



1.自动换刀装置的类型
自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
(1)回转刀架换刀
回转刀架换刀多用于各种数控车床,是一种最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架具有良好的强度和刚度,以承受粗加工的切削力;同时要保证回转刀架在每次转位的重复定位精度。
图8-57为数控车床六角回转刀架,它适用于盘类零件的加工。在加工轴类零件时,可以用四方回转刀架。由于两者底部安装尺寸相同,更换刀架十分方便。
回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,其动作分为4个步骤:
1)刀架抬起 当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮5结合。
2)刀架转位 当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过连接板带动齿条8移动,使空套齿轮5做逆时针方向转动。通过端齿离合器使刀架转过60°。活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
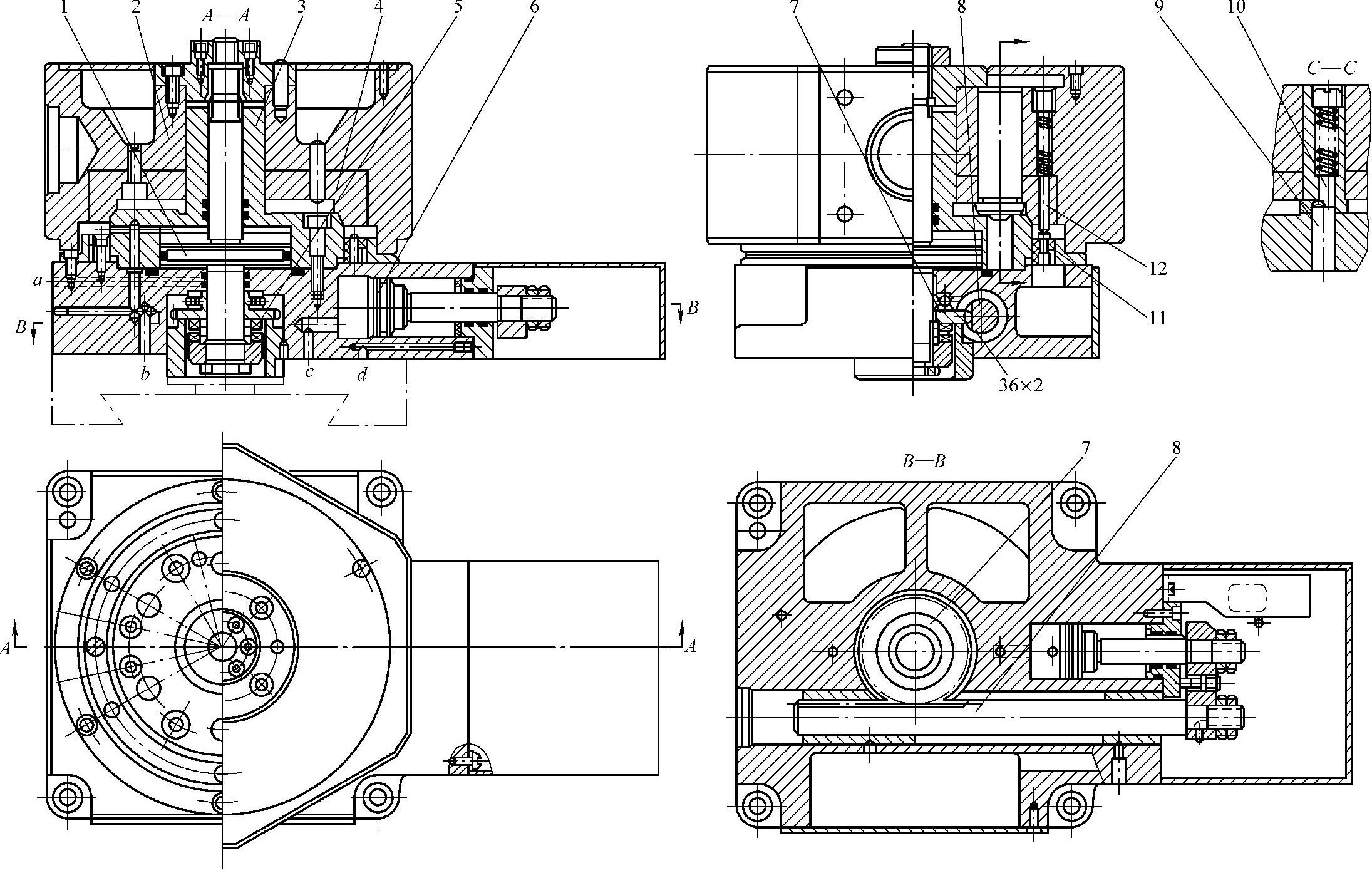
图8-57 数控车床六角回转刀架
1—活塞 2—刀架体 3、7—齿轮 4—齿圈 5—空套齿轮 6—活塞 8—齿条 9—固定插销 10—活动插销 11—推杆 12—触头
3)刀架压紧 刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体下降。齿轮3的底盘上精确地安装有六个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮5脱开。
4)转位液压缸复位 刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。
