



零件名称:散热片
材料及板厚:H62黄铜,0.2mm
零件图(见图9-19a)
展开图(见图9-19b)
排样图(见图9-19c)
模具结构图(见图9-19d)
说明:
1)该模具为冲孔、弯曲等7个工位的级进模结构。(https://www.xing528.com)
2)为提高材料利用率、节约成本,采用无废料排样,即各毛坯之间、条料边缘均无搭边值。自动送料机构送料,并保证条料的粗定位精度。工序为:①冲导正孔;②导正;③冲异形孔;④导正并冲长槽;⑤冲异形槽;⑥导正并进行第1次弯曲(弯曲到60°);⑦进行第2次弯曲(弯曲到90°)并切断、叠片。模具结构紧凑,几何尺寸较小,其中在②、④、⑥工位设有导正销导正。
3)采用正装式结构,以便废料顺利排出。为确保零件质量及稳定性,选用滚动导向标准钢板模架,采用弹性卸料板3进行卸料,由于冲孔凸模11与导正销10的直径都很小,在卸料板上设计小导套、导柱进行内导向。条料左右导向采用导料板进行导向,前后采用自动送料和导正销定位。
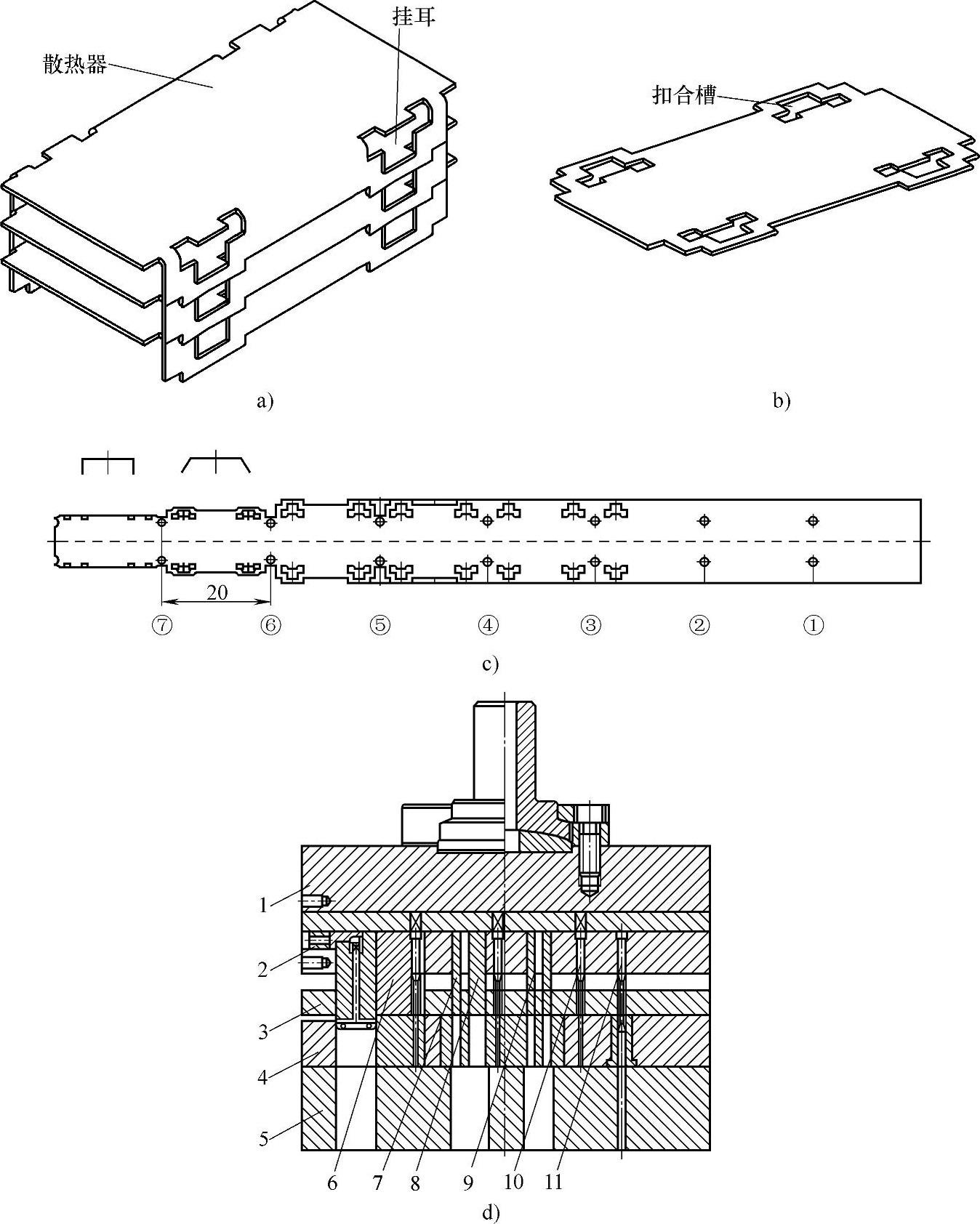
图9-19 散热片级进模
a)零件图(组合) b)展开图 c)排样图 d)模具结构图
1—上模座 2—切断凸模 3—弹性卸料板 4—凹模 5—下模座 6—预弯凸模 7、8—切槽凸模 9、11—冲孔凸模 10—导正销
4)模具工作过程:首先由自动送料机构将条料送入模具,模具在压力机的带动下开始工作。当上模下行时,卸料板3压紧条料,凸模下行完成前6个工位的工作。与此同时斜楔下行,斜楔推动滑块运动,完成最后一工位(第⑦工位)的弯曲,散热片与成形好的散热片相扣。上模继续下行,切断凸模将扣合好的散热片从条料上切断后并向下挤一个散热片间距,由于弯曲回弹的存在,散热片将停留在此位置,等下一片散热片扣合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。