



1.快速点定位指令(G00)
G00指令使刀具以点定位控制方式从刀具所在点快速运动到下一个目标位置。它只是快速定位,而无运动轨迹要求,且无切削加工过程,一般用于加工前的快速定位或加工后的快速退刀。
(1)指令格式
G00 X(U)_Z(W)_;
X、Z:刀具目标点的绝对坐标值。
U、W:刀具目标点相对于起始点的增量坐标值。
(2)指令说明
1)G00为模态指令,可由G01、G02、G03或G33功能注销。
2)移动速度不能用程序指令设定,而是由厂家预先设置的,它可由面板上的进给修调旋钮修正。
3)G00的执行过程:刀具由程序起始点加速到最大速度,然后快速移动,最后减速到终点,实现快速点定位。
4)执行G00时,X、Z两轴同时以各轴的快进速度从当前点开始向目标点移动,一般各轴不能同时到达终点,其行走路线可能为折线,如图9-12所示。使用时注意刀具是否和工件干涉。
(3)示例 如图9-12所示,要求刀具从A点快速移动到B点,编程格式如下:
1)绝对值编程为:G00 X50.0 Z80.0;
2)增量值编程为:G00 U-40.0 W-40.0;
2.直线插补指令(G01)
G01指令是直线插补指令,规定刀具在两坐标间以插补联动方式按指定的进给速度做任意斜率的直线运动。