如果定位和夹紧动作正常,推杆11与相应的触头12接触发出信号,表示换刀过程已经结束,可以继续进行切削加工。
回转刀架除了采用液压缸转位和定位销定位之外,还可以采用电动机带动离合器定位,以及其他转位和定位机构。
(2)更换主轴头换刀
在带有旋转刀具的数控机床中,更换主轴头是一种简单换刀方式。主轴头通常有卧式和立式两种,而且常用转塔的转位来更换主轴头,以实现自动换刀。在转塔的各个主轴头上,预先安装有各工序所需的旋转刀具。当发出换刀指令时,各主轴头依次地转到加工位置,并接通主轴运动,使相应的主轴带动刀具旋转,而其他处于不加工位置上的主轴都与主运动脱开。
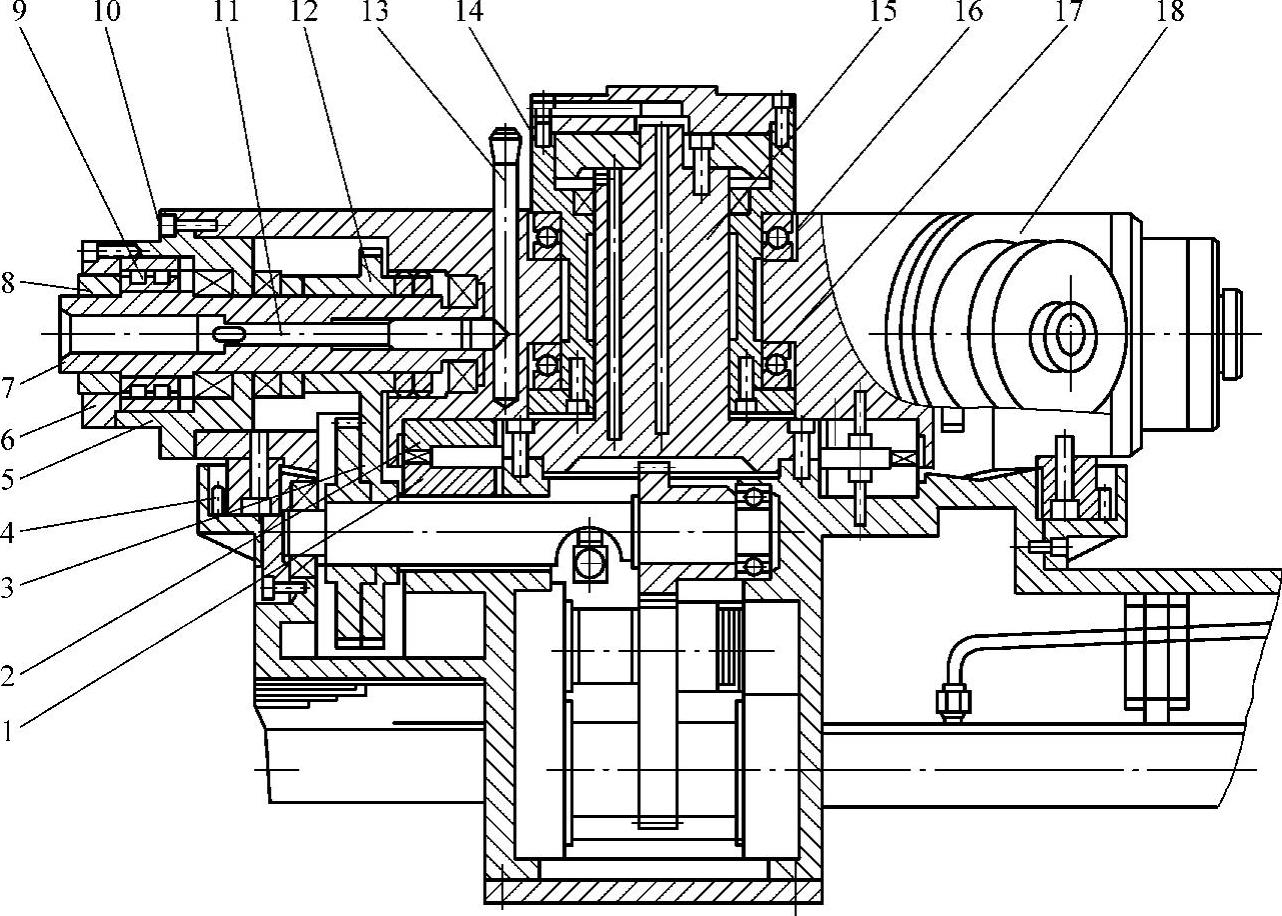
图8-58 卧式八轴转塔头
1、2—离合器 3、4、12—齿轮 5—套筒 6—端盖 7—主轴 8—螺母 9、16、17—轴承 10—螺钉 11—推动杆 13—操纵杆 14—液压缸 15—活塞 18—转塔刀架体
图8-58为卧式八轴转塔头。转塔头上径向分布着八根结构完全相同的主轴7,主轴的回转运动由齿轮12输入。当数控装置发出换刀指令时,先通过液压拨叉将移动齿轮3与齿轮12脱离啮合,同时在中心液压缸14的上腔通压力油。由于活塞杆和活塞15固定在底座上,因此中心液压缸14带着由两个推力轴承17和16支承的转塔刀架体18抬起,离合器2和1脱离啮合。然后压力油进入转位液压缸,推动活塞齿条,再经过中间齿轮使大齿轮4与转塔刀架体18一起回转45°角,将下一工序的主轴转到工作位置。转位结束后,压力油进入中心液压缸14的下腔,使转塔头下降,离合器2和1重新啮合,实现了精确的定位。在压力油的作用下,转塔头被压紧,转位液压缸退回原位。最后,通过液压拨叉移动齿轮3,使它与新换上的主轴齿轮12相啮合。为了改善主轴结构的装配工艺性,整个主轴部件装在套筒5内,只要卸去螺钉10,就可以将整个部件抽出。主轴前轴承采用锥孔双列圆柱滚子轴承,调整时,先卸下端盖6,然后拧紧螺母8,使内环做轴向移动,以便消除轴承的径向间隙。
