



图4-9a所示为用厚度为1mm的2A12冲压的工件图,选用连续弯曲方式,以适应大批量生产的需求。
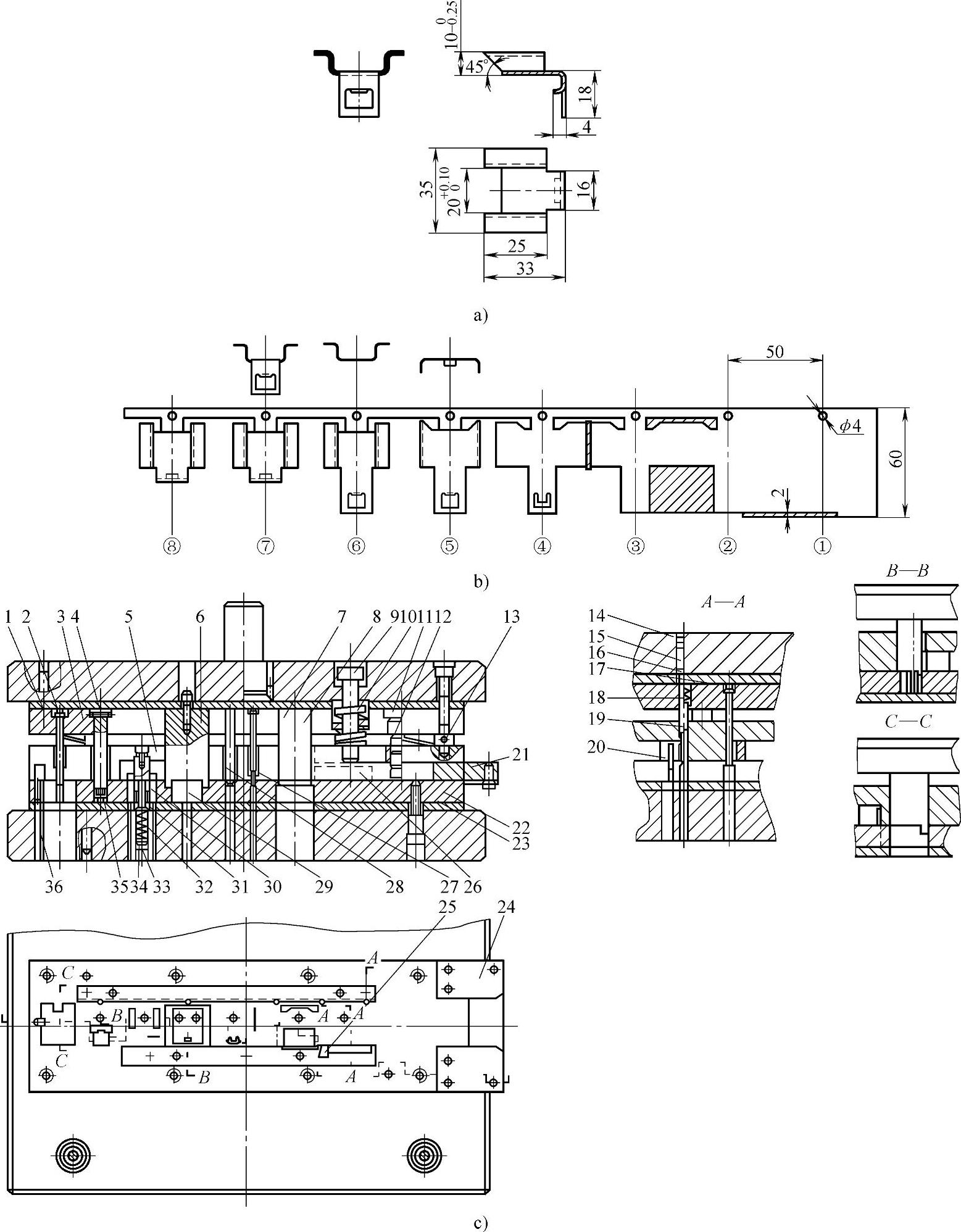
图4-9 侧弯支座多工位级进模
a)工件图 b)排样图 c)模具结构图
1—上垫板 2—切断凸模 3—上固定板 4、6—弯曲凹模 5—卸料板 7、8、16、27、28—冲裁凸模 9—卸料螺钉 10—矩形弹簧 11—小导柱 12—小导套 13—限位柱 14、33—螺塞 15—销 17—侧刃 18、32—弹簧 19—导正销 20、26—侧导板 21、24—左、右导料尺 22—凹模板 23—下垫板 25—侧刃挡块 29、30、35—弯曲镶块 31—浮顶器 34—弯曲凸模 36—定位块
1.零件的工艺分析
工件材料为铝合金,外形虽简单,但成形工艺复杂,包括冲裁和多次弯曲。如采用单工序冲压,至少需要4副模具,不仅使冲压生产率低,而且由于多次定位的累积误差,难以保证产品质量。为了适应大批量生产的要求,拟选用连续冲裁弯曲的方式。
(1)连续弯曲的排样图设计 采用图4-9b所示的单排直排方式,原因如下:
1)零件展开毛坯最大尺寸﹤60mm,属中尺寸冲裁零件,基本形状为矩形,多工位冲压时采用单排方式可大大降低模具的制造成本。
2)零件在两个垂直方向都有弯曲线,而铝合金材料的性能方向性不明显,采用直排方式不会影响两个不同方向的弯曲质量,还使模具加工难度大大降低。
零件在三个方向均有弯曲变形。为增强载体的刚性和强度,采用单桥、单侧载体的排样方案,将工件无弯曲变形的一侧与载体相连,待弯曲成形完成后切断。
(2)工位设计 零件冲压成形有冲裁、弯曲、切口等工序,送料定距采用凹式侧刃和导正销定位方式,冲压顺序为:冲切侧刃搭边→切废料→弯曲成形→切断。分下面8个工位:
