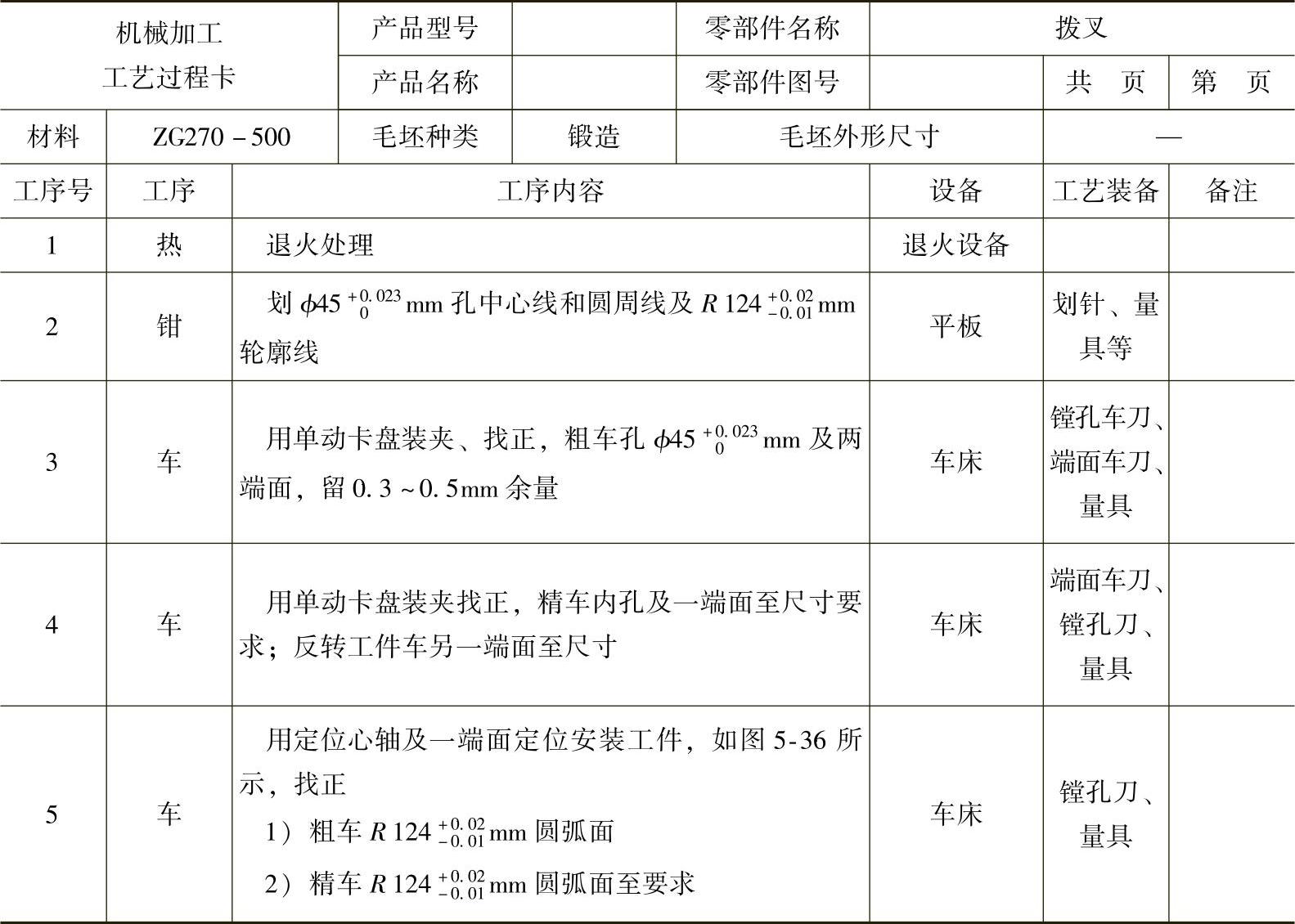
拨叉的车削加工工艺过程见表5-6。
表5-6 拨叉车削加工工艺
特别注意:
1)在工序3中,车两端面时留余量,要注意两面均匀分布。
2)车削R124+0.02-0.01mm圆弧面时,切削用量要适当,以防过大将工件车坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。