为了便于卸出主轴锥孔内的刀具,每根主轴都有操纵杆13,只要按压操纵杆,就能通过斜面推动杆11顶出刀具。
转塔主轴头的转位、定位和压紧方式与鼠齿盘式分度工作台的极为相似,但因为在转塔上分布着许多回转主轴部件,使结构更为复杂。
由于空间位置的限制,主轴部件的结构不可能设计得十分坚实,因而影响了主轴系统的刚度。为了保证主轴的刚度,主轴数目必须加以限制,否则将会使结构尺寸大大增加。
转塔主轴头换刀方式的主要优点在于省去了自动松夹、卸刀、装刀、夹紧以及刀具搬运等一系列复杂的操作,从而提高了换刀的可靠性,并显著地缩短了换刀时间。但由于上述结构的原因,转塔主轴头通常只是用于工序较少、精度要求不太高的机床,如数控钻床等。
(3)带刀库的自动换刀系统
带刀库的自动换刀系统由刀库和刀具交换机构组成。首先,把加工过程中需要使用的全部刀具分别安装在标准刀柄上,在机外进行尺寸预调整后,按一定的方式放入刀库中去。换刀时,先在刀库中进行选刀,并由刀具交换装置从刀库和主轴上取出刀具,在进行交换刀具之后,将新刀具装入主轴,把旧刀具放回刀库。存放刀具的刀库具有较大的容量,它既可以安装在主轴箱的侧面或上方,也可作为单独部件安装到机床以外,并由搬运装置运送刀具。
与转塔主轴头相比较,由于带刀库的自动换刀系统的数控机床主轴箱内只有一个主轴,设计主轴部件就有可能充分增强它的刚度,因而能满足精密加工的要求。另外,刀库可以存放数量很大的刀具,因而能够进行复杂零件的多工序加工,这样就明显提高了机床的适应性和加工效率。所以带刀库的自动换刀装置特别适用于数控钻床、数控铣床和数控镗床。
2.刀库
刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大的影响。
