



每一个冲压零件都有其不同的特点,在排样设计时,必须全面针对这些特点加以分析研究,只有抓住零件的主要特点并分析各工位之间的相互关系,才能确保模具冲压加工顺利完成。对于形状异常复杂、精度有特殊要求并伴随有多种冲压工序的零件,应采取对应的工艺措施予以保证。
普通冲裁件外形及型孔尺寸的经济公差等级一般不高于IT11级,冲件外形公差等级最好低于IT10级,而型孔以差等级最好低于IT9级。
一般冲裁、冲切后所能得到的零件公差见表3-1、表3-2。如冲件要求的公差值小于表3-1、表3-2中的数值,则应在冲裁或冲切后的工位上设置整修工序或采用其他工艺措施来修整。
表3-1 冲裁件外形与内孔尺寸公差(单位:mm)
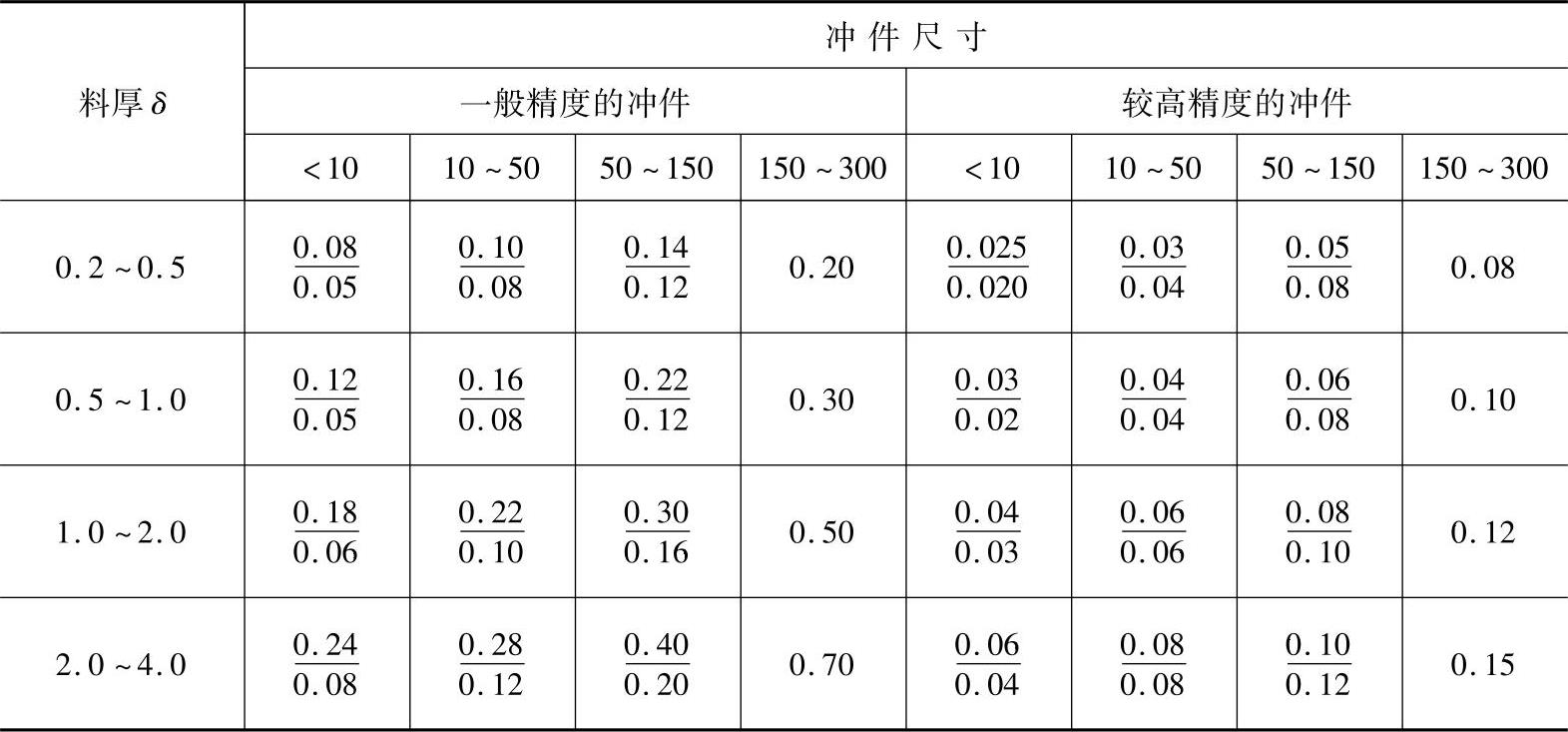
注:1.分子为冲件外形公差,分母为冲件内孔公差。
2.一般精度的冲件采用IT7~IT8级公差等级的普通冲裁;较高精度的冲件采用IT6~IT7公差等级的普通冲裁。(https://www.xing528.com)
