



零件名称:连接片
材料及板厚:H62黄铜,0.6mm
零件图(见图9-33a)
展开图(见图9-33b)
排样图(见图9-33c)
模具结构图(见图9-33d)
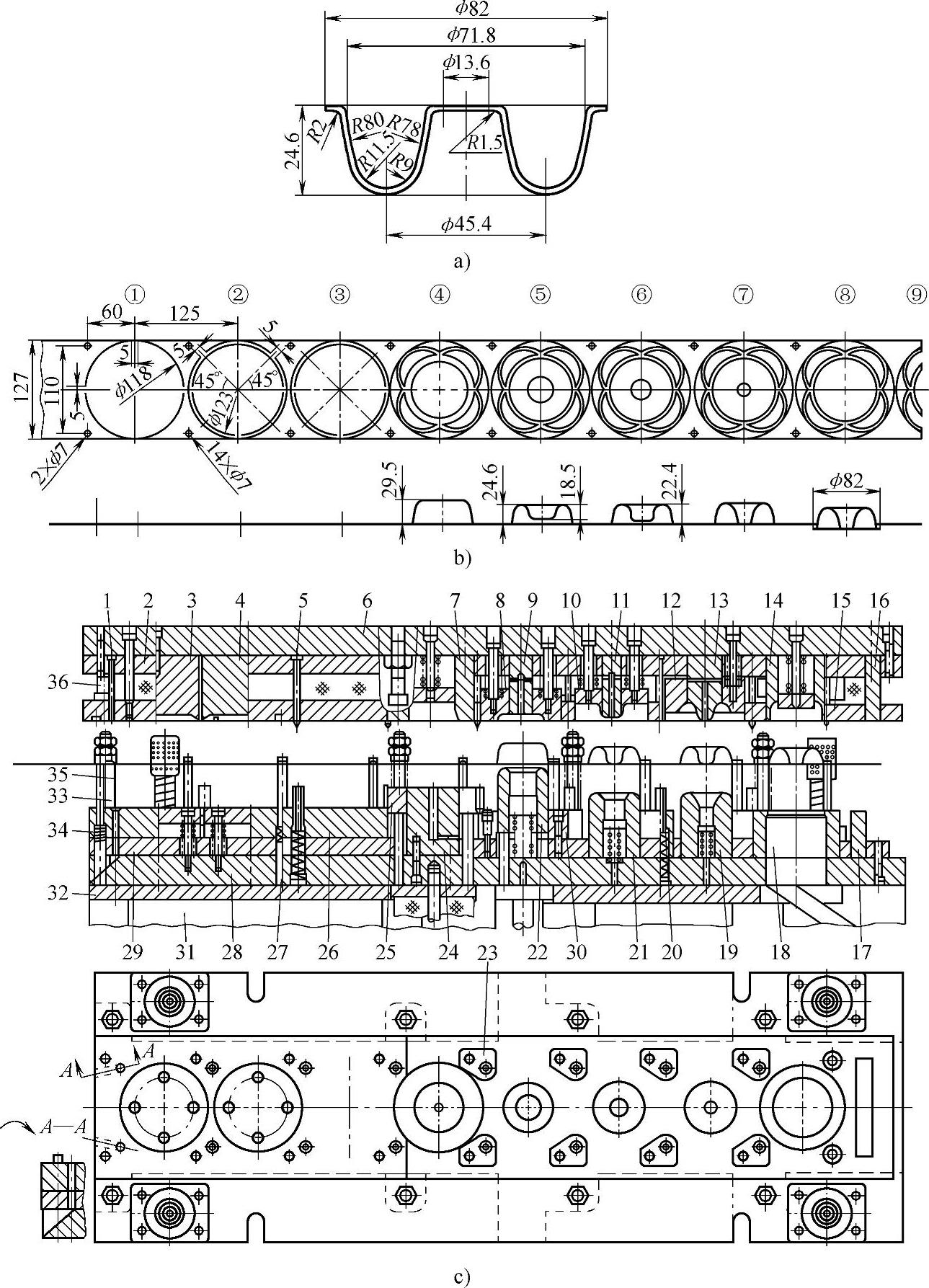
图9-32 烤盘级进模
a)零件图 b)排样图 c)模具结构图
1—冲孔凸模 2—上固定板 3、4—切口凸模 5—导正销 6—上模板 7、21、22—拉深凹模 8、10、25—拉深压边圈 9、11、24—拉深凸模 12—整形压边圈 13—整形凸模 14—落料凸模 15—卸料板 16—上切断刀 17—下切断刀 18—落料凹模 19—整形凹模 20—浮动导正销 23—浮料导正座 26—切口凹模 27—浮料销 28—下模板 29—下固定板 30—固定环31—垫块 32—拉板 33—拉杆 34、35—弹簧 36—推杆
 (https://www.xing528.com)
(https://www.xing528.com)
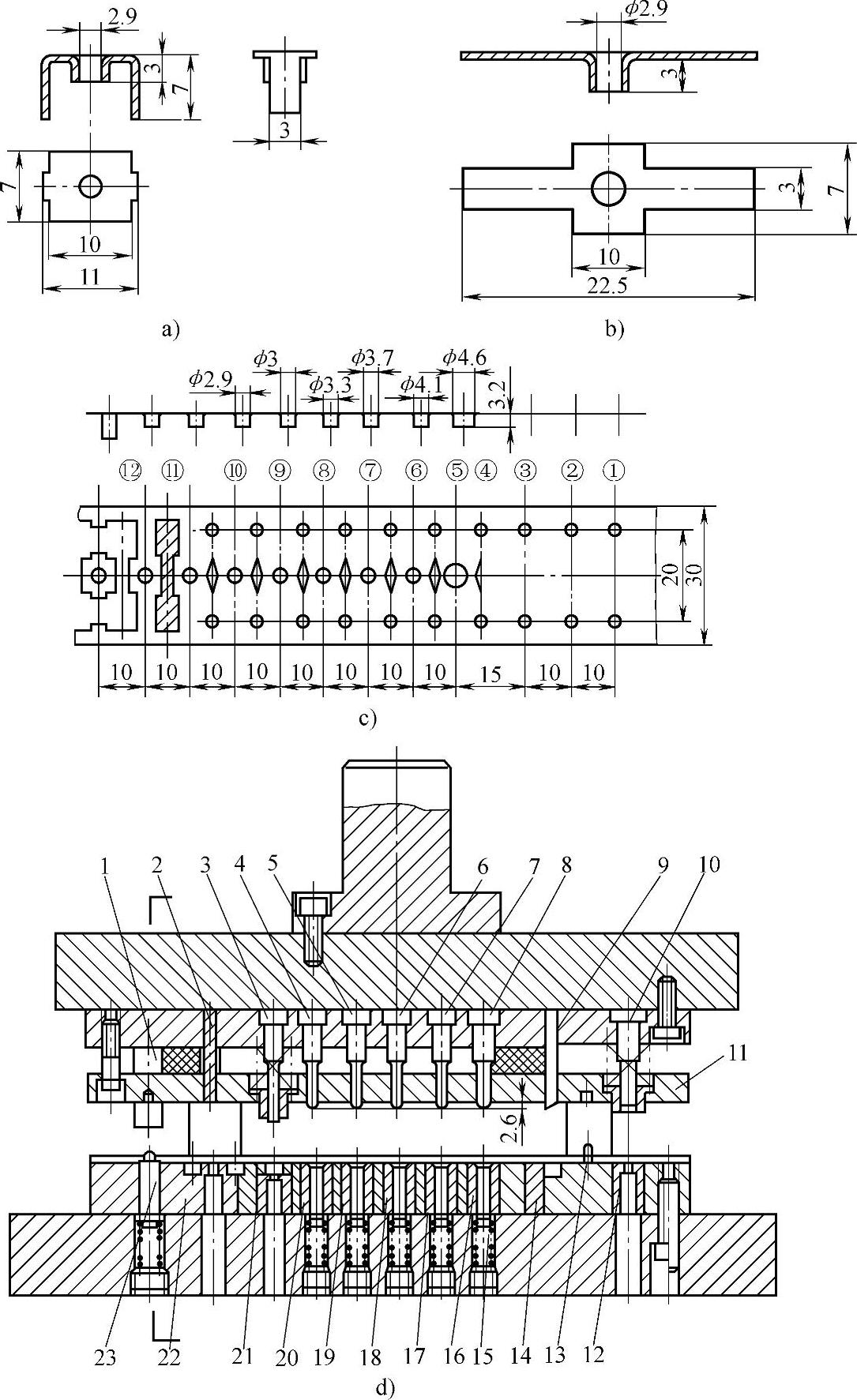
图9-33 连接片级进模
a)零件图 b)展开图 c)排样图 d)模具结构图
