



1.车床夹具的基本类型
按照车床加工特点及夹具在机床上的安装位置,车床夹具分为两种基本类型。
(1)安装在车床主轴上的夹具 这类夹具和机床主轴相连并带动工件一起随主轴旋转,包括各种卡盘、顶尖等通用夹具和根据加工需要设计出的各种心轴及其他专用夹具。
(2)安装在滑板或床身上的夹具 对于某些形状不规则和尺寸较大的工件,常常把夹具安装在车床滑板上,刀具则安装在机床主轴上做旋转运动,夹具做进给运动。
2.车床典型夹具的结构
(1)拨动顶尖
1)内、外拨动顶尖。图6-16所示为内、外拨动顶尖,图6-16a所示为外拨动顶尖,用于装夹套类零件,图6-16b所示为内拨动顶尖,用于装夹轴类零件。
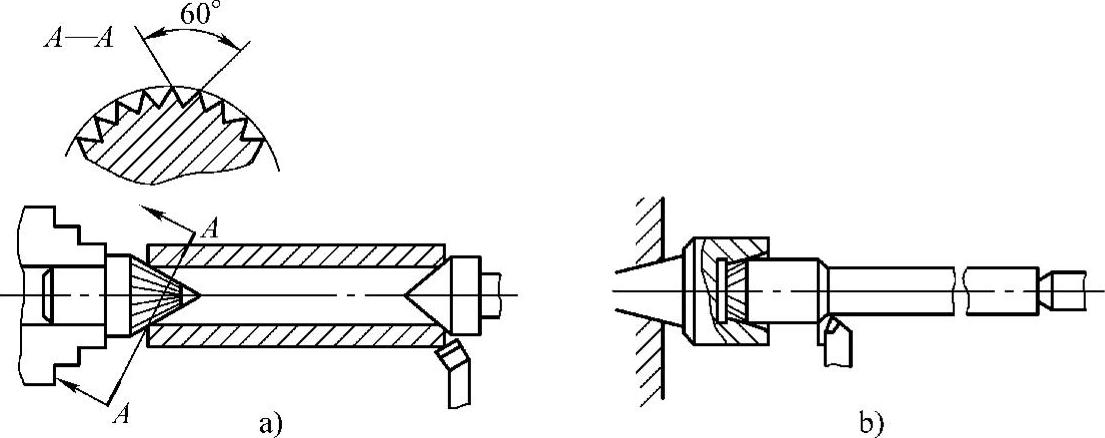
图6-16 内、外拨动顶尖
a)外拨动顶尖 b)内拨动顶尖
内、外拨动顶尖的圆锥角一般为60°,在其锥面上加工有淬硬的齿,能够嵌入工件,拨动工件旋转。
2)端面拨动顶尖。端面拨动顶尖的锥柄,可以直接安装在车床主轴锥孔内并利用端面拨爪带动工件旋转。工件仍以中心孔定位,能够快速装夹工件,并在一次装夹中加工出全部外表面,适用于装夹外径为ϕ50~ϕ150mm的工件,如图6-17所示。
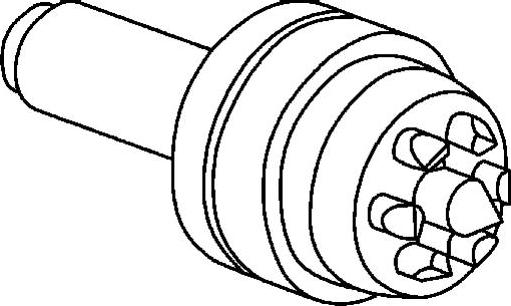
