



1.数控程序的结构
一个完整的数控程序都是由程序名、程序内容和程序结束指令三部分组成。其格式如下所示:
如:O9999;→程序名
N0130 M30;→程序结束指令
(1)程序名 FANUC系统程序名是O××××。××××是四位正整数,可以从0001~9999,如O2255。程序名一般要求单列一段且不需要段号。
(2)程序内容 程序内容是由若干个程序段组成的,表示数控机床要完成的全部动作。每个程序段由一个或多个程序字构成,每个程序段一般占一行,用“;”作为每个程序段的结束代码。
(3)程序结束指令 程序结束指令可用M02或M30,一般要求单列一行。
2.程序段格式
所谓程序段,就是为了完成某一动作要求所需“程序字”(简称字)的组合。程序段格式是指“程序字”在程序段中的顺序及书写方式的规定。现在最常用的是使用地址符的程序段格式,如表9-1所示。
表9-1 程序段格式

3.地址字
地址字又称为地址符,在数控加工程序中,它是指位于程序字头的字符或字符组,用以识别其后的数据;在传递信息时,它表示其出处或目的地。在数控车床加工程序中常用的地址有以下几种。
(1)程序段号N 程序段号也称顺序号字,一般位于程序段开头,它由地址符N和随后的1~4位数字组成。顺序号字的数字可以不连续使用,也可以不从小到大使用;顺序号字不是程序段中的必用字,对于整个程序,可以每个程序段均有顺序号字,也可以均没有顺序号字,也可以部分程序段没有顺序号字。
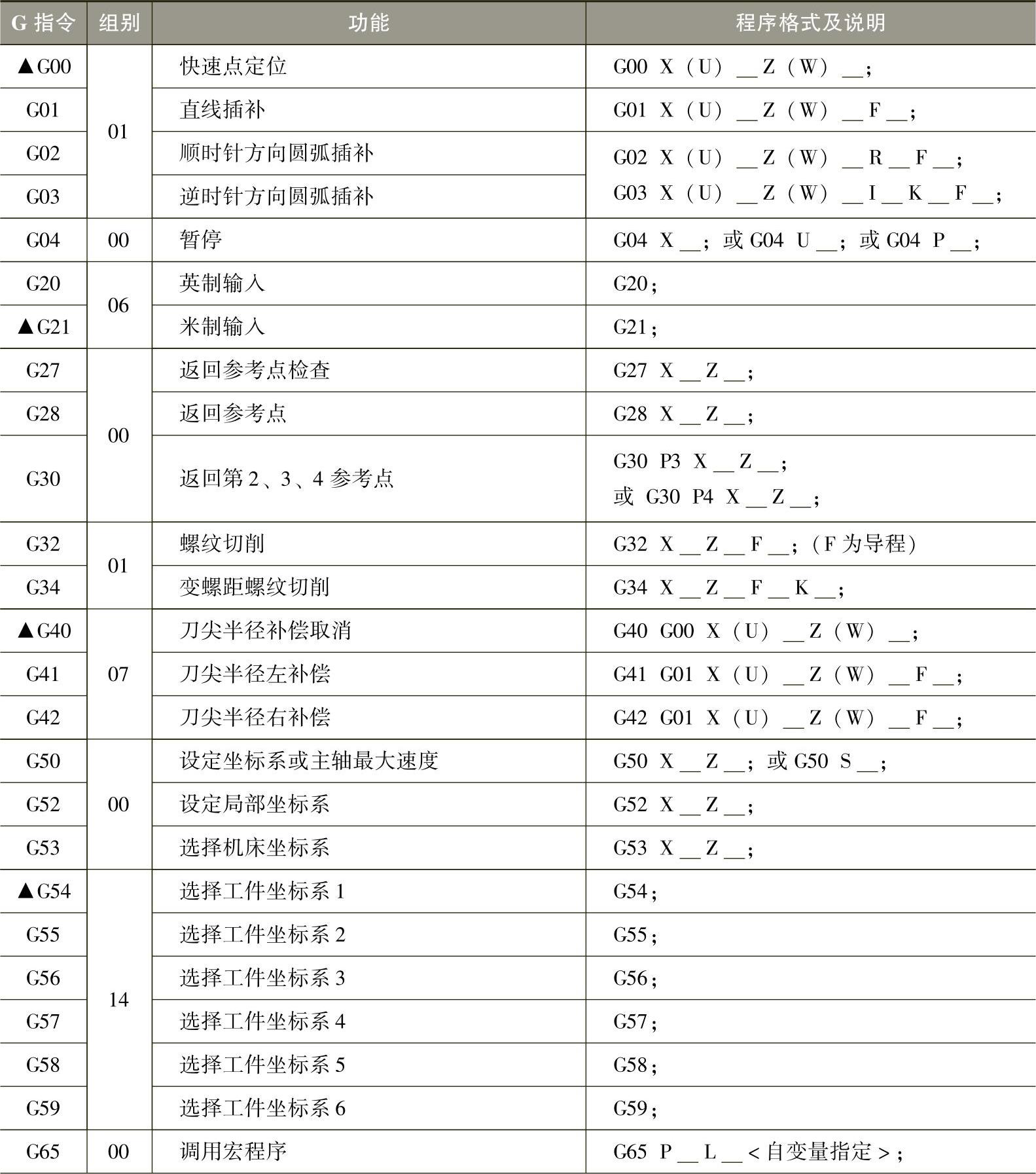
