



图4-13a所示电极片是外贸加工件,采用厚度为0.2mm的H62黄铜制成,生产批量较大,由于产品内、外表面最终须进行镀银处理,因此对镀前冲压成形的零件外观光滑、平整、无毛刺等要求甚为严格。
1.零件的工艺分析
该零件结构并不复杂,为一成形与弯曲组合件,成形圆包高度很小,属典型的局部成形。整个零件的加工难点在于料太薄、工件外形太小。如果用单工序模加工则需多副模具,且多次定位易造成加工零件精度低,生产效率低,尤其重要的是零件外形尺寸太小,难以进行手工操作,因此不宜用单工序模加工。
考虑到零件外形尺寸小,生产批量较大,按理应设计成多排排样的多工位级进模结构,以提高生产效率及材料利用率,但由于该种排样方式将使模具结构复杂化,模具制造也变得困难,对生产设备及模具制造人员的要求也高,根据该企业的实际情况,为稳妥起见,也不宜采用。经与外方协商后,决定按单排排样形式设计级进模。
整个零件由一副多工位级进模来完成,既可提高零件精度、产量,减少模具数量,又能使自身的加工制造能力满足要求。
2.排样图设计
零件的各个弯曲部分展开后,形状呈狭长形,如图4-13b所示。
从条料刚性及模具尺寸方面考虑,采用狭长方向垂直于条料的前进方向可以减少步距,提高条料刚性,减少模具尺寸。
考虑到料太薄,易变形,不宜使用导正销定位,因此决定采用二侧刃进行定距,经计算确定步距为5.5mm,采用料宽12mm条料加工。
由于零件尺寸较小,为保证凹模强度不受较大的影响,从模具强度考虑,零件的弯曲设计成向上的方式。考虑到最后切断凹模的强度及其他卸料零部件布置的需要,在最后工序前还需留一空位。
综合以上各种因素,制定如图4-13c所示排样方式,共分7个工位。即:①冲切侧刃及切边;②冲切;③切边;④弯曲两角;⑤成形圆包;⑥空位;⑦切断。
第①工位是在带料载体上对称冲切出两侧侧刃进行定距且冲切出待弯曲坯料一边;第②工位冲切出待弯曲坯料另一边;第③工位冲切出待弯曲坯料部位;第④工位弯曲零件两边;第⑤工位对零件圆包进行成形;第⑥工位为空位;第⑦工位将零件切断,完成零件的加工。
3.模具设计
(1)模具结构及工作过程 根据零件排样图,设计成如图4-13d所示模具结构。(https://www.xing528.com)
为保证模具中各个工位的极小间隙要求,整个模具采用联合导向结构,即模架导向和卸料板导向,模架采用导柱17及导套导向;卸料板11通过凹模13上设置的小导柱24及安装于凸模固定板4上的4个小导套进行精导向,保证模具的导向精度,实现全部凸模均以卸料板进行导向,保持冲压平稳。