根据刀库所需要的容量和取刀的方式,可以将刀库设计成多种形式。图8-59列出了最常用的几种。图8-59a~d是单盘式刀库,为适应机床主轴的布局,刀库的刀具轴线可以按不同的方向配置(如图8-59a~c),图8-59d是刀具可作90°翻转的圆盘刀库,采用这种结构能够简化取刀动作。单盘式刀库的结构简单,刀库的容量通常为15~30把,取刀比较方便,因此应用最为广泛。图8-59e是鼓轮弹仓式(又称刺猬式)刀库,其结构十分紧凑,在相同的空间内,它的刀库容量较大,但选刀和取刀的动作较复杂。图8-59f是链式刀库,其结构有较大的灵活性,存放刀具的数量也较多,选刀和取刀动作十分简单。当链条较长时,可以增加支承链轮的数目,使链条折叠回绕,提高了空间的利用率。图8-59g和图8-59h分别为多盘式和格子式刀库,它们虽然也具有结构紧凑的特点,但选刀和取刀动作复杂,应用较少。其刀库的容量一般为10~60把,但随着加工工艺的发展,目前刀库的容量似乎有进一步增大的趋势。

图8-59 常用的刀库形式
a)单盘式刀库一 b)单盘式刀库二 c)单盘式刀库三 d)单盘式刀库四 e)鼓轮弹仓式刀库 f)链式刀库 g)多盘式刀库 h)格子式刀库
链式刀库是较常使用的形式之一,这种刀库刀座固定在链节上,常用的有单排链式刀库,如图8-60a所示,一般存刀量小于30把,个别达60把。若进一步增加存刀量,可采用多排链式刀库,如图8-60b所示;或采用加长链条的链式刀库,如图8-60c所示。
3.换刀方式
数控机床的自动换刀装置中,实现刀库与机床主轴之间传递和装卸刀具的装置称为刀具交换装置。
数控机床的刀具交换方式通常分无机械手换刀和有机械手换刀两类。
(1)无机械手换刀
无机械手的换刀系统一般是采用把刀库放在机床主轴可以运动到的位置,或整个刀库(或某一刀位)能移动到主轴箱可以到达的位置,同时,刀库中刀具的存放方向一般与主轴上的装刀方向一致。换刀时,由主轴运动到刀库上的换刀位置,利用主轴直接取走或放回刀具。如图2-59所示的加工中心,其换刀顺序如下:
①按换刀指令,机床工作台快速向右移动,工件从主轴下面移开,刀库移到主轴下面,使刀库的某个空刀座对准主轴。
②主轴箱下降,将主轴上用过的刀具放回刀库的空刀座中。
③主轴箱上升,刀库回转,将下一工步所需用的刀具对准主轴。