表3-2 冲裁件孔中心距公差(单位:mm)
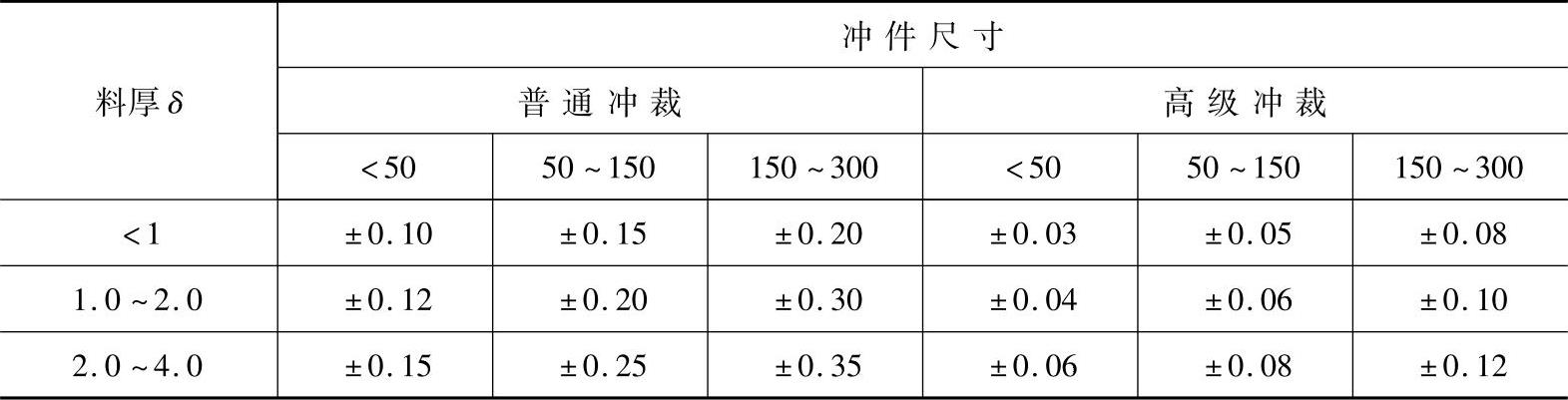
注:适用于本表数值所指的孔为同时冲出。
在实际生产中,冲件的尺寸精度是由产品设计给定的,要保证其全部的尺寸精度往往难以达到。冲压加工零件从公差等级分析看,零件尺寸主要由关键尺寸、主要尺寸、一般尺寸三个部分组成,从技术上讲,很难使三类尺寸全部达到精度要求,从经济上讲也无必要,因此,在排样设计时,冲件尺寸分类与确定的原则应是:确保关键尺寸,满足主要尺寸,兼顾一般尺寸。
一般情况下,级进模连续冲裁、冲切的材料断面表面粗糙度Ra应在3.2~12.5μm范围内。
冲件有时有平面度、垂直度、平行度、对称度、位置度等形位公差的精度要求,在排样设计时应考虑选用相应的工艺措施(如增加精定位、复合工序成形、校正、整形或在成形后再冲型孔等)来保证冲件的精度要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。