



实例1:配置FAGOR 8025系统的数控铣床XK5750主轴不能起动,产生064号报警。
首先检查了急停输入/输出等元器件,再将CNC与负载断开,对主轴驱动模块的X7端子4号和5号引脚直接从外部输入10VDC,主轴即起动,于是判断为CNC:I/O1板无速度模拟电压输出;再用示波器接I/O1板14号和1号引脚,当输入速度指令后,按主轴起动按钮,发现轴使能信号+24V输出瞬间断开,波形输出为锯齿方波,验证I/O1接口板存有故障。更换接口板后,系统恢复正常。
在程序自动加工中,主轴突然停止,短时间后又自行启动,反复出现。经检查为KT3时间继电器的不稳定性,使驱动模块的速度使能信号“+24V输入”时有时无,导致故障频繁发生。更换KT3,故障排除。
实例2:海德汉iTNC530数控系统故障排除实例。
故障1:主轴定位故障
Bridgeport FGC1000强力磨床系统采用海德汉iTNC530数控系统,出现机床不能换刀的故障。现场检查是机床在换刀时主轴不能定位,从而不能完成整个换刀过程。
查阅相关的资料,分析出刀库换刀流程如下:
M06 Command Tool Selected
Coolant off Z axis to M06 position.Mp 4210.0 Spindle Orienta- tion Mp4210.30
Tool Pocket Down Sol O15=0-10CR;O20=1-9CR
Tool Pocket Down Confirm LS;I21=1
Tool Arm Rotate;O17=1-12CRA
Tool Arm not at Home Position;I146=0
Tool Unclamp Sol On;O5=1-11CR
Tool Unclamp LS;I7=1
Air Cleaning On;O16=1-ACR
Arm Rotate Continue;I148=1
Tool Unclamp Sol Off(Tool Clamp);O5=0-11CR;
Air Cleaning Sol Off;O16=0-8CR
Arm Rotation Continue to Home Position;I146=1
Tool Arm Rotation Stop;O17=0-12CRA
Tool Pocket Up Sol;O20=0-9CR;O15=1-10CR(https://www.xing528.com)
Tool Holder Up LS;I20=1&I144+1
Tool Change Complete
在没有找到定位位置就在对机床的换刀流程进行核对时,主轴不停地旋转,产生“Spindle not entation”提示后,主轴停止;执行M19指令同样产生“Spindle not entation”提示,说明机床故障出现在主轴定位上。而主轴定位是机床换刀的基本条件,在分析换刀流程中的第二步骤时有主轴定位机床参数,在电器图样中找到与主轴定位相应的输入接口X30。X30位置在MC422模块上,为双孔Phoenix接头。通过查阅iTNC530服务手册,X30的端口定义是24V主轴定位参考信号:X30.1为+24V、X30.2为0V。
检测X30.1发现无+24V电压,判断用于主轴定位的无触点开关可能损坏,拆除机床外罩后手动转动主轴检查无触点开关工作正常,但X30.1仍无+24V电压。检查无触点开关连接线时,发现有一处断线,断线原因是由于Z轴的上、下移动引起的。重新焊接固定断线,设备换刀功能、M19功能正常。
故障2:B轴回参考点故障