(2)准备功能字G 准备功能字的地址符是G,所以又称G功能或G指令,它是设立机床工作方式或控制系统工作方式的一种命令。G指令由字母G及其后面的两位数字组成,从G00到G99共100种代码。表9-2所示为FANUC 0i系统常用准备功能指令。
G指令分为模态指令和非模态指令两类。模态指令在程序中一经使用后就一直有效,直到出现同组中的其他任一G指令将其取代后才失效。非模态指令只在编有该代码的程序段中有效(如G04),下一程序段需要时必须重写。
表9-2 FANUC 0i系统常用准备功能
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
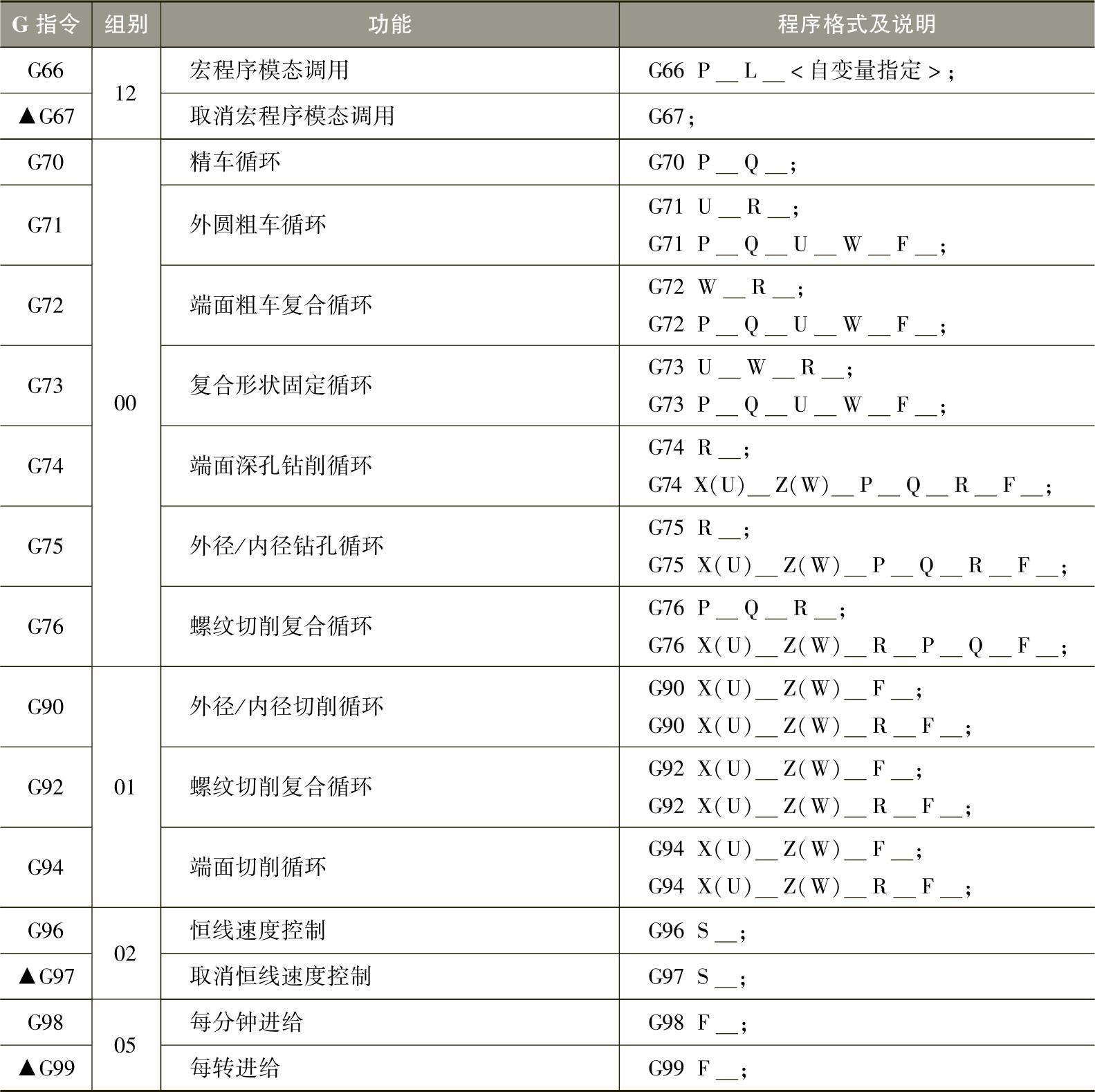
注:①前面有▲的为开机默认指令。
②00组G代码都是非模态指令。
③不同组的G代码能够在同一程序段中指定。如果同一程序段中指定了同组G代码,则最后指定的G代码有效。
④G代码按组号显示,对于表中没有列出的功能指令,请参阅有关厂家的编程说明书。
(3)坐标尺寸字 坐标尺寸字在程序段中主要用来指令数控机床的刀具运动到达的坐标位置。尺寸字是由规定的地址符及后续的带正、负号或者带正、负号又有小数点的多位十进制数组成。
(4)进给功能字F 进给功能字的地址符为F,所以又称为F功能或F指令,它的功能是指令切削的进给速度。现在CNC机床一般都能使用直接指定方式,即可用F后的数字直接指定进给速度,为用户编程带来方便。
注意:FANUC数控系统的进给速度单位用G98和G99指定,系统开机默认G99。G98表示进给速度与主轴速度无关的每分钟进给量,单位为mm/min或in/min;G99表示与主轴速度有关的主轴每转进给量,单位为mm/r或in/r。
