



【摘要】:卧式车床的精度检验项目共分两类十八个项目,序号1~15为卧式车床几何精度检验,序号16~18为卧式车床工作精度检验。卧式车床精度标准见表10-2。表10-1 车床精度的检验(续)(续)(续)(续)卧式车床几何精度检验共15项,为提高测量精度、减少测量误差,检验时应注意以下几点:1)测量时,被测件和量仪等的安装面和测量面都应擦拭干净。表10-2 卧式车床精度标准 (续)(续)(续)注:①DC=最大工件长度,Da=床身上最大回转直径。
卧式车床的精度检验项目共分两类十八个项目,序号1~15为卧式车床几何精度检验,序号16~18为卧式车床工作精度检验。卧式车床精度的检验见表10-1。卧式车床精度标准见表10-2。
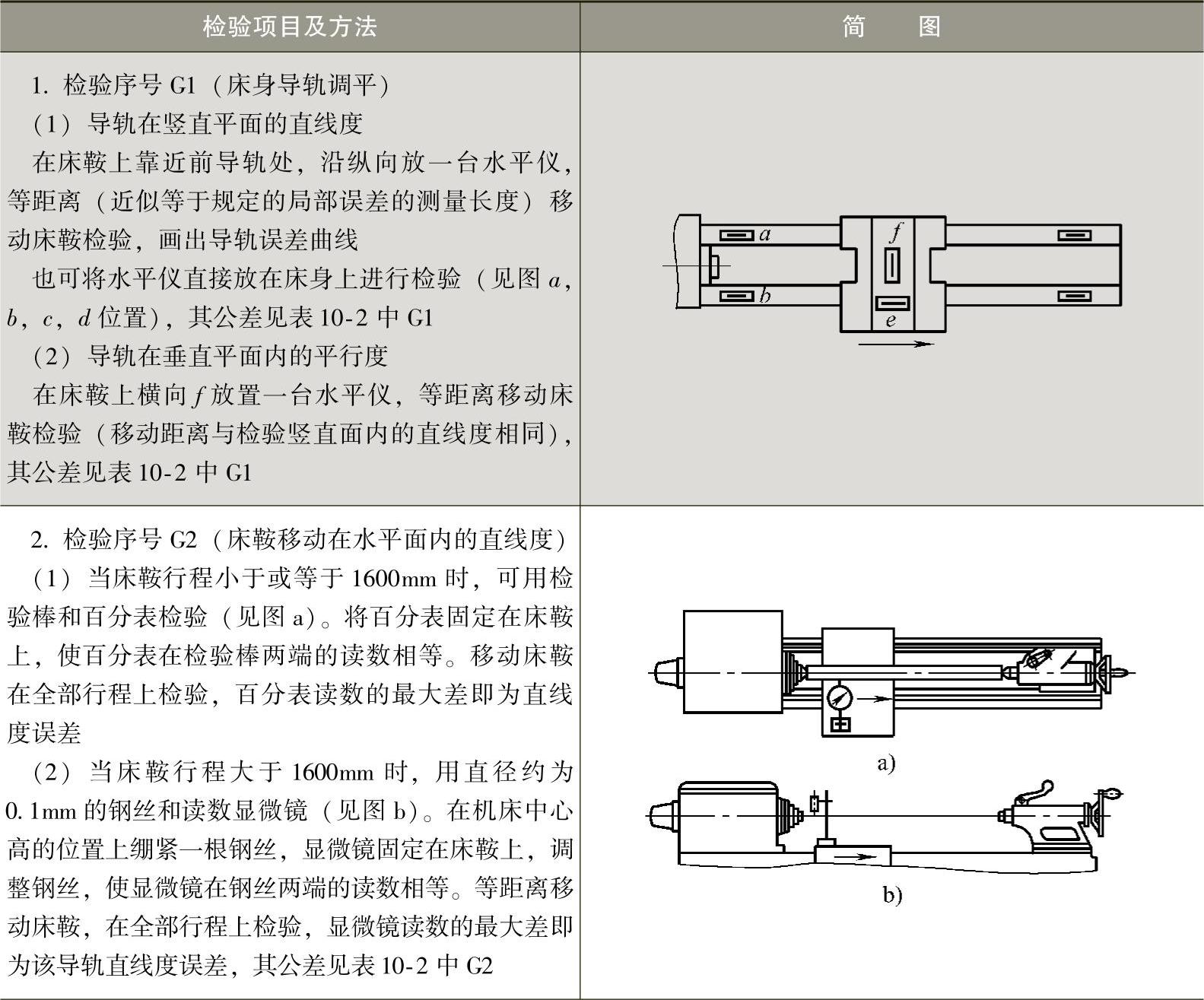
表10-1 车床精度的检验
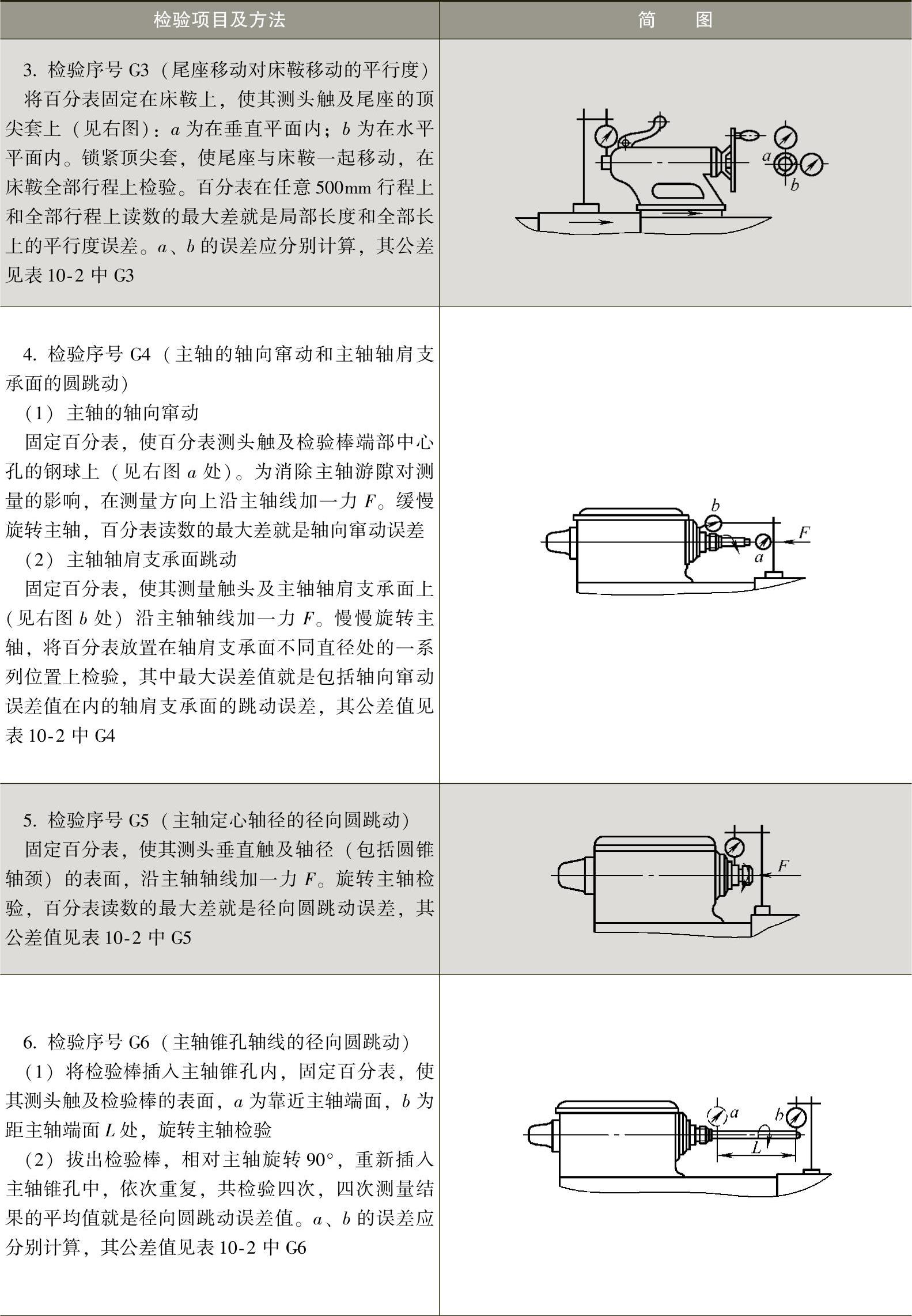
(续)
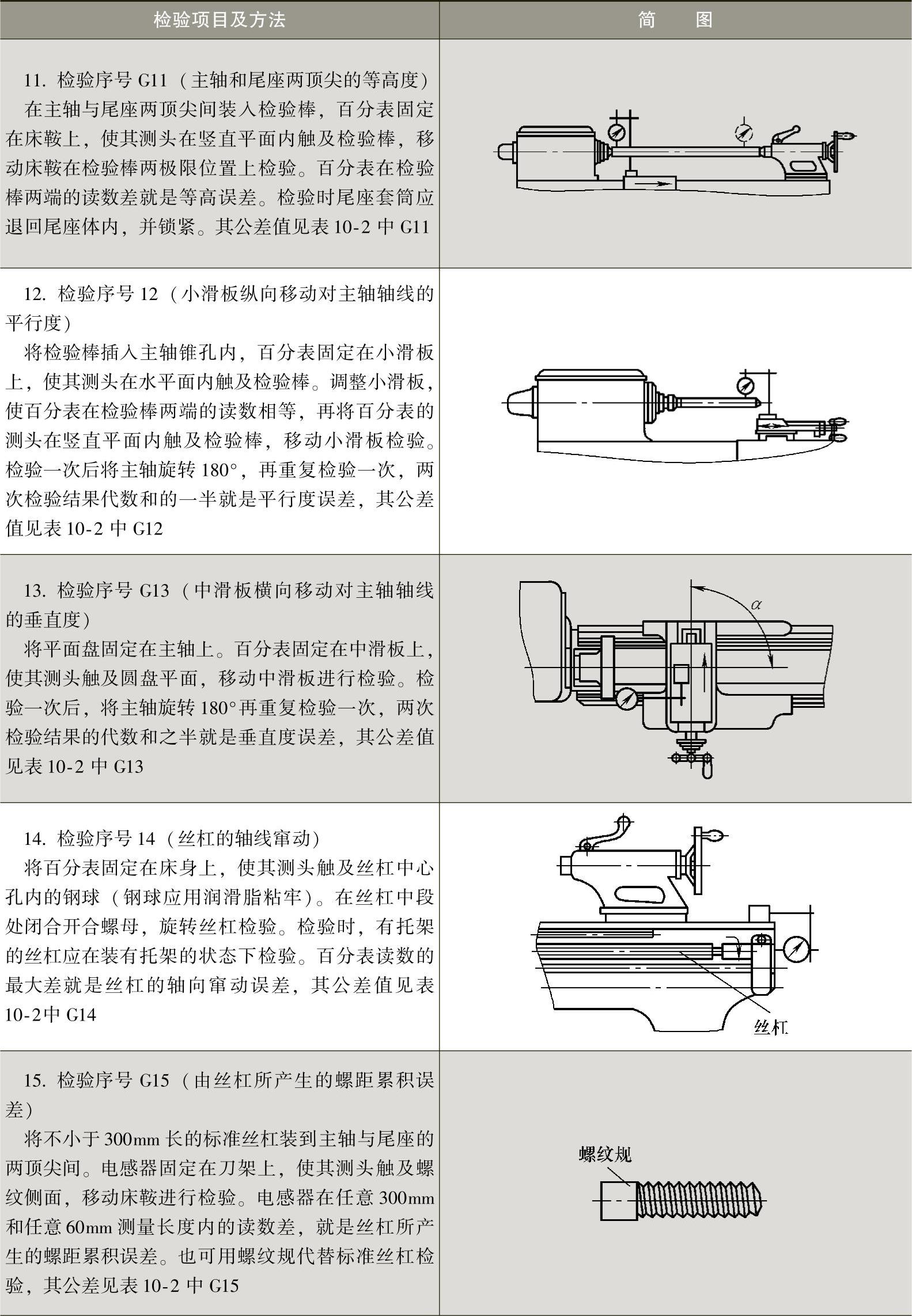