(1)指令格式
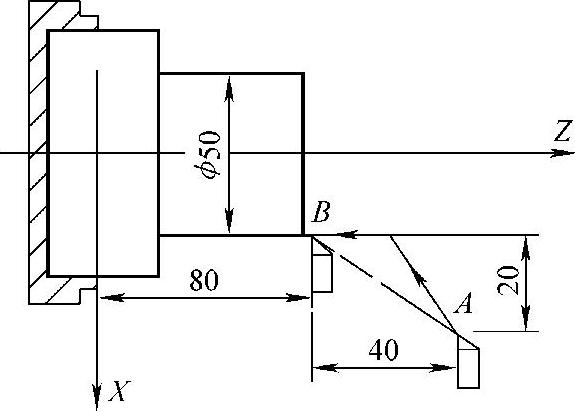
图9-12 G00应用示例
G01 X(U)_Z(W)_F_;
X、Z:刀具目标点的绝对坐标值。
U、W:刀具目标点相对于起始点的增量坐标值。
F:刀具切削进给的进给速度,单位可以是每分钟进给,也可以是每转进给。
(2)指令说明
1)G01程序中必须含有F指令,进给速度由F指令决定。F指令是模态指令,不必在每个程序段中都写入F指令。如果在G01之前的程序段没有F指令,且现在的G01程序段中也没有F指令,则机床不运动。
2)G01为模态指令,可由G00、G02、G03或G33功能注销。
(3)示例 用G01指令编写如图9-13所示从A→B→C的刀具轨迹。
1)绝对值编程为:
G01 X25.0 Z35.0 F0.3; A→B
G01 Z13.0; B→C
2)增量值编程为:
G01 U-25.0 W0 F0.3; A→B
G01 W-20; B→C
3.圆弧插补指令(G02/G03)
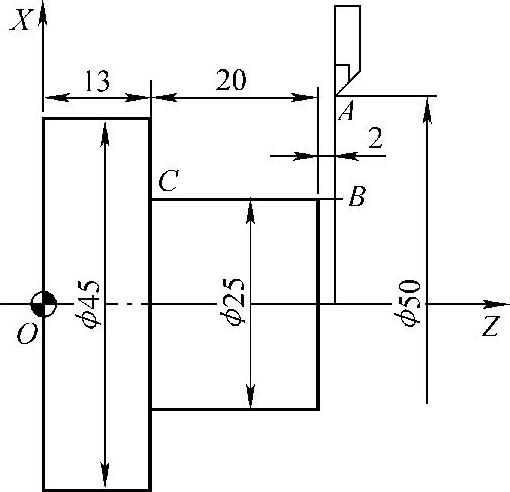
图9-13 G01应用示例
圆弧插补指令使刀具相对于工件以指定的速度从当前点(起始点)向终点进行圆弧插补。G02为顺时针圆弧插补,G03为逆时针圆弧插补,如图9-14所示。