模具工作时,当上模下行至凸模固定板4与中垫板6刚好接触时,模具处于闭合状态,此时卸料板11与凹模13中的条料受到较大的压紧力,模具内的冲裁、成形、弯曲凸模刚好到达设计深度,条料上的各个工位完成动作。在工位⑦,当零件加工完毕后,废料从模具废料孔中落下,零件由浮动的抬料销23顶离凹模面,由吹气钉18吹出的高压空气吹出模外,完成一个冲裁成形过程。当上模上升时,由于弹力作用,条料在抬料销23作用下,离开凹模面,在送料器作用下,向前进一个步距,准备下一个循环动作。
整套模具通过外购或选配恰当的送料器,便可实现零件的精密定距送料在七个工位最终完成整个零件的加工,同时实现全自动化生产。
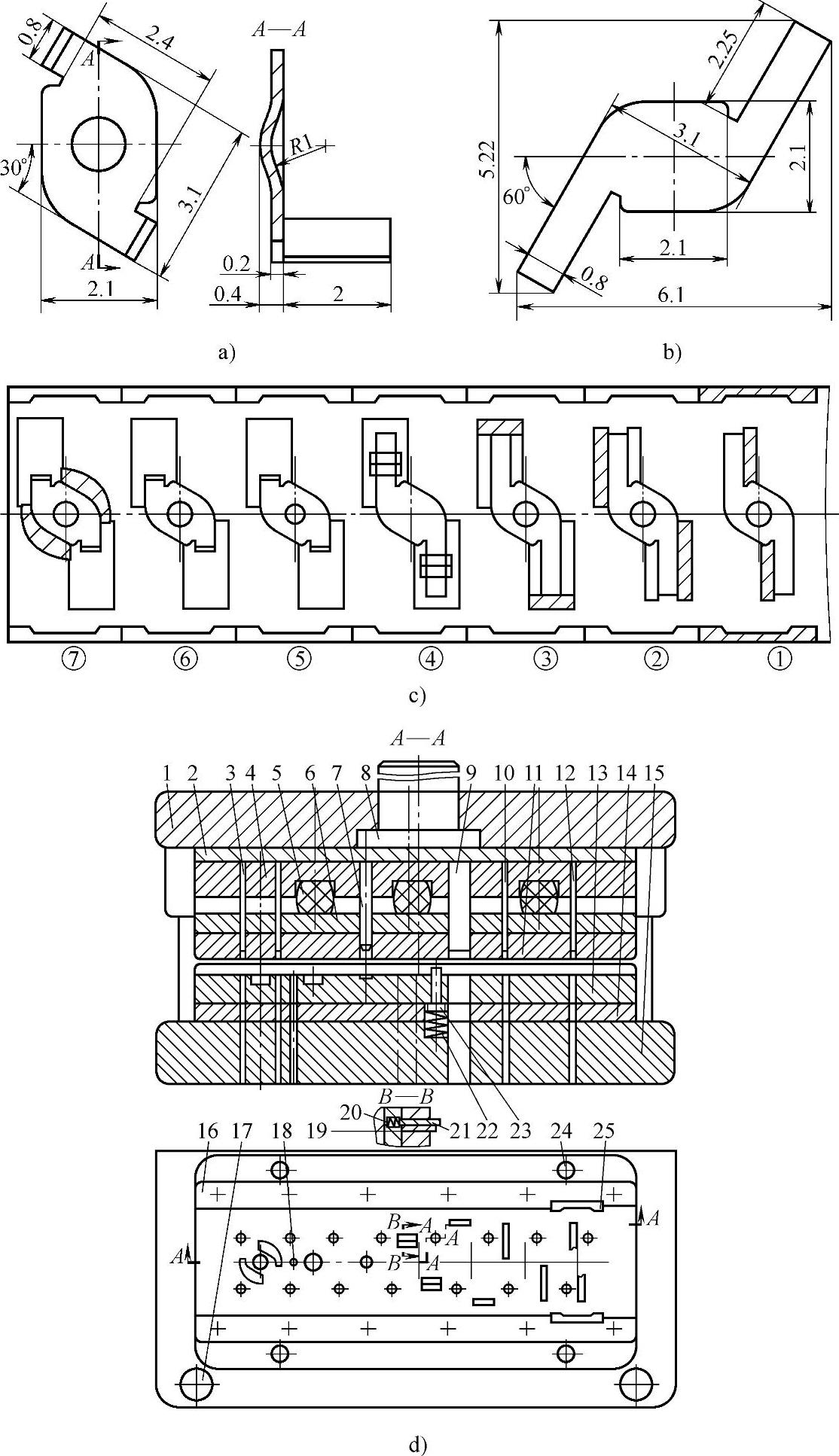
图4-13 电极片多工位级进模
a)零件图 b)展开料图 c)排样图 d)模具结构图
1—上模板 2—上垫板 3、9、10、12—冲裁切边凸模 4—凸模固定板 5—聚氨酯块 6—中垫板 7—成形凸模 8—模柄 11—卸料板 13—凹模 14—下垫板 15—下模板 16—导料尺 17—导柱 18—吹气钉 19—弯曲凸模 20、22—弹簧 21—弯曲卸料块 23—抬料销 24—小导柱 25—侧刃
(2)设计要点 全部冲裁凸模采用线切割加工成形,采用直通式,由于结构尺寸小或形状不规则,用铆接方式固定于凸模固定板4上。
冲裁侧刃及各冲裁切边凸模切边时单边受力,易滑移,将凸模设计成台阶式,采用先导向后切边的工作方式,避免单边受力造成的滑移,保证制作尺寸。
由于制件向上弯曲,为保证制件精度,在弯曲部位,除了设计弯曲凸模19外,紧靠其侧面增设一个浮动的弯曲卸料块21,且弯曲卸料块比弯曲凸模略高些,以确保模具闭合时,能先对条料施加预压力,然后再弯曲,防止条料因滑动而产生变形和尺寸不准确,同时弯曲完毕后,弯曲卸料块起顶料作用,弯曲卸料块21由弹簧20提供顶料力。
为分散冲裁过程中的应力分布,分别在凸模固定板4上设置上垫板2,凹模13下设置下垫板14。上、下垫板均选用T10A,热处理硬度为58~62HRC,上下面磨平后使用。
冲裁切边凸模3、9、10、12,凸模固定板4,卸料板11,凹模13等主要零件均采用线切割加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。