④主轴箱下降,刀具插入机床主轴。
⑤主轴箱及主轴带着刀具上升。
⑥机床工作台快速向左返回,刀库从主轴下面移开,工件移至主轴下面,使刀具对准工件的加工面。(https://www.xing528.com)
⑦主轴箱下降,主轴上的刀具对工件进行加工。
⑧加工完毕后,主轴箱上升,刀具从工件上退出。
无机械手换刀结构相对简单,但换刀动作麻烦、时间长,并且刀库的容量相对少。
(2)机械手换刀
在加工中心中,采用机械手进行刀具交换的方式应用最为广泛,这是因为机械手换刀装置所需的换刀时间短,换刀动作灵活。图8-61为TH5632数控机床自动换刀过程。
①首先,刀库将准备更换的刀具转到固定的换刀位置,该位置处在刀库的最下方。
②上一工步结束后,刀库将换刀位置上的刀座逆时针转90°;主轴箱上升到换刀位置后,机械手旋转75°,分别抓住主轴和刀库刀座上的刀柄。
③待主轴自动放松刀柄后,机械手下降,同时把主轴孔内和刀座内的刀柄拔出。
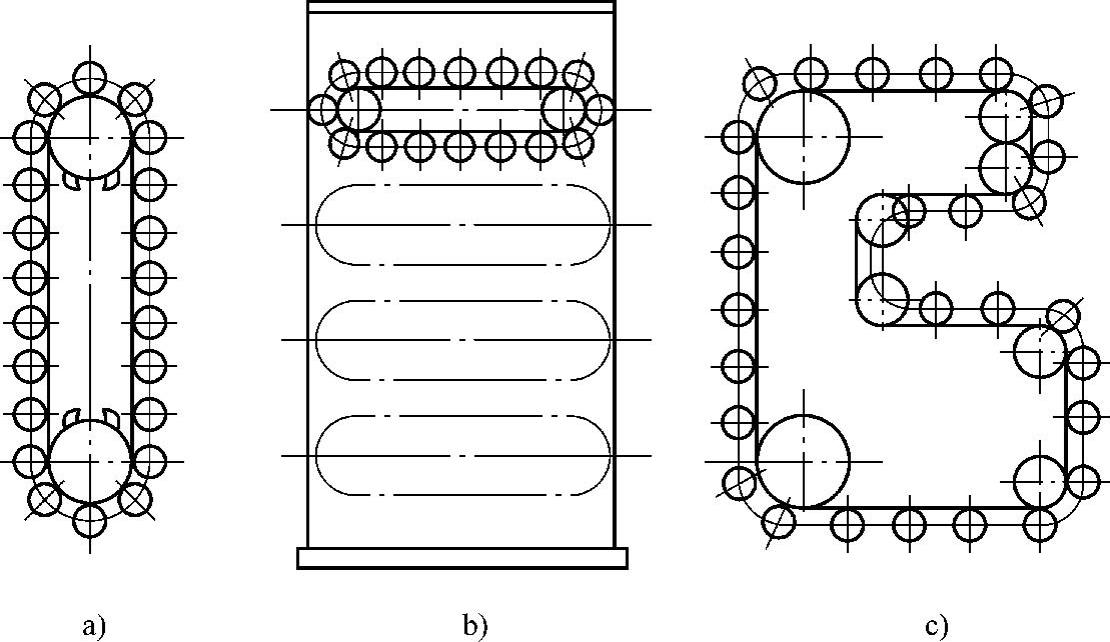
图8-60 链式刀库
a)单排链式刀库 b)多排链式刀库 c)加长链条的链式刀库
④机械手回转180°。
⑤机械手上升,将交换位置后的两刀柄同时插入主轴孔和刀座中,夹紧。
⑥机械手反方向回转75°,回到初始位置,刀座带动刀具向上(顺时针)转动90°,回到初始水平位置,换刀过程结束。
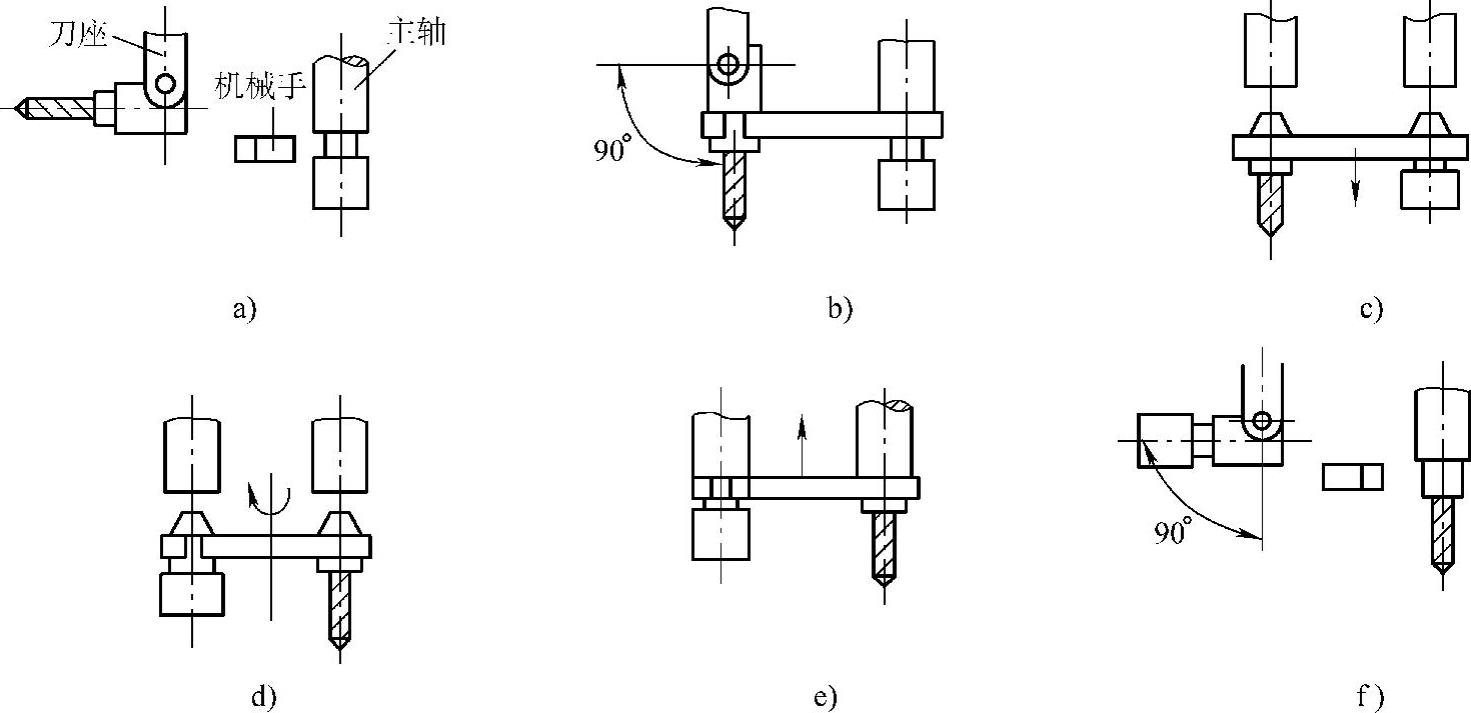
图8-61 TH5632数控机床自动换刀过程
a)步骤一 b)步骤二 c)步骤三 d)步骤四 e)步骤五 f)步骤六
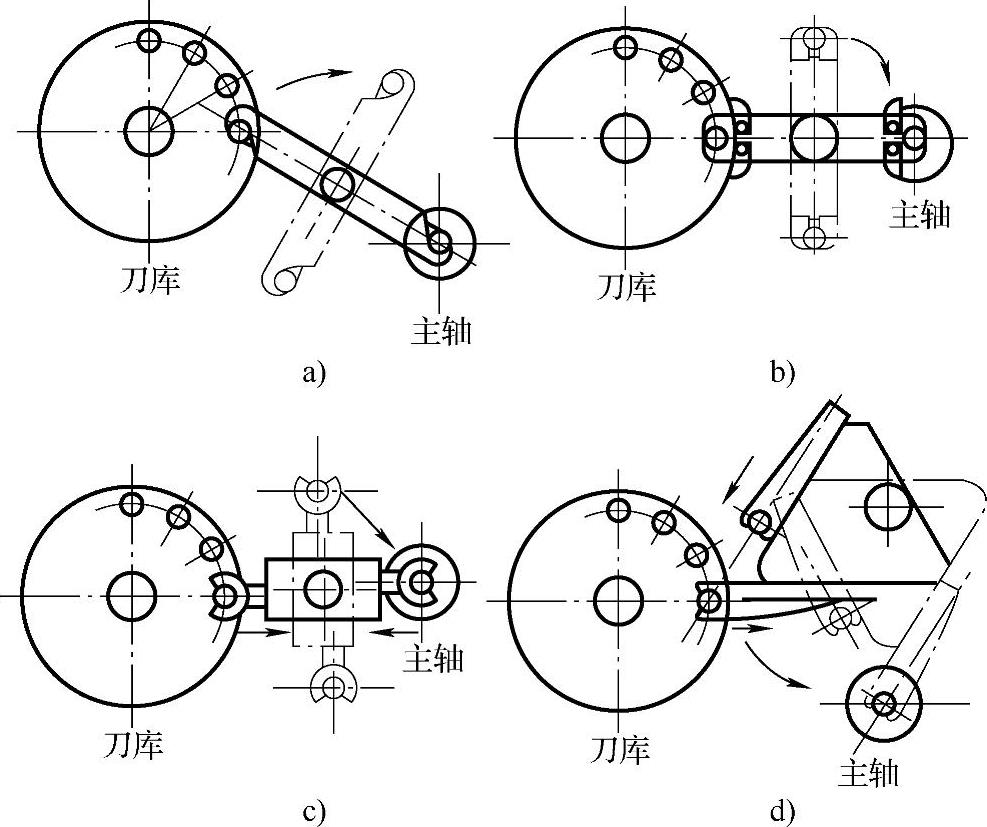
图8-62 双臂机械手的常见结构形式
a)钩手 b)抱手 c)伸缩手 d)叉手
采用机械手进行刀具交换时,由于刀库及刀具交换方式的不同,换刀机械手也有单臂、双臂等多种形式。图8-62为双臂机械手中最常见的几种结构:图8-62a为钩手,图8-62b为抱手,图8-62c为伸缩手,图8-62d为叉手。这几种机械手能够完成抓刀、拔刀、回转、插刀以及返回等全部动作。为了防止刀具掉落,各机械手的活动爪都必须带有自锁机构。