(1)指令格式
 (https://www.xing528.com)
(https://www.xing528.com)
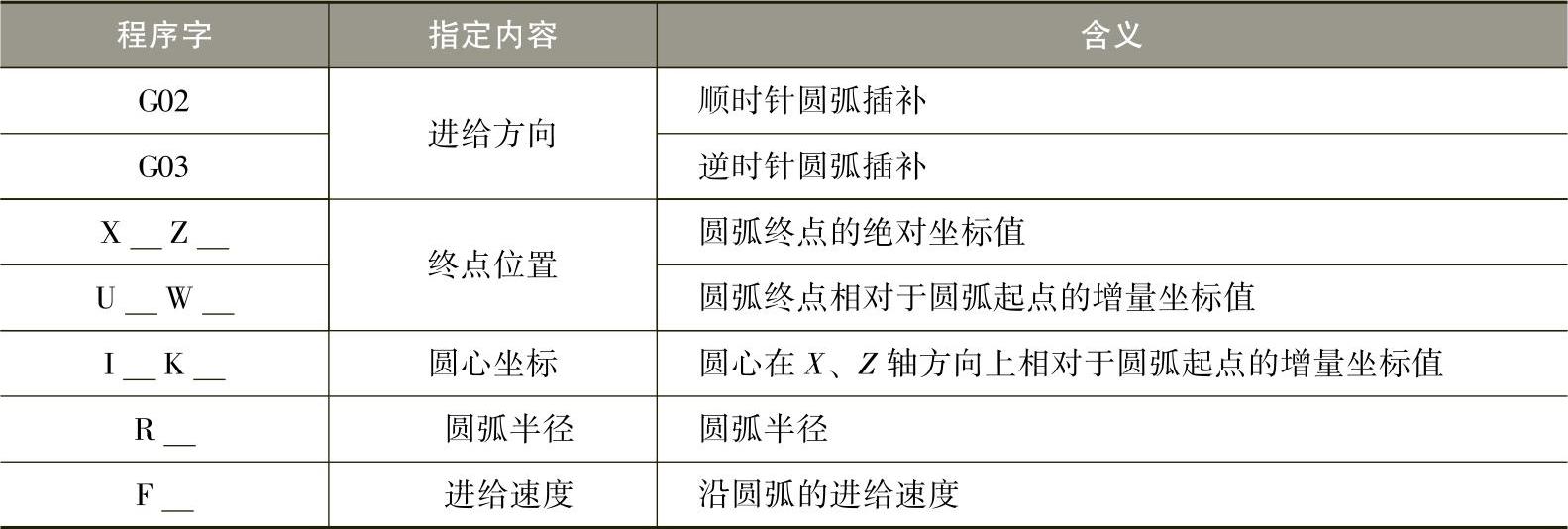
指令格式中各程序字的含义见表9-4。
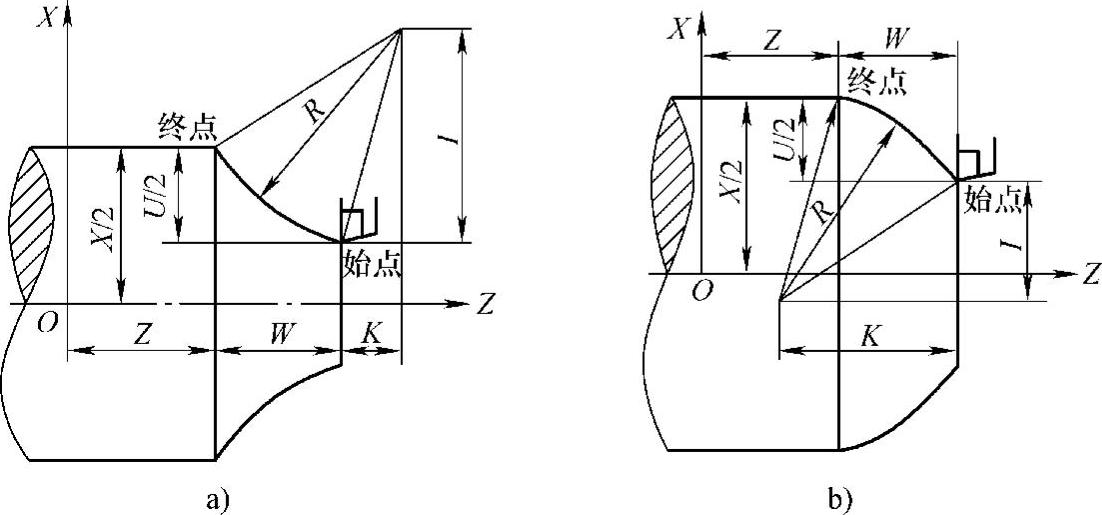
图9-14 圆弧插补指令
a)顺时针圆弧插补(G02) b)逆时针圆弧插补(G03)
表9-4 圆弧插补指令各程序字的含义
注意:在使用圆弧插补指令时,需要判断刀具是沿顺时针方向还是逆时针方向加工零件。判别方法是:从圆弧所在平面(数控车床为XZ平面)的另一个轴(数控车床为Y轴)的正方向看该圆弧,顺时针方向为G02,逆时针方向为G03。在判别圆弧的顺、逆方向时,一定要注意刀架的位置及Y轴的方向,如图9-15所示。
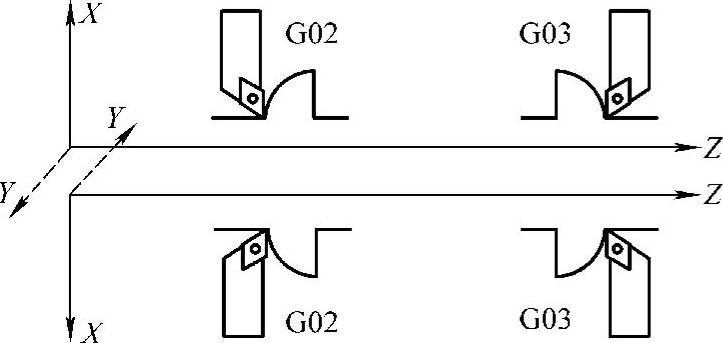
图9-15 顺时针圆弧与逆时针圆弧的判别
(2)圆心坐标的确定 圆心坐标I、K值为圆弧起点到圆弧圆心的矢量在X、Z轴上的投影,如图9-17所示。I、K为增量值,带有正负号,且I值为半径值。