①工位冲切侧刃搭边和冲导正销孔φ4mm。
②工位冲切工件周边余料。
③工位冲切工件间搭边。
④工位切舌。(https://www.xing528.com)
⑤工位向下弯曲。
⑥工位向上弯曲。
⑦工位侧向弯曲。
⑧工位切断。
2.模具设计(图4-9c)
(1)结构特点
1)模具采用双重导向结构,除上、下模间用四个导柱滑动导向外,上固定板3和卸料板5之间用四个小导柱11导向,保证上模中凸模和凹模镶块的工作稳定性。
2)安装在上固定板中的凸模和凹模镶块用轴销固定。凸模与上固定板孔配合为双面过盈0.02~0.04mm,凸模与卸料板孔双面间隙为0.06~0.10mm。圆凸模为快换结构,与固定板配合 ,见图4-9c的A—A剖面。
,见图4-9c的A—A剖面。
3)凹模采用镶块结构,镶块与凹模孔采用配合形式为 。
。
4)在第②、③、⑤、⑦工位,各设置一个导正销,导正销与固定板、卸料板孔采用 配合。
配合。
5)卸料板5采用强力弹簧,保证有足够的压料力和卸料力。卸料板依靠小导柱11精确导向,可保护小凸模的工作稳定性。
6)工件在第⑤工位向下弯曲,第⑥工位向上弯曲,第⑦工位侧向弯曲,采用浮顶器31将冲压后的条料顶起。使送料方便。为了使浮顶器工作可靠,应设置在送进方向无阻碍的位置,本例中设置在第⑥工位。
(2)冲模工作过程 条料首次送进时,在左、右导料尺21和24之间向前至侧刃挡块25处定位,上模下行时,冲切侧刃搭边和导正销孔φ4mm。
第二次及以后送进时,侧刃挡块25作粗定位,导正销19作精定位。导正销导正条料后,卸料板压紧条料,进行各工位的冲压。
上模上行后,浮顶器31将条料顶起。顶起高度受侧导板26的台阶限位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。