Bridgeport FGC1000强力磨床系统采用海德汉iTNC530系统,出现B轴不能回参考点故障。机床回参考点的顺序是:C轴、Z轴、B轴、A轴、X轴和Y轴,采用的是绝对光栅尺。机床各轴不完成回参考点动作,不能移动。现场检查,当B轴回参考点时,出现5th AXIS DRIVE NEAR OVERLOAD(第五轴接近过载)和8640 I2 T Valve of motor is too high B报警(B轴电动机值过高I2 T值过高)。
按HELP键显示如下:
Reason(故障原因):
The overload the duration of the motor is too high(由于过载电动机温度过高)
Corrective action(维修指示)
(1)Reduce the load or the duration(减小过载)
(2)Check the motor table and machine parameters(检查电动机电缆和机床参数)
(3)Check whether the motor is designed for the load(检查电动机负载)。
机床的A、B轴是NiKKen旋转工作台,如图6-90所示。两轴的电动机型号相同:FK7042-5AF71-1AA2 SIEMENS无抱闸电动机,两轴抱闸是由6CR和58SCR控制电磁阀的气压抱闸,6CR和58SCR分别是由PLC输出的O3和O27控制,A、B轴的控制,用的是西门子双轴驱动模块。利用交换法把A、B轴进行互换,并且把原B轴屏蔽,方法是把M10=63改为M10=47。机床重新起动后,显示器显示X、Y、Z、C(原X、Y、Z、A、B、C),这时A轴驱动器带的是B轴电动机。再进行回参考点操作,A轴出现了4th AXIS DRIVE NEAR O-VERLOAD和8640 I2 T Valve of motor is too high A报警,这样判断机床故障可能在B轴传动链上。拆下电动机后再重新进行回参考点操作,报警没有变化,断定电动机损坏。在检查电磁阀时,发现电磁阀卡死。经维修电动机和更换电磁阀后,机床工作正常。由此可以看出,B轴电动机的损坏是因为电磁阀卡死而电动机一直处在高负载运行,故而损坏更换电动机与电磁阀后报警消失。
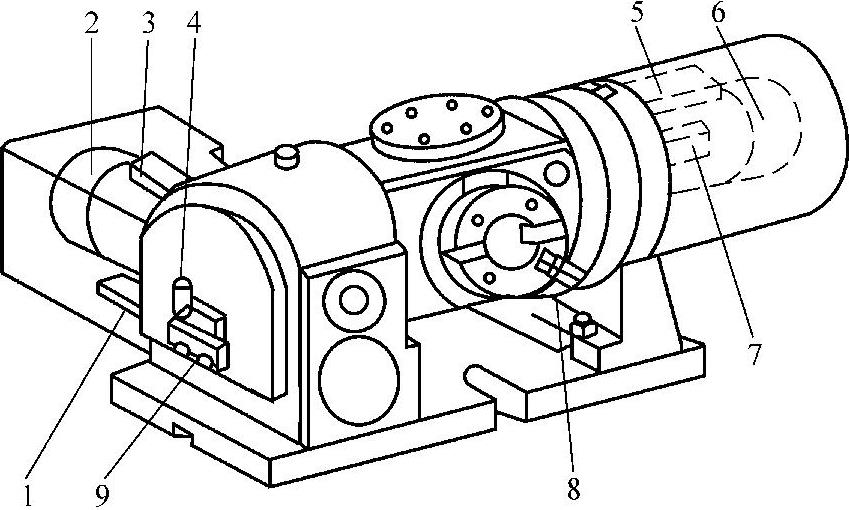
图6-90 NiKKen旋转工作台
1—倾斜轴夹紧确认位置 2—倾斜电动机(B轴) 3、7—电磁阀(抱闸) 4—参考点开关 5—旋转轴夹紧确认位置 6—旋转电动机(A轴) 8—旋转轴参考点减速开关 9—超程开关
故障3:电主轴故障
德马吉公司DMC 70VHI-DYN加工中心系统采用iTNC530系统,机床故障产生的原因是:操作者操作失误,造成电主轴与工件相撞。电主轴型号为HVC140-SB,刀具接口HSK-E40。由于检测手段有限,只做了电主轴的径向圆跳动和轴向圆跳动,实测径向圆跳动量为0.012mm,轴向圆跳动量为0.018mm。手动旋转主轴时有较大噪声,而电主轴出厂时最大径向圆跳动量为2μm,最大轴向圆跳动量为2μm,250mm心棒近远端检测在12μm以内,拉刀力为67.5~70.4kN。
经西门子电动机维修部门修理后,返回装机。在运行主轴时,主轴不旋转并且出现M3/M4提示。与西门子电动机维修部联系,电动机测试无问题,只好利用电器图样对电主轴和主轴驱动进行分析。发现电主轴上有一个刀具检测传感器,当刀具检测传感器检测到刀具后,会产生一个模拟电压信号,这个模拟电压信号输入给MC422 X48的18针,端口定义是-10~+10V模拟电压信号。在实际检测时,主轴无刀传感器检测电压为1.5V,主轴有刀传感器检测电压为2.1V。经过重新调整,主轴无刀传感器检测电压为2.5V,主轴有刀传感器检测电压为4.1V,电主轴旋转正常,提示消失。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。