(续)

(续)
(续)

卧式车床几何精度检验共15项,为提高测量精度、减少测量误差,检验时应注意以下几点:
1)测量时,被测件和量仪等的安装面和测量面都应擦拭干净。
2)测量时被测件和量仪应安置稳定,接触良好,并注意周围振动对测量稳定性的影响。
3)用水平仪测量时,由于测量时间较长,应特别注意避免环境温度的变化使水准管气泡变形而对测量准确性的影响。(https://www.xing528.com)
4)用水平仪移动测量时,必须遵守水平仪单向移动测量的原则。
5)对水平仪读数时,必须确认水准仪气泡已处于稳定静止的位置。
6)当被测要素的实际位置不能直接测量而必须通过过渡工具间接测量时(如G6、G7、G13等),为消除过渡工具的替代误差对测量的影响,一般应采用正、反两次测量法(或半周期法),并取测量的平均值。
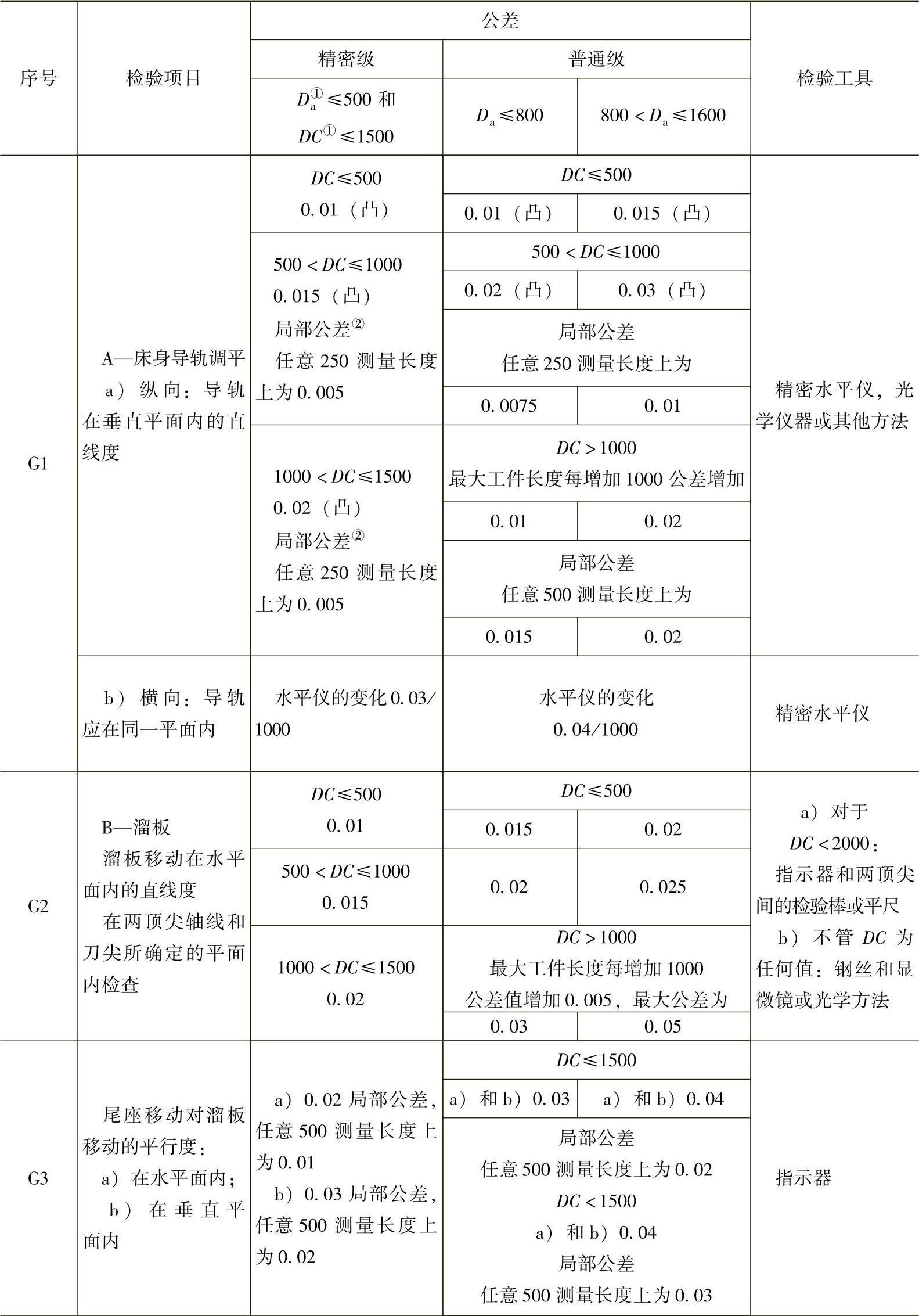
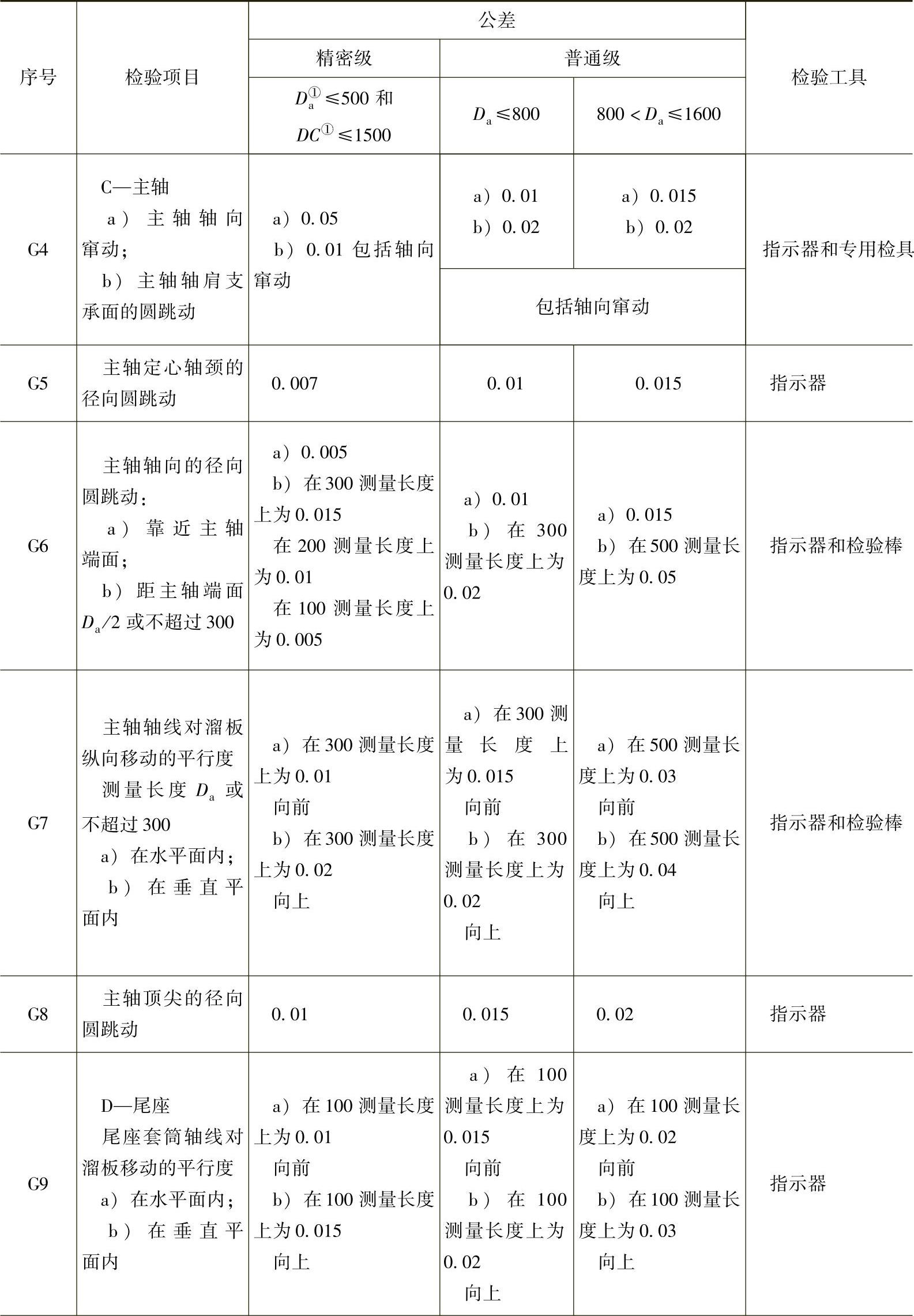
表10-2 卧式车床精度标准(摘自GB/T 4020—1997) (单位:mm)
(续)
(续)

(续)

注:①DC=最大工件长度,Da=床身上最大回转直径。
②形位公差通常指整个形状位置上的公差。它不能满意地限制局部长度上的公差,为此可建立一个针对全长上的一部分而言的局部公差来达到目的。
③试件用易切钢或铸铁件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。