图8-63所示为某型号机械手的卡爪机构。液压缸11、定位块8固定在换刀臂10上,活塞固定在定位块8上。换刀手由准备位置移至换刀位置,键2卡进刀具定位槽中,此时,液压缸11推动活塞组件9在定位块8的导向下向前滑动,使得两卡爪1、3分别绕轴4、5转动,直至卡爪夹紧刀具,活塞组件9将卡爪锁上。卡爪的松开是由液压缸11内的弹簧带动活塞组件9后移,卡爪1、3分别在弹簧球6、7的作用下与活塞组件9保持接触,卡爪松开后,换刀手退至准备位置。
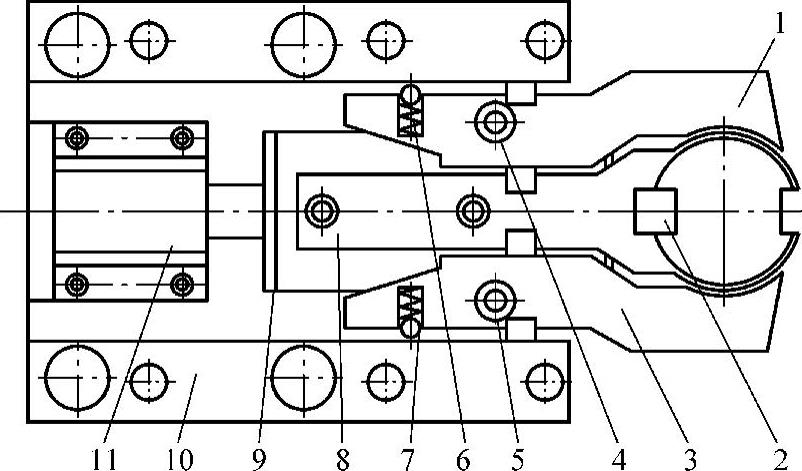
图8-63 某型号机械手的卡爪机构示意图
1、3—卡爪 2—键 4、5—轴 6、7—弹簧球 8—定位块 9—活塞组件 10—换刀臂 11—液压缸
(3)刀具的选择方式
根据换刀指令,刀具交换装置从刀库中挑选各工序所需刀具的操作称为自动选刀。常用的选刀方式主要有顺序选刀和任意选刀两种方式,任意选刀方式又分为刀具编码选刀、刀座编码选刀和记忆式选刀三种方式。
1)顺序选刀方式 顺序选刀是在加工之前,将刀具按预定的加工工艺顺序依次插入刀库的刀座中,加工时按顺序选刀。用过的刀具放回原来的刀座内,也可以按加工顺序放入下一个刀座内。
但加工不同的工件时,必须重新调整刀具顺序,因而操作十分繁琐;而且同一工件、不同工序加工时,刀具也不能重复使用,这样就增加了刀具的数量和刀库的容量,降低了刀具和刀库的利用率;此外,装刀时必须十分谨慎,如果不按顺序装刀,将会产生严重的后果。
由于该方式不需要刀具识别装置,驱动控制简单,工作可靠。因此,此种方式适合于加工批量较大、工件品种数量较少的中、小型自动换刀数控机床。