1—成形模块 2—切外形凸模 3—冲底孔凸模 4、5、6、7、8—拉深凸模 9—切口上刀 10—冲导正孔凸模 11—卸料板 12—冲孔凹模 13—导正销 14—切口下刀 15、23—顶杆 16、17、18、19、20—拉深凹模 21—冲底孔凹模 22—成形下模
说明:
1)该模具为冲孔、拉深等12个工位的级进模结构,即①冲两个导正销孔;②空位;③冲C形切口;④一次拉深;⑤二次拉深;⑥三次拉深;⑦四次拉深;⑧五次拉深;⑨冲底孔;⑩切外形搭边;⑾ll空位;⑾l2切断成形。
2)拉深模结构为正装式结构,下模采用镶套式结构,各次拉深件用顶杆15推出。
3)带料送进时,首先用两个导正销13精定位;各次拉深的凹模作送料时的粗定位;顶杆23上端用于切断成形时工序件的精定位。
4)五次拉深凸模端部伸出卸料板11的下平面2.6mm,形成一个台肩。拉深前,凸模连同“台肩”首先在前次拉成的筒体内支撑,在一轴向力作用下,对筒壁施加压力,使筒壁部分材料主要承受压应力,减轻筒壁变薄和筒底圆角处拉裂的趋势。
5)C形工艺切口线与两个导正销孔相接,有利于减轻拉深时切口处材料的变形,方便送料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。