图6-17 端面拨动顶尖
(2)心轴类车床夹具 心轴类车床夹具多用于工件以内孔为定位基准,加工外圆柱面。
1)圆柱心轴。图6-18b所示为加工飞球保持架的圆柱心轴。工件要求加工外圆ϕ920-0.5mm及两端倒角。装夹工件时,工件以ϕ33mm孔、端面A及槽的侧面作为定位基准,套在心轴1上,每次可以装夹多件工件。每隔一件装一垫套,以便加工倒角C0.5。旋转螺母7,通过快换垫圈6和压板5将工件连续夹紧。
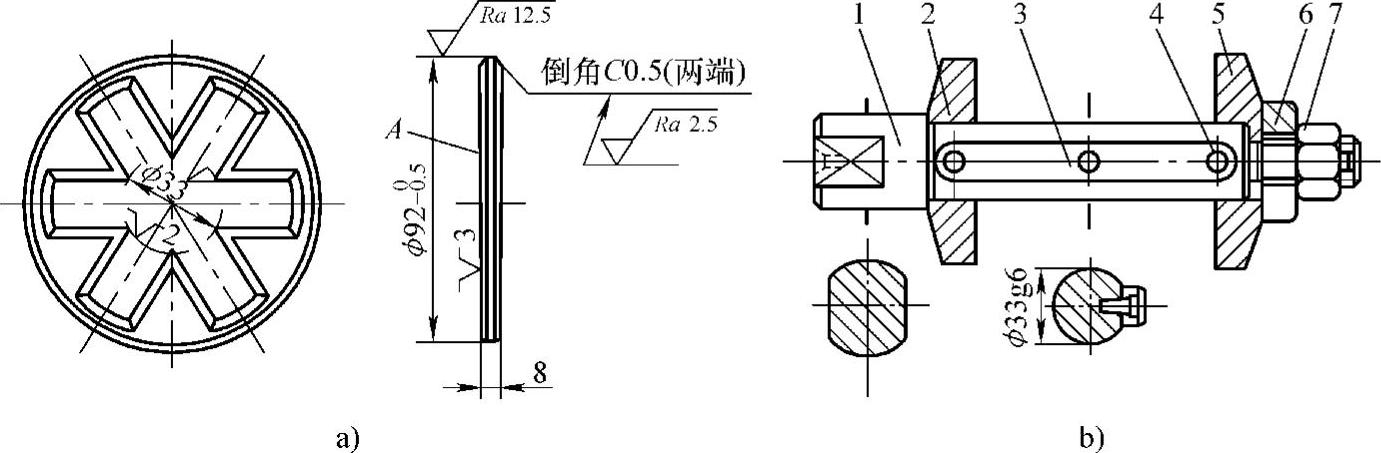
图6-18 被加工工件及所用心轴(https://www.xing528.com)
a)工件 b)心轴
1—心轴 2、5—压板 3—定位键 4—螺钉 6—快换垫圈 7—螺母
2)弹簧心轴。图6-19所示为几种常见的弹簧心轴。
图6-19a所示为前推式弹簧心轴。转动螺母1,弹簧套筒2前移外胀,使工件定心及夹紧。此结构弹簧心轴不能进行轴向定位。
图6-19b所示为带强制退出的不动式弹簧心轴,适用于加工以不通孔作定位基准的工件。转动螺母3,推动滑条4后移,使锥形拉杆5移动,而将工件定心夹紧,反转螺母3,滑条前移,而使弹簧套筒6松开。此处弹簧套筒不动,依靠其台阶端面对工件实现轴向定位。