I、K的正负取决于该矢量方向与坐标轴方向的异同,相同者为正,相反者为负。若已知圆心坐标和圆弧起点坐标,则I=X圆心-X起点(半径差),K=Z圆心-Z起点。图9-16中I值为-10,K值为-20。
(3)圆弧半径的确定 圆弧半径R有正值与负值之分。当圆弧所对的圆心角小于或等于180°时,R取正值;当圆弧所对的圆心角大于180°并小于360°时,R取负值,如图9-17所示。通常情况下,在数控车床上所加工的圆弧的圆心角小于180°。
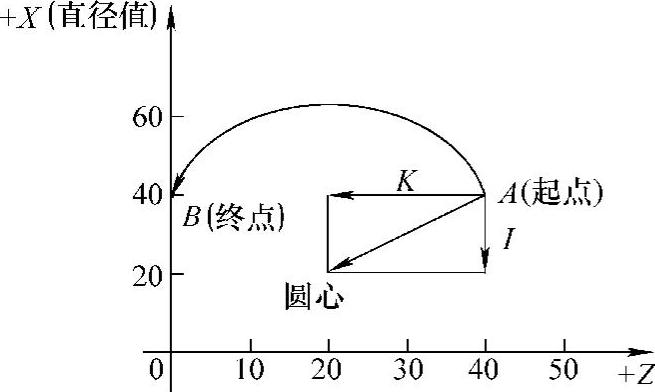
图9-16 圆心坐标I、K值的确定
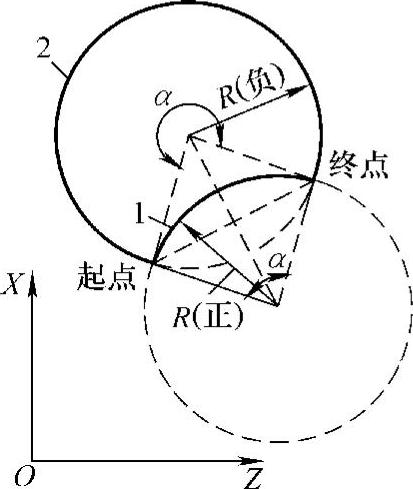
图9-17 圆弧半径R正负的确定
(4)示例 编制如图9-18所示圆弧精加工程序。P1→P2圆弧加工程序见表9-5。
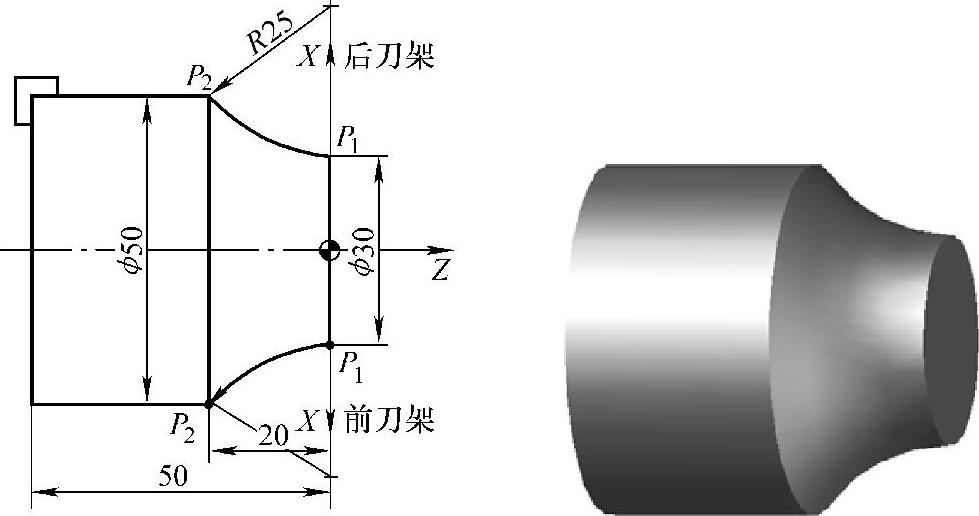
图9-18 圆弧编程实例
表9-5P1→P2圆弧加工程序

4.螺纹插补指令(G32)
(1)指令格式
G32 X(U)_Z(W)_F_;
X(U),Z(W):螺纹终点坐标。X(U)省略时为切削圆柱螺纹;Z(W)省略时为切削端面螺纹;X(U)、Z(W)均不省略时为切削圆锥螺纹。
