



【摘要】:2)此模具拉深部分为正装式结构形式。3)带料送进用双凹式侧刃控制送料进距,各次拉深和冲底孔工位用凸模自动找正定位。4)凹模5为整体结构,仅在冲底孔工位为镶套结构,并在底座相应部位设置专用垫板3,便于刃磨和更换。5)下模拉深和整形的型孔中的7根顶杆,共用一个顶板1,使下模结构大为简化。
零件名称:方孔焊片
材料及板厚:H68M黄铜,0.5mm
零件图(见图9-34a)
拉深工序图(见图9-34b)
排样图(见图9-34c)
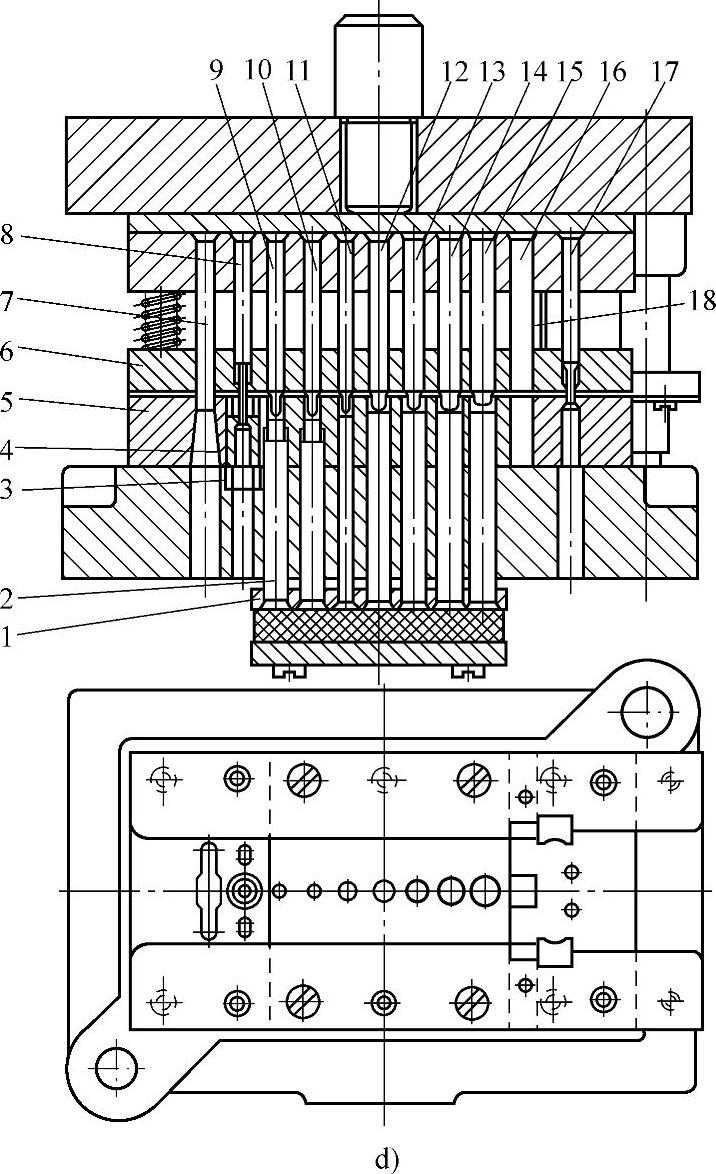
模具结构图(见图9-34d)
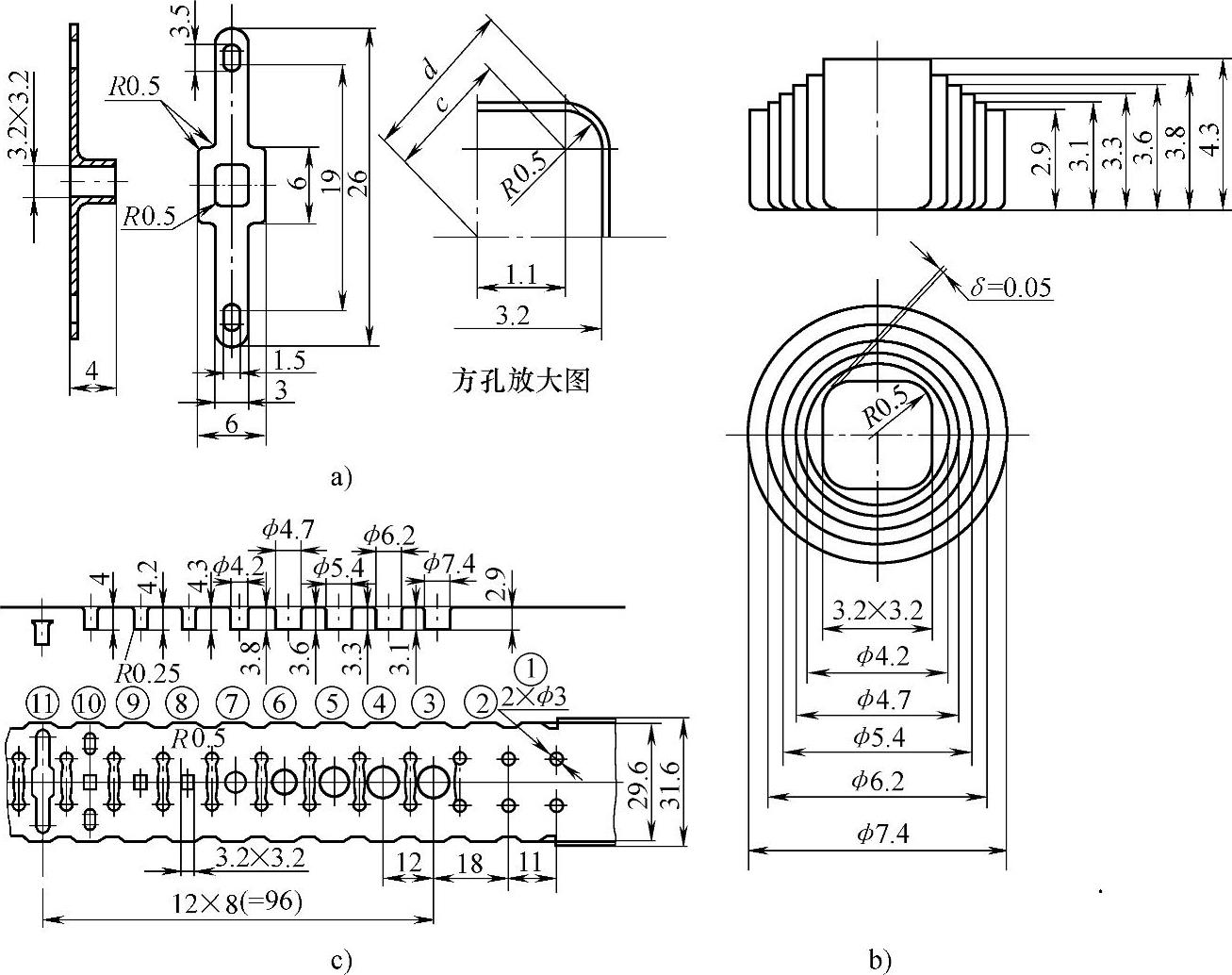
图9-34 方孔焊片级进模
a)零件图 b)拉深工序图 c)排样图
 (https://www.xing528.com)
(https://www.xing528.com)
图9-34 方孔焊片级进模(续)
d)模具结构图
1—顶板 2—顶杆 3—垫板 4—冲底孔凹模 5—凹模 6—弹压卸料板 7—落料凸模 8—冲底凸模 9—整形凸模 10、11、12、13、14、15—拉深凸模 16—切口凸模 17—冲孔凸模 18—侧刃
说明:
1)该模具为冲切、拉深、落料等11个工位的级进模结构,即①冲切双侧刃搭边和两个φ3mm孔;②冲C形切口;③首次拉深;④二次拉深;⑤三次拉深;⑥四次拉深;⑦五次拉深;⑧拉深成方筒形;⑨整形;⑩冲底孔;⑾ll落料。
2)此模具拉深部分为正装式结构形式。
3)带料送进用双凹式侧刃控制送料进距,各次拉深和冲底孔工位用凸模自动找正定位。
4)凹模5为整体结构,仅在冲底孔工位为镶套结构,并在底座相应部位设置专用垫板3,便于刃磨和更换。
5)下模拉深和整形的型孔中的7根顶杆,共用一个顶板1,使下模结构大为简化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。