图6-19c所示为分开式弹簧心轴,常用于加工长薄壁工件。心轴体12、7分别置于车床主轴和尾座中,当用尾座顶尖套顶紧时,锥套8撑开弹簧套筒9,使工件右端定心夹紧。转动螺母11,使弹簧套筒10向左移动,依靠心轴体12的30°锥角将工件另一端定心夹紧。
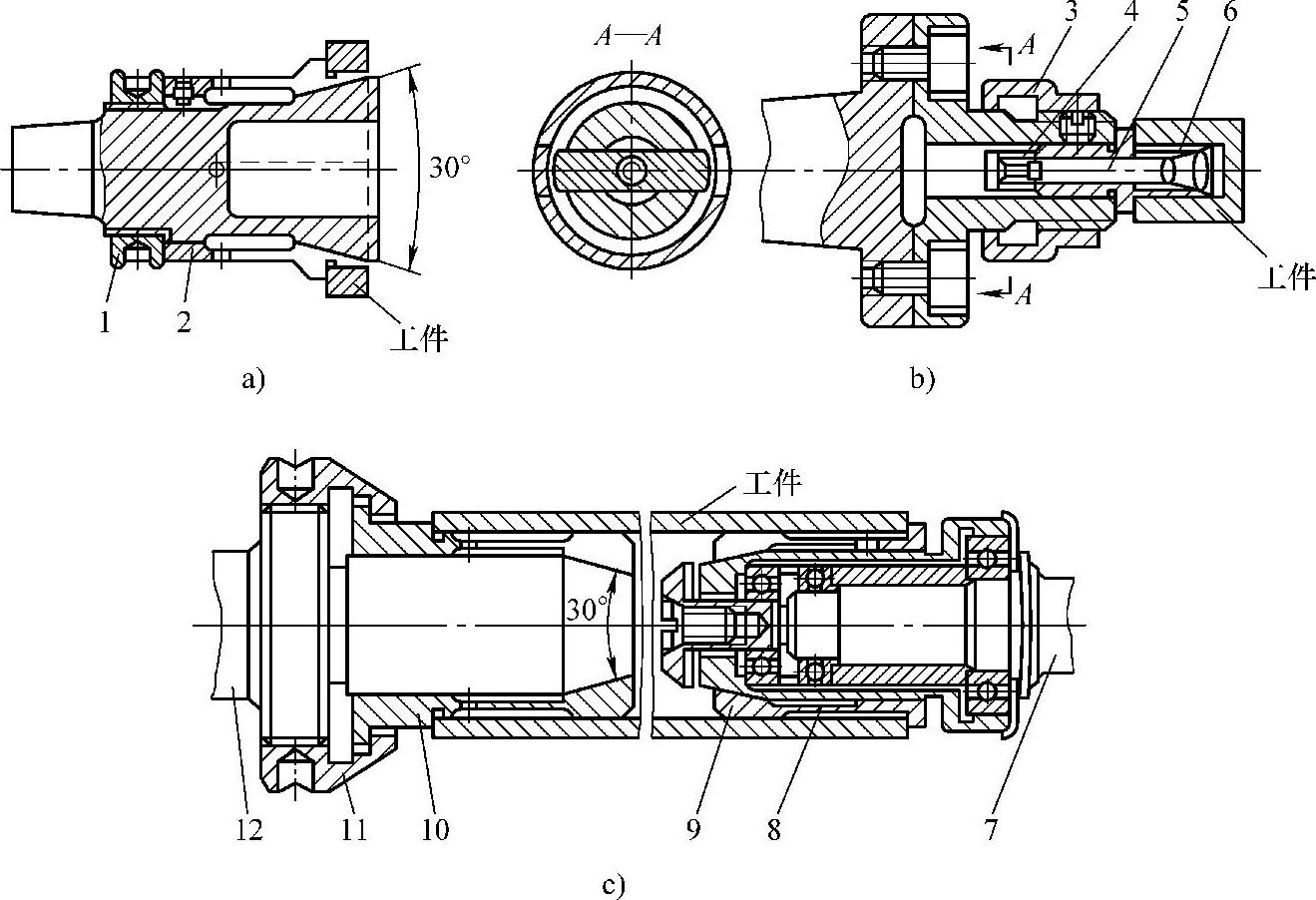
图6-19 弹簧心轴
a)前推式弹簧心轴 b)不动式弹簧心轴 c)分开式弹簧心轴
1、3、11—螺母 2、6、9、10—弹簧套筒 4—滑条 5—拉杆 7、12—心轴体 8—锥套
3)顶尖式心轴。图6-20所示为顶尖式心轴,适用于加工内、外圆无同轴度要求或只需加工外圆柱面的套筒类工件。旋转螺母6,活动顶尖套4左移,从而使工件定心夹紧。
(3)角铁式车床夹具 角铁式车床夹具的夹具体类似角铁形状,常用于加工壳体、支架、接头等工件上的圆柱面和端面。
(4)花盘式车床夹具 花盘式车床夹具的夹具体为圆盘形,常用于加工形状比较复杂的工件。采用花盘式车床夹具时,一般以工件上的圆柱面及与其垂直的端面作为定位基准。
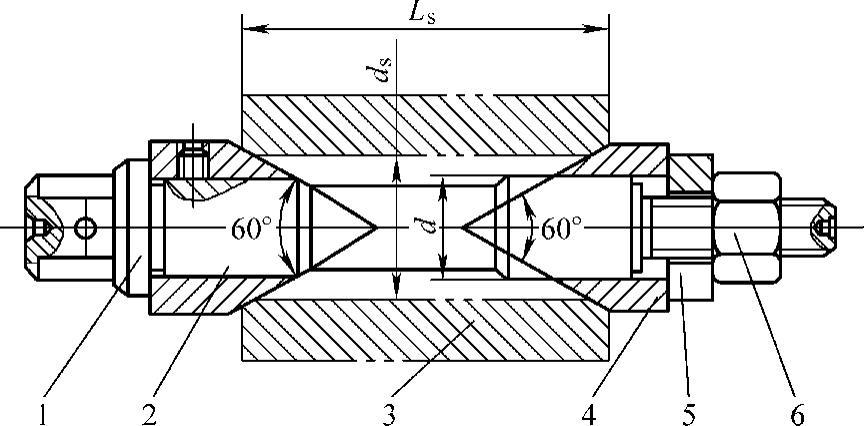
图6-20 顶尖式心轴
1—心轴 2—固定顶尖套 3—工件 4—活动顶尖套 5—快换垫圈 6—螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。