2)刀具编码选刀方式 这种方式是采用一种特殊的刀柄结构,对每把刀具按照二进制原理进行编码。换刀时通过编码识别装置在刀库中识别所需的刀具。这样就可以将刀具存放于刀库的任意刀座中,并且刀具可以在不同的工序中重复使用,刀库的容量减小;用过的刀具也不一定放回原刀座中,从而避免了因刀具存放顺序的差错而造成事故,同时也缩短了刀库的运转时间,简化了自动换刀控制线路。但由于要求每把刀具上都带有专用编码系统,刀具长度增加,制造困难,刚度降低,同时机械手和刀库结构也变得复杂。
刀具编码的识别方式主要有以下两种。
①接触式刀具识别。图8-64为接触式刀具识别装置示意图。图中刀柄1上有五个直径大小不同的编码环,可有32种刀具编码。刀库中刀具越多,编码环的数目也相应增多。识别装置2中触针3的数量与刀柄上的编码环个数相等,每个触针与一个继电器相连。当刀库中的带编码环的刀具依次通过编码识别装置时,若编码环是大直径时,与触针接触,继电器通电,其数码为“1”;若编码环是小直径时,不与触针接触,继电器不通电,其数码为“0”。当各继电器读出的数码与所需刀具的编码一致时,由控制装置发出信号,刀库停止运动,等待换刀。
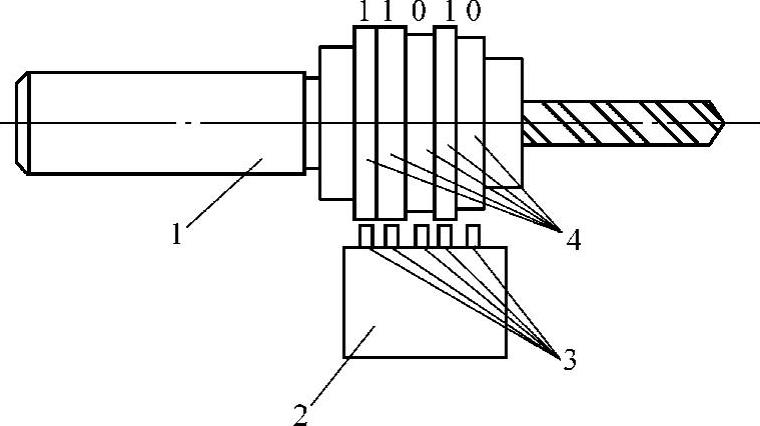
图8-64 接触式刀具识别装置示意图
1—刀柄 2—识别装置 3—触针 4—编码环
接触式刀具识别装置结构简单,但由于触针有磨损,寿命较短,可靠性较差,且难于快速选刀。
②非接触式刀具识别。常用的非接触式刀具识别方法有磁性识别法和光电识别法。如图8-65所示为一种磁性识别装置示意图。编码环的直径相等,分别由磁导材料(如软钢)和非磁导材料(如黄铜、塑料等)制成,规定前者编码为“1”,后者编码为“0”。与编码环相对应的,有一组检测绕组6组成非接触式识别装置3。在检测绕组6的一次绕组5中输入交流电压时,如编码环为磁导材料,则磁感应较强,在二次绕组7中产生较大的感应电压;如编码环为非磁导材料,则磁感应较弱,在二次绕组中感应的电压较弱。利用感应电压的强弱,就能识别刀具的编码。
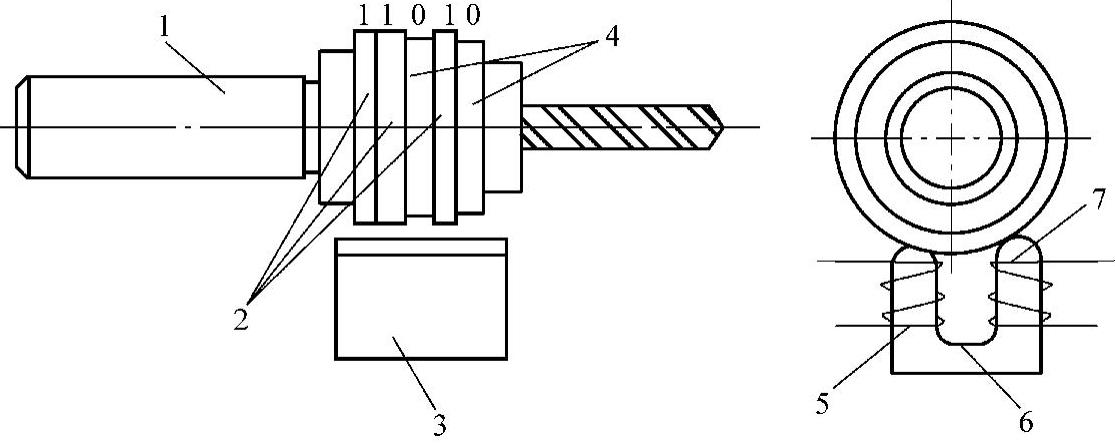
图8-65 一种磁性识别装置示意图
1—刀柄 2—编码环“1” 3—识别装置 4—编码环“0” 5—一次绕组 6—检测绕组 7—二次绕组