(5)主轴转速功能字S 主轴转速功能字的地址符为S,所以又称为S功能或S指令,它主要用来指定主轴转速或速度,单位为r/min或m/min。
注意:FANUC数控系统用G96或G97指令配合S指令来指定主轴的速度。G96为恒线速控制指令,如用“G96 S200”表示主轴的速度为200m/min,“G97 S200”表示取代G96,即主轴不是恒线速功能,其转速为200r/min。
(6)刀具功能字T 刀具功能字用地址符T及随后的数字代码表示,所以也称为T功能或T指令。它主要用来指令加工中所用刀具号及自动补偿编组号,其自动补偿内容主要指刀具的刀位偏差及刀具半径补偿。
注意:刀具功能字T的后续数字可分为2、4位四种。在经济型数控车床系统中,普遍采用2位数的规定,一般前一位数字表示刀具的编码号,常用0~8共9个数字,其中“0”表示不转刀;后一位数字表示刀具补偿的编组号,常用0~8共9个数字,其中“0”表示补偿量为零,即撤销其补偿。T后随4位数字的形式用得比较多,一般前两位数表示刀具的编码号,后两位为刀具补偿的编组号。
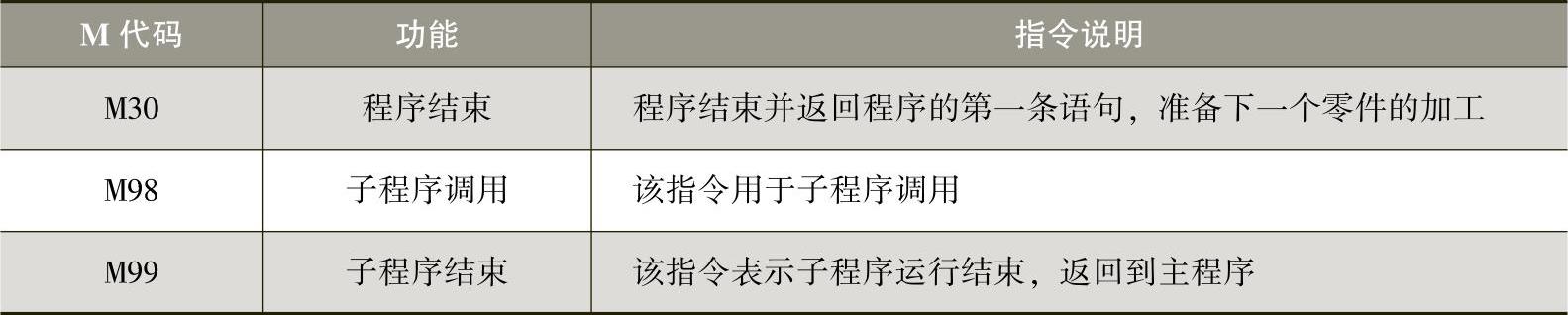
(7)辅助功能字M 辅助功能又称M功能或M指令,它用以指令数控机床中辅助装置的开关动作或状态,如主轴起、停,切削液通、断,更换刀具等。与G指令一样,M指令由地址符M和其后的两位数字组成,从M00至M99共100种。常用的M指令见表9-3。
表9-3 常用M功能指令

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。