



1.冲压力计算
冲压力包括冲载力、卸料力、推料力、顶料力,如图3-12所示。计算冲压力是选择压力机的基础。
(1)冲裁力
F=Ltτ (3-15)
式中 F——冲裁力(N);
L——冲裁件周边长度(mm);
t——材料厚度(mm);
τ——材料抗剪强度(MPa)。
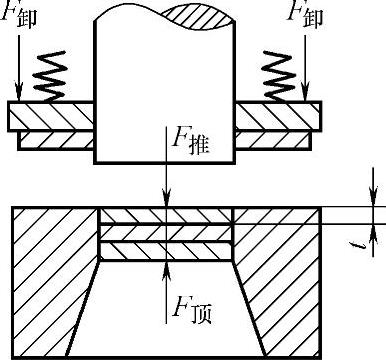
图3-12 卸料力、推料力、
(2)卸料力、推料力、顶料力顶料力
1)卸料力是将箍在凸模上的材料卸下所需的力,即
F卸=k卸F (3-16)
2)推料力是将落料件顺着冲裁方向从凹模孔推出所需的力,即
F推=nk推F (3-17)
3)顶料力是将落料件逆着冲裁方向顶出凹模孔所需的力,即
F顶=k顶F (3-18)
式中 k卸——卸料力系数;
k推——推料力系数;
k顶——顶料力系数;
n——凹模孔内存件的个数,n=h/t(h为凹模刃口直壁高度,t为工件厚度);(https://www.xing528.com)
F——冲裁力。
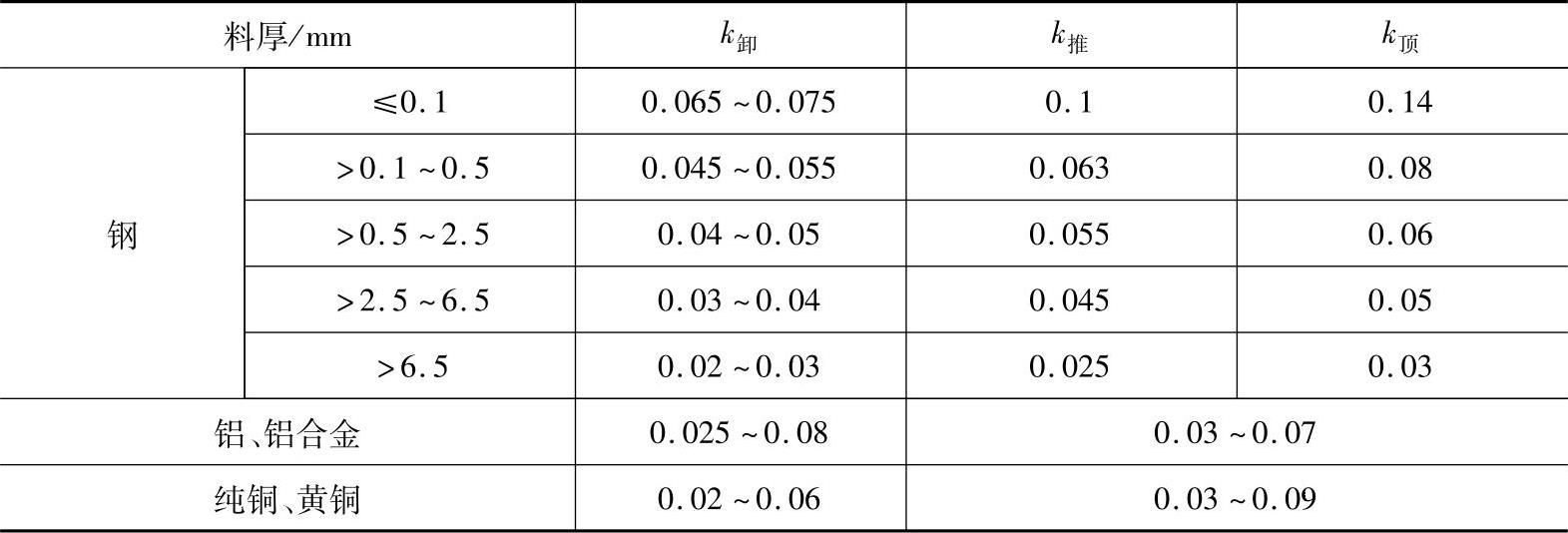
卸料力、推料力和顶料力系数可查表3-12。
表3-12 卸料力、推料力、顶料力系数
(3)冲压设备的选择 如冲压过程中同时存在卸料力、推料力和顶料力时,总冲压力F总=F+(k卸+k推+k顶)F,这时所选压力机的吨位须大于F总约30%。
当k卸、k推、k顶并不是与F同时出现时,则计算F总只加与F同一瞬间出现的力即可。
2.压力中心计算
冲压力合力的作用点称为压力中心。在设计冲裁模时,应尽量使压力中心与压力机滑块中心相重合,否则会产生偏心载荷,使模具导向部分和压力机导轨非正常磨损,使模具间隙不匀,严重时会啃刃口。对有模柄的冲模,使压力中心与模柄的轴线重合,在安装模具时,便能实现压力中心与滑块中心重合。
(1)形状简单的凸模压力中心的确定 由冲裁力公式F=Ltτ可知,冲裁同一种工件时,F的大小决定于L,所以对简单形状的冲件,压力中心位于冲件轮廓图的几何中心。冲裁直线段时,其压力中心位于直线段的中点。冲裁圆弧段时,如图3-13所示,其压力中心可按下式计算:

(2)形状复杂凸模压力中心的确定 形状复杂凸模压力中心的确定方法有解析法、合成法、图解法等,常用的是解析法。解析法原理是基于理论力学,采用求平行力系合力作用点的方法。一般的冲裁件沿冲裁轮廓线的断面厚度不变,轮廓各部分的冲裁力与轮廓长度成正比,所以,求合力作用点可转化为求轮廓线的重心。具体方法如下(参考图3-14):
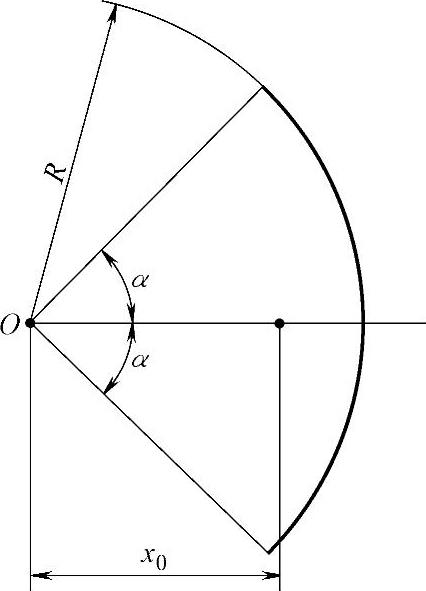
图3-13 圆弧段中心
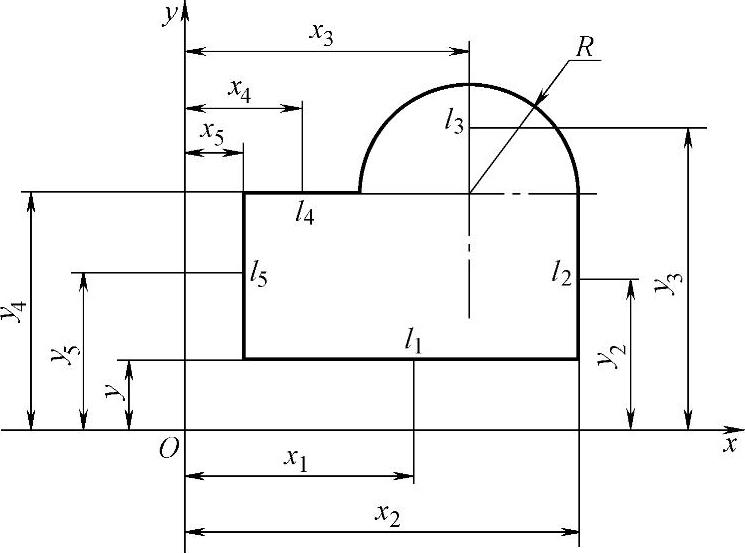
图3-14 冲裁模压力中心
1)按比例画出冲裁轮廓线,选定直角坐标系xOy。
2)把图形的轮廓线分成几部分,计算各部分长度l1、l2、…、ln,并求出各部分重心位置的坐标值(x1,y1)、(x2、y2)、…、(xn、yn),冲裁件轮廓大多是由线段和圆弧构成,线段的重心就是线段的中心。圆弧的重心可按式(3-19)求出。
3)按下列公式求冲模压力中心的坐标值(x0,y0):

对于多凸模的模具,可以先分别确定各凸模的压力中心,然后按上述原理求出模具的压力中心。但此时式(3-20)中l1、l2、…、ln应为各凸模刃口轮廓线长度,(x1,y1)、(x2,y2)、…、(xn,yn)应为各凸模压力中心。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。