由于非接触式刀具识别装置与编码环不直接接触,因而无磨损,寿命长,反应速度快,适应于高速、换刀频繁的工作场合。
3)刀座编码选刀方式 刀座编码选刀方式是对刀库中的刀座进行编码,并将与刀座编码对应的刀具放入刀座中,换刀时根据刀座的编码进行选刀。由于这种编码方式取消了刀柄中的编码环,刀柄结构大为简化。刀座编码的识别原理与刀柄编码的相同,但由于取消了刀柄编码环,识别装置的结构不再受刀柄尺寸的限制,而且可以放在较适当的位置。其缺点是当操作者把刀具放入与刀座编码不符的刀座中时,仍然会造成事故;同时,在自动换刀过程中必须将用过的刀具放回原来的刀座中,增加了换刀动作的复杂性。与顺序选刀方式相比,刀座编码选刀方式最突出的优点就是刀具在加工过程中可以重复使用。
刀座编码选刀方式分为永久性编码选刀方式和临时性编码选刀方式。永久性编码选刀方式是将一种与刀座编号相对应的刀座编码板安装在每个刀具座的侧面,它的编码是固定不变的;临时性编码方式也称钥匙编码选刀方式,它采用一种专用的代码钥匙,编码时先按加工程序的规定给每一把刀具系上一把表示该刀具号的编码钥匙,当把各刀具存放到刀库的刀座中时,将编码钥匙插进刀座旁边的钥匙孔中,这样就把钥匙的号码转记到刀座中,给刀座编上了号码。识别装置可以通过识别钥匙上的号码来选取该钥匙旁边刀座中的刀具。临时性编码方式是较早期采用的编码方式,现在已经很少采用。
4)记忆式选刀方式 目前,绝大多数采用加工中心记忆式选刀方式。它取消了传统的编码环和识别装置,利用软件构制一个模拟刀库数据表,其长度和表内设置的数据与刀库的刀座数及刀具号对应。选刀时,数控装置根据数据表中记录的目标刀具位置控制刀库旋转,将选中的刀具送到取刀位置,用过的刀具可以任意存放,由软件记住其存放的位置,因此具有方便灵活的特点。这种方式主要由软件完成选刀,从而消除了由于识别装置的稳定性、可靠性所带来的选刀失误。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。