F:螺纹导程,单位为mm。
(2)指令说明
1)螺纹切削应在两端设置足够的升速进刀段δ1和降速退刀段δ2。δ1和δ2的数值与机床拖动系统的动态特性有关,还与螺纹的螺距和螺纹的精度有关。δ1一般取(2~3)P,对于大螺距和高精度的螺纹则取较大值;δ2一般取(1~2)P。当螺纹退尾处没有退刀槽时,δ2=0。这时,该处的收尾形状由数控系统的功能设定。
2)加工多线螺纹时,在加工完一条螺旋槽后,将车刀用G00或G01方式移动一个螺距,再按要求编程加工下一条螺旋线槽。
(3)示例 如图9-19所示圆柱螺纹M30×1.5,δ1=2mm,δ2=1mm,编写该螺纹的加工程序。
1)相关计算。
螺纹大径d1=D-0.13P=30mm-0.13×1.5mm=29.805mm
螺纹小径d2=D-1.08P=30mm-1.08×1.5mm=28.38mm
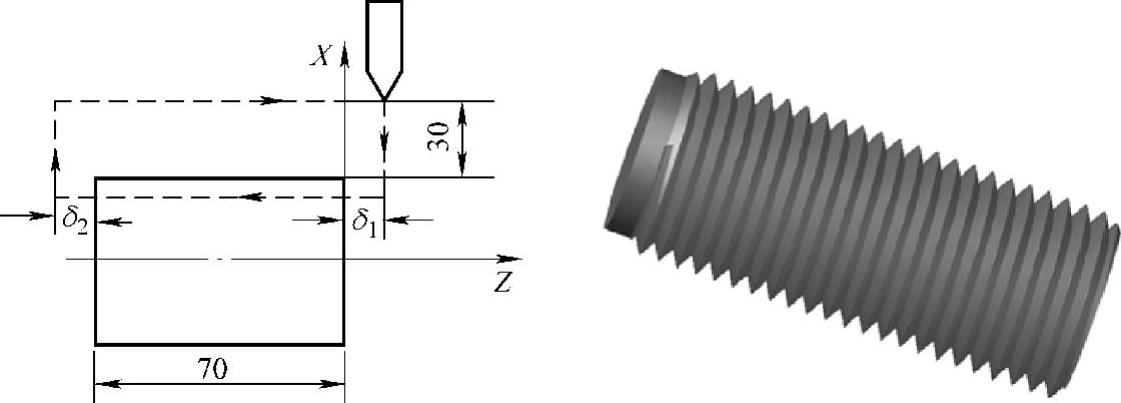
图9-19 G32应用示例
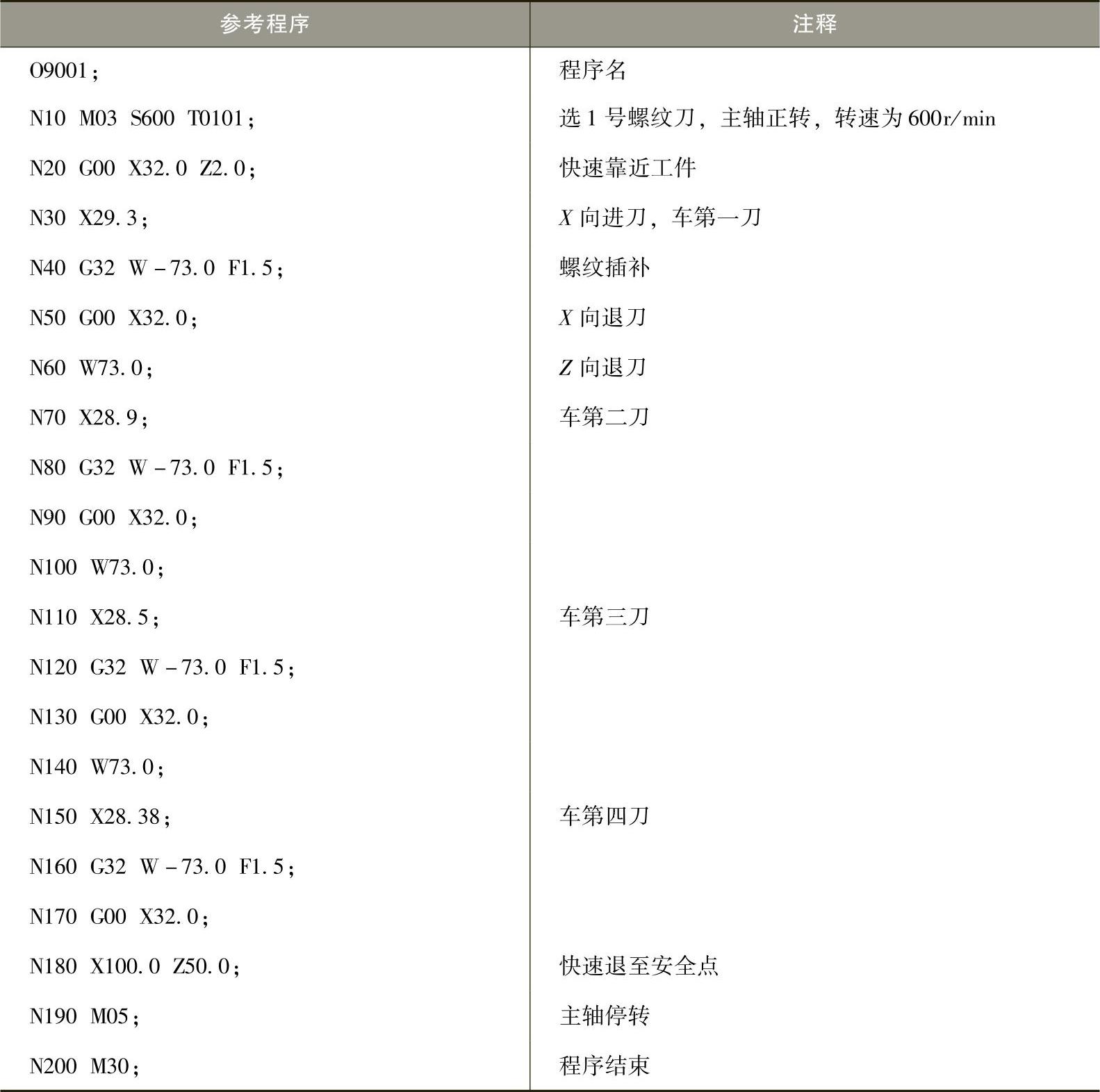
2)程序编制(见表9-6)
表9-